- Газовые смеси на основе аргона для сварки

Содержание
- 3. Исследования сварки в среде различных смесей на основе аргона (далее Ar) берут свое начало с 70-х
- 4. Переход на смеси на основе Ar вместо СО2 позволяет оптимизировать сварку, в том числе сделать ее
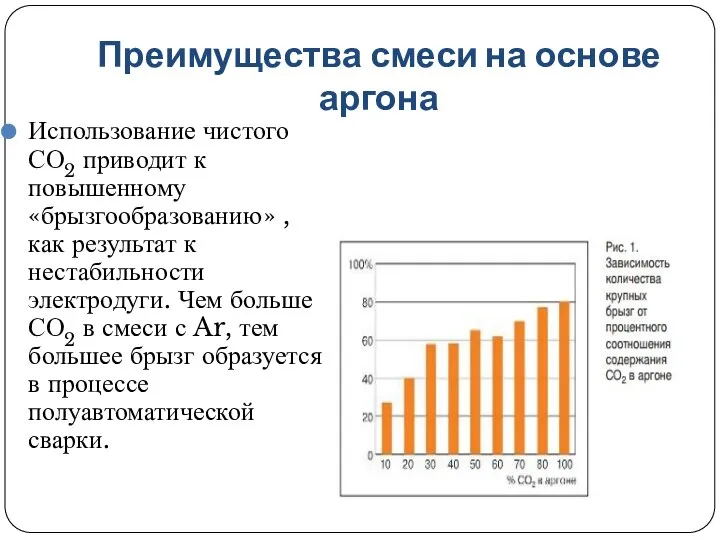
- 5. Преимущества смеси на основе аргона Использование чистого СО2 приводит к повышенному «брызгообразованию» , как результат к
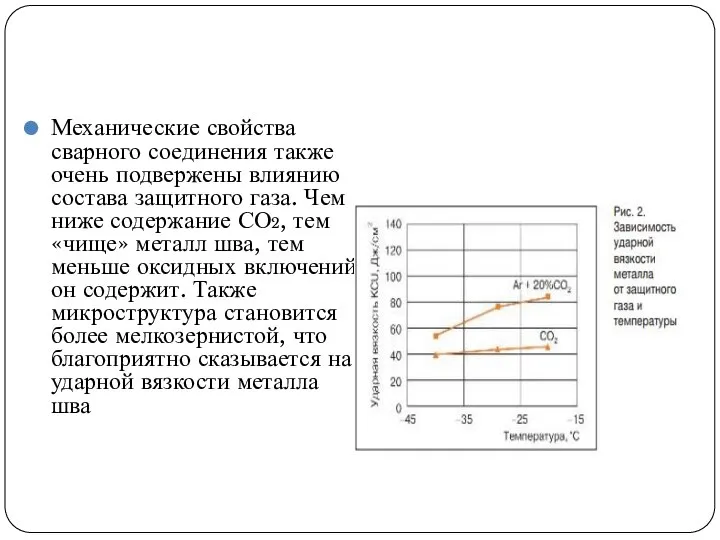
- 6. Механические свойства сварного соединения также очень подвержены влиянию состава защитного газа. Чем ниже содержание СО2, тем
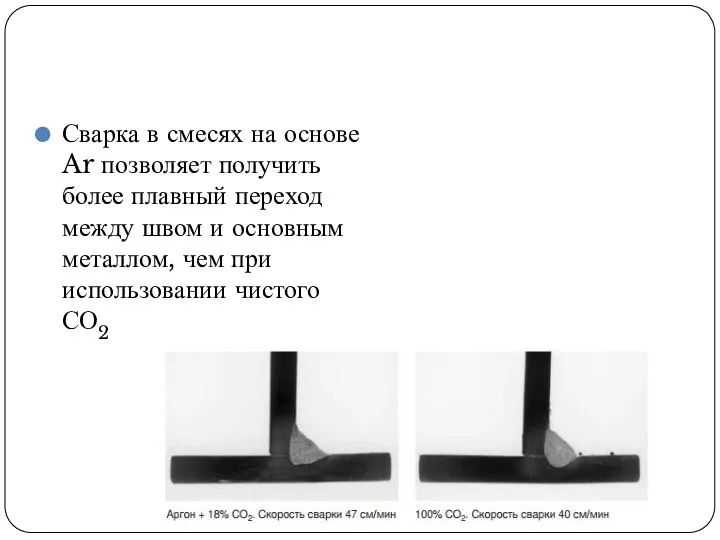
- 7. Сварка в смесях на основе Ar позволяет получить более плавный переход между швом и основным металлом,
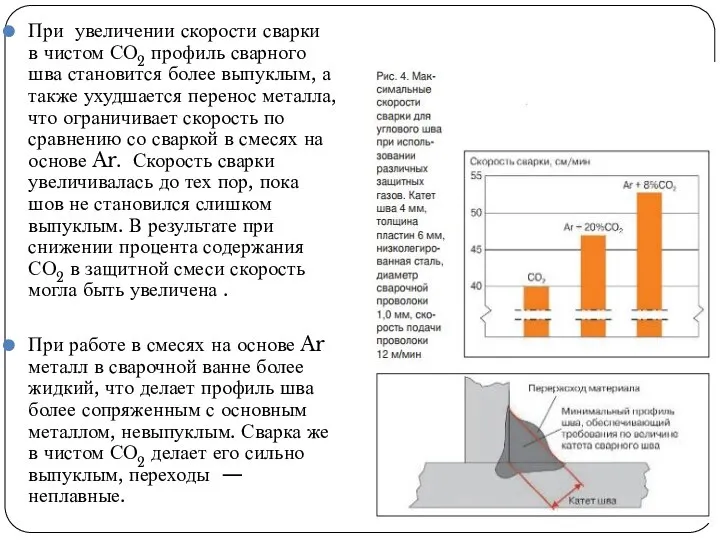
- 8. При увеличении скорости сварки в чистом СО2 профиль сварного шва становится более выпуклым, а также ухудшается
- 9. Задание режимов. При использовании аргоновых смесей гораздо легче настроить наиболее подходящие сварочные режимы, чем при работе
- 10. Выгоды, получаемые при переходе с чистого СО2 на смеси Ar и СО2 снижение потерь металла вследствие
- 11. Виды некоторых смесей, которые можно найти сейчас на рынке сварочных материалов
- 12. 92% Ar + 8% СО2 Используется в роли защитной атмосферы для различных сталей в режиме струйного
- 13. Используются для полуавтоматической сварки тонких изделий из конструкционных сталей (1-5мм) + для скоростной сварки (линейная скорость
- 14. 93% Ar + 5% СО2 + 2% O2 Эта трехсоставная смесь приготовлена в основном для тонких
- 15. 82% Ar + 18%СО2 Здесь достигается хорошая глубина провара, особенно, если сталкиваться приходится с толстолистовым материалом.
- 16. 86% Ar + 12% СО2 + 2% О2. Предназначена для достижения максимальной производительности. Позволяет варить в
- 17. 60% Ar + 10% СО2 + 30% Не. Данная смесь, содержащая гелий, была специально разработана для
- 18. Поставка баллонов со смесью Смесь газов для сварки можно получить от двух баллонов с помощью газового
- 20. Для обеспечения однородности и стабильности сварочных смесей рекомендуется использовать специальную трубку на вентиле внутри баллона. При
- 21. Особенности сварки аргоновыми смесями
- 22. 1. В первую очередь надо ближе располагать горелку к зоне сварки и по возможности держать горелку
- 23. 2. при работе со смесями важно правильно установить расход газа в сварочной горелке. Рекомендуется расход газа
- 24. 3. присутствие аргона или кислорода в смеси повышают жидкотекучесть расплавленного металла в сварочной ванне. Поэтому при
- 25. 4. При работе со сварочными смесями значительно снижается расход сварочной проволоки (до 20%) и поэтому избыток
- 27. Скачать презентацию
Слайд 3Исследования сварки в среде различных смесей на основе аргона (далее Ar) берут
Исследования сварки в среде различных смесей на основе аргона (далее Ar) берут
Слайд 4Переход на смеси на основе Ar вместо СО2 позволяет оптимизировать сварку, в
Переход на смеси на основе Ar вместо СО2 позволяет оптимизировать сварку, в
Слайд 5
Преимущества смеси на основе аргона
Использование чистого СО2 приводит к повышенному «брызгообразованию» ,
Преимущества смеси на основе аргона
Использование чистого СО2 приводит к повышенному «брызгообразованию» ,
Слайд 6Механические свойства сварного соединения также очень подвержены влиянию состава защитного газа. Чем
Механические свойства сварного соединения также очень подвержены влиянию состава защитного газа. Чем
Слайд 7Сварка в смесях на основе Ar позволяет получить более плавный переход между
Сварка в смесях на основе Ar позволяет получить более плавный переход между
Слайд 8При увеличении скорости сварки в чистом СО2 профиль сварного шва становится более выпуклым,
При увеличении скорости сварки в чистом СО2 профиль сварного шва становится более выпуклым,
Слайд 9Задание режимов. При использовании аргоновых смесей гораздо легче настроить наиболее подходящие сварочные режимы,
Задание режимов. При использовании аргоновых смесей гораздо легче настроить наиболее подходящие сварочные режимы,
Слайд 10Выгоды, получаемые при переходе с чистого СО2 на смеси Ar и СО2
Выгоды, получаемые при переходе с чистого СО2 на смеси Ar и СО2
Слайд 11Виды некоторых смесей, которые можно найти сейчас на рынке сварочных материалов
Виды некоторых смесей, которые можно найти сейчас на рынке сварочных материалов
Слайд 12 92% Ar + 8% СО2
Используется в роли защитной атмосферы для различных сталей
92% Ar + 8% СО2
Используется в роли защитной атмосферы для различных сталей
Слайд 13Используются для полуавтоматической сварки тонких изделий из конструкционных сталей (1-5мм) + для
Используются для полуавтоматической сварки тонких изделий из конструкционных сталей (1-5мм) + для
Слайд 1493% Ar + 5% СО2 + 2% O2
Эта трехсоставная смесь приготовлена в
93% Ar + 5% СО2 + 2% O2
Эта трехсоставная смесь приготовлена в
Слайд 1582% Ar + 18%СО2
Здесь достигается хорошая глубина провара, особенно, если сталкиваться приходится
82% Ar + 18%СО2
Здесь достигается хорошая глубина провара, особенно, если сталкиваться приходится
Слайд 16 86% Ar + 12% СО2 + 2% О2.
Предназначена для достижения максимальной производительности.
86% Ar + 12% СО2 + 2% О2.
Предназначена для достижения максимальной производительности.
Слайд 1760% Ar + 10% СО2 + 30% Не.
Данная смесь, содержащая гелий, была
60% Ar + 10% СО2 + 30% Не.
Данная смесь, содержащая гелий, была
Слайд 18Поставка баллонов со смесью
Смесь газов для сварки можно получить от двух баллонов с
Поставка баллонов со смесью
Смесь газов для сварки можно получить от двух баллонов с

Слайд 20Для обеспечения однородности и стабильности сварочных смесей рекомендуется использовать специальную трубку на
Для обеспечения однородности и стабильности сварочных смесей рекомендуется использовать специальную трубку на
Слайд 21
Особенности сварки аргоновыми смесями
Особенности сварки аргоновыми смесями

Слайд 221. В первую очередь надо ближе располагать горелку к зоне сварки и
1. В первую очередь надо ближе располагать горелку к зоне сварки и
Слайд 232. при работе со смесями важно правильно установить расход газа в сварочной
2. при работе со смесями важно правильно установить расход газа в сварочной
Слайд 243. присутствие аргона или кислорода в смеси повышают жидкотекучесть расплавленного металла в
3. присутствие аргона или кислорода в смеси повышают жидкотекучесть расплавленного металла в
Слайд 254. При работе со сварочными смесями значительно снижается расход сварочной проволоки (до
4. При работе со сварочными смесями значительно снижается расход сварочной проволоки (до
 Теория автоматического управления
Теория автоматического управления Планирование технического развития предприятия. Планирование социального развития предприятия
Планирование технического развития предприятия. Планирование социального развития предприятия Межгосударственный авиационный комитет Координационная комиссия по аэронавигации Москва, 1-2 декабря 2010 г. О различиях между нац
Межгосударственный авиационный комитет Координационная комиссия по аэронавигации Москва, 1-2 декабря 2010 г. О различиях между нац Структура и содержание КИМ ЕГЭ в 2012 г.
Структура и содержание КИМ ЕГЭ в 2012 г. Проблема выбора профессии в 21 веке
Проблема выбора профессии в 21 веке Культура Украины 14 века
Культура Украины 14 века Культура древней Руси
Культура древней Руси Корректировки MEGA Samara
Корректировки MEGA Samara Экологическое проектирование
Экологическое проектирование Проект женского фитнес-центра
Проект женского фитнес-центра Бытовая швейная машина
Бытовая швейная машина National symbols of the UK
National symbols of the UK Презентация на тему Мифы славян
Презентация на тему Мифы славян Северный Кавказ
Северный Кавказ Оценка идей и бизнес-возможностей «На земле не существует безопасности – только возможности» Дуглас МакАртур
Оценка идей и бизнес-возможностей «На земле не существует безопасности – только возможности» Дуглас МакАртур Планеты-гиганты и маленький Плутон
Планеты-гиганты и маленький Плутон Я гражданин России
Я гражданин России Принципы финансов
Принципы финансов Аттестационная работа. Создание творческого проекта Домовая роспись в интерьере
Аттестационная работа. Создание творческого проекта Домовая роспись в интерьере Косметическая маска для лица с биоактивными пептидами Herbarty
Косметическая маска для лица с биоактивными пептидами Herbarty Классификация коммуникативных стратегий по цели
Классификация коммуникативных стратегий по цели ВТОРОЙ ЗАКОН НЬЮТОНА
ВТОРОЙ ЗАКОН НЬЮТОНА Конкурс презентаций
Конкурс презентаций Урок - игра «Аукцион» (8 класс)
Урок - игра «Аукцион» (8 класс) Собор Санта Мария дель Фьоре (Флорентийский собор)
Собор Санта Мария дель Фьоре (Флорентийский собор) GK120产品保养调整介绍
GK120产品保养调整介绍 Презентация на тему Правописание причастий
Презентация на тему Правописание причастий  investitsii_4
investitsii_4