- Гигиена труда в химической промышленности

Содержание
- 2. Классификация основных отраслей химического производства Предприятия основной химии для получения кислот, щелочей, хлора, аммиака и других
- 3. Продолжение Заводы, выпускающие пластмассы и изделия из них. Производства по выпуску каучука. Комбинаты и заводы по
- 4. Типы организации технологического химического процесса Непрерывный технологический процесс Многостадийный прерывистый процесс Периодический технологический процесс Все типы
- 5. Преимущества непрерывных технологических процессов возможность осуществлять полную автоматизацию с дистанционным управлением, что уменьшает контакт с вредными
- 6. Наиболее приемлемые с гигиенических позиций методы получения химических продуктов Методы, при которых отсутствуют высокотоксичные продукты (сырье,
- 7. Классификация основных процессов и операций на химическом производстве Подготовительные операции – размол, смешение, просев и разделение
- 8. Исходное сырье Процесс реагирования Процесс разделения (ректификации) Емкости хранения продуктов Отправка потребителю Остаток Схематическое изображение химического
- 9. Реактор с экранированным двигателем мешалки 1 1 2 3 4 6 1 – электромотор; 2 –
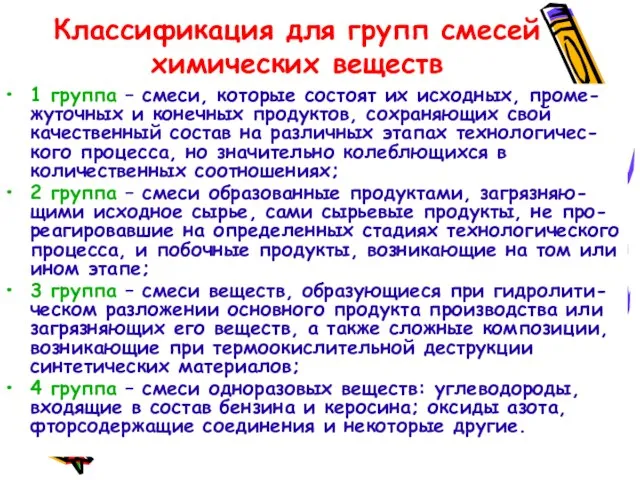
- 13. Классификация для групп смесей химических веществ 1 группа – смеси, которые состоят их исходных, проме-жуточных и
- 14. Центральный пульт управления (ЦПУ)
- 15. Центральный пульт управления (ЦПУ)
- 16. Группы основных профессий на современных химических производствах операторы, выполняющие контрольно-управлен-ческие действия с ЦПУ (характерно для непрерыв-ных
- 17. Нормативно-методические документы Санитарные правила 2.2.1.1312-03 «Гигиенические требования к проектированию вновь строящихся и реконструируемых промышленных предприятий» Санитарные
- 18. На стадии проектирования производства важен выбор архитектурно-планировоч-ных решений, в основу которого заложен принцип изоляции вредных процессов
- 19. 1 тип – одно- или многоэтажные здания с расположением отдельных цехов или отделений в помещениях, непосредственно
- 20. 3 тип – здания, в которых помещения цехов и отделений соединены между собой коридорами 1 2
- 21. Служебный коридор Коридор управления Коридор управления Вход с улицы 4 тип – здания, где технологическое оборудование
- 22. Коридор управления В) Вход в кабины осуществляется через буферный коридор и коридор управления 1 2 1
- 23. 5 тип – размещение оборудования в зданиях с планировкой 1-3 типов, но пульт управления вынесен в
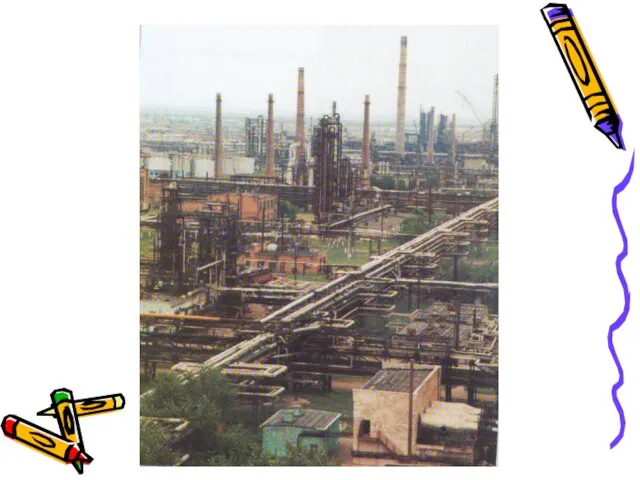
- 24. Наружные установки (колоны ректификации) на производстве акриловых соединений
- 26. Зонирование предприятия это определенное размещение объединенных общим признаком зданий, сооружений и обслуживающего хозяйства, образующее такую структуру
- 28. Скачать презентацию
Слайд 2Классификация основных отраслей химического производства
Предприятия основной химии для получения кислот, щелочей, хлора,
Классификация основных отраслей химического производства
Предприятия основной химии для получения кислот, щелочей, хлора,
Слайд 3Продолжение
Заводы, выпускающие пластмассы и изделия из них.
Производства по выпуску каучука.
Комбинаты и заводы
Продолжение
Заводы, выпускающие пластмассы и изделия из них.
Производства по выпуску каучука.
Комбинаты и заводы
Слайд 4Типы организации технологического химического процесса
Непрерывный технологический процесс
Многостадийный прерывистый процесс
Периодический технологический процесс
Все
Типы организации технологического химического процесса
Непрерывный технологический процесс
Многостадийный прерывистый процесс
Периодический технологический процесс
Все
Слайд 5Преимущества непрерывных технологических процессов
возможность осуществлять полную автоматизацию с дистанционным управлением, что уменьшает
Преимущества непрерывных технологических процессов
возможность осуществлять полную автоматизацию с дистанционным управлением, что уменьшает
Слайд 6Наиболее приемлемые с гигиенических позиций методы получения химических продуктов
Методы, при которых отсутствуют
Наиболее приемлемые с гигиенических позиций методы получения химических продуктов
Методы, при которых отсутствуют
Слайд 7Классификация основных процессов и операций на химическом производстве
Подготовительные операции – размол, смешение,
Классификация основных процессов и операций на химическом производстве
Подготовительные операции – размол, смешение,
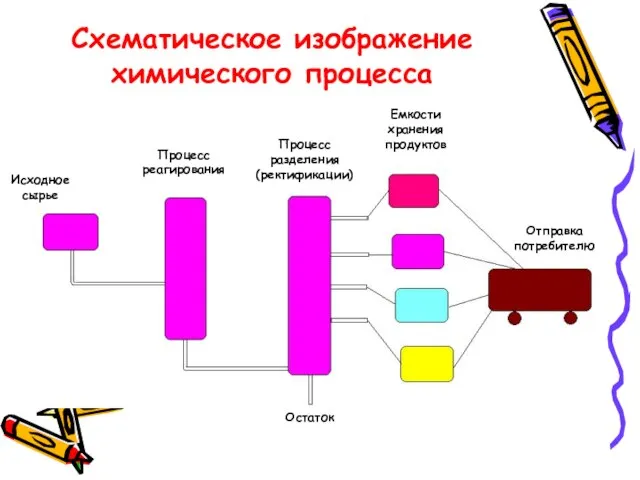
Слайд 8Исходное сырье
Процесс реагирования
Процесс разделения (ректификации)
Емкости хранения продуктов
Отправка потребителю
Остаток
Схематическое изображение химического процесса
Исходное сырье
Процесс реагирования
Процесс разделения (ректификации)
Емкости хранения продуктов
Отправка потребителю
Остаток
Схематическое изображение химического процесса
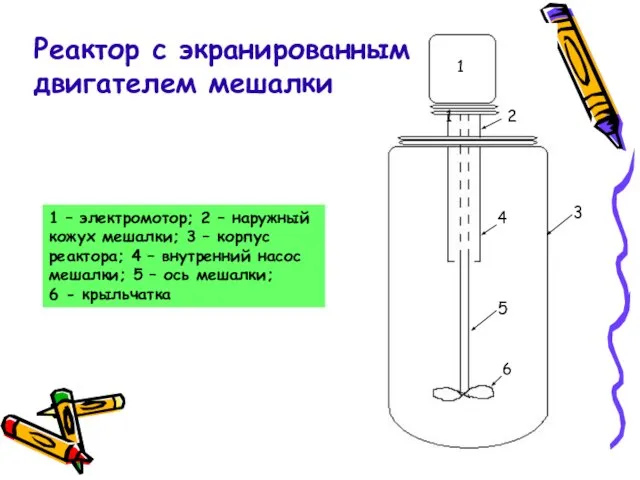
Слайд 9Реактор с экранированным двигателем мешалки
1
1
2
3
4
6
1 – электромотор; 2 – наружный кожух мешалки;
Реактор с экранированным двигателем мешалки
1
1
2
3
4
6
1 – электромотор; 2 – наружный кожух мешалки;
Слайд 13Классификация для групп смесей химических веществ
1 группа – смеси, которые состоят их
Классификация для групп смесей химических веществ
1 группа – смеси, которые состоят их
Слайд 14Центральный пульт управления (ЦПУ)
Центральный пульт управления (ЦПУ)

Слайд 15Центральный пульт управления (ЦПУ)
Центральный пульт управления (ЦПУ)

Слайд 16Группы основных профессий на современных химических производствах
операторы, выполняющие контрольно-управлен-ческие действия с ЦПУ
Группы основных профессий на современных химических производствах
операторы, выполняющие контрольно-управлен-ческие действия с ЦПУ
Слайд 17Нормативно-методические документы
Санитарные правила 2.2.1.1312-03 «Гигиенические требования к проектированию вновь строящихся и реконструируемых
Нормативно-методические документы
Санитарные правила 2.2.1.1312-03 «Гигиенические требования к проектированию вновь строящихся и реконструируемых
Слайд 18На стадии проектирования производства важен выбор архитектурно-планировоч-ных решений, в основу которого заложен
На стадии проектирования производства важен выбор архитектурно-планировоч-ных решений, в основу которого заложен
Слайд 191 тип – одно- или многоэтажные здания с расположением отдельных цехов или
1 тип – одно- или многоэтажные здания с расположением отдельных цехов или
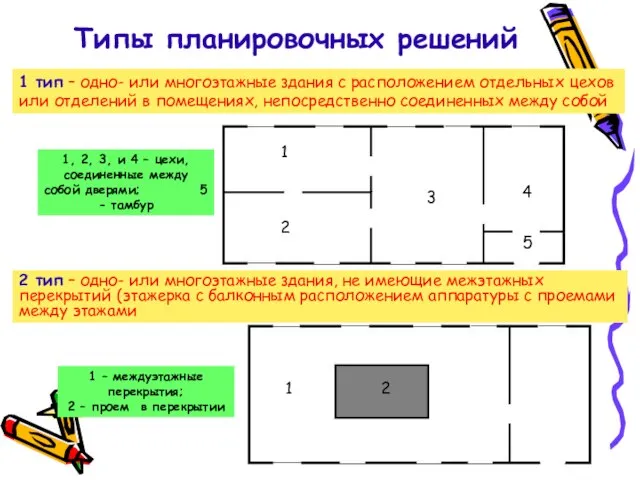
Слайд 203 тип – здания, в которых помещения цехов и отделений соединены между
3 тип – здания, в которых помещения цехов и отделений соединены между

Слайд 21Служебный коридор
Коридор управления
Коридор управления
Вход с улицы
4 тип – здания, где технологическое оборудование
Служебный коридор
Коридор управления
Коридор управления
Вход с улицы
4 тип – здания, где технологическое оборудование

Слайд 22Коридор управления
В) Вход в кабины осуществляется через буферный коридор и коридор управления
1
2
1
Коридор управления
В) Вход в кабины осуществляется через буферный коридор и коридор управления
1
2
1

Слайд 235 тип – размещение оборудования в зданиях с планировкой 1-3 типов, но
5 тип – размещение оборудования в зданиях с планировкой 1-3 типов, но
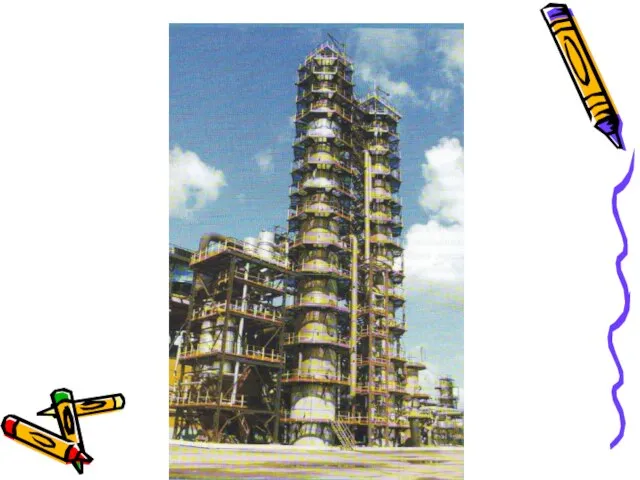
Слайд 24Наружные установки (колоны ректификации) на производстве акриловых соединений
Наружные установки (колоны ректификации) на производстве акриловых соединений

Слайд 26Зонирование предприятия
это определенное размещение объединенных общим признаком зданий, сооружений и обслуживающего
Зонирование предприятия
это определенное размещение объединенных общим признаком зданий, сооружений и обслуживающего
 Кемеровская Региональная Общественная Организация
Кемеровская Региональная Общественная Организация Ароматы для средств по уходу за волосами
Ароматы для средств по уходу за волосами Вебинар для Руководителей Центров Avon
Вебинар для Руководителей Центров Avon Сон наяву или приключения в стране чудес
Сон наяву или приключения в стране чудес Цифровое телевидение
Цифровое телевидение Levels Up Club— это: Прогнозирование финансовых рынков, разработка алгоритмов торговых роботов
Levels Up Club— это: Прогнозирование финансовых рынков, разработка алгоритмов торговых роботов Черты сходства человека и человекообразных обезьян
Черты сходства человека и человекообразных обезьян Повышение профессиональной компетентности педагогов по вопросам развития речи дошкольников
Повышение профессиональной компетентности педагогов по вопросам развития речи дошкольников Презентация классного коллектива
Презентация классного коллектива Феномен Лапенко
Феномен Лапенко Энергосберегающие технологии транспорта газа
Энергосберегающие технологии транспорта газа Приказ Министерства образования и науки РФ № 209 от 24 марта 2010 г.
Приказ Министерства образования и науки РФ № 209 от 24 марта 2010 г. Формы взаимодействия адвоката и следователя на предварительном следствии. Содействие и противодействие
Формы взаимодействия адвоката и следователя на предварительном следствии. Содействие и противодействие Поклонюсь Тебя, я, о Боже Нету в целом мире дороже Воспою Тебе хвалу Бог мой я тебя ищу
Поклонюсь Тебя, я, о Боже Нету в целом мире дороже Воспою Тебе хвалу Бог мой я тебя ищу РОДИТЕЛЯМ О ПРАВИЛАХ ДОРОЖНОГО ДВИЖЕНИЯ.. Причиной дорожно- транспортных происшествий чаще всего являются сами дети. Приводит к эт
РОДИТЕЛЯМ О ПРАВИЛАХ ДОРОЖНОГО ДВИЖЕНИЯ.. Причиной дорожно- транспортных происшествий чаще всего являются сами дети. Приводит к эт Конкурс чтецов 1-4 классов в Выльгортской Школе №1
Конкурс чтецов 1-4 классов в Выльгортской Школе №1 Дроби
Дроби Презентация по английскому Areas of London Районы Лондона
Презентация по английскому Areas of London Районы Лондона Забастовка. Право на забастовку
Забастовка. Право на забастовку ТИПЫ КОСТРОВ
ТИПЫ КОСТРОВ Продление срока срока службы эпоксидных композитов
Продление срока срока службы эпоксидных композитов Юлианский Календарь.
Юлианский Календарь. Baroko aktualumas šiais laikais
Baroko aktualumas šiais laikais Презентация на тему Противоположные числа (6 класс)
Презентация на тему Противоположные числа (6 класс) Завтрак чемпиона
Завтрак чемпиона Филиппо Брунеллески
Филиппо Брунеллески Презентация1
Презентация1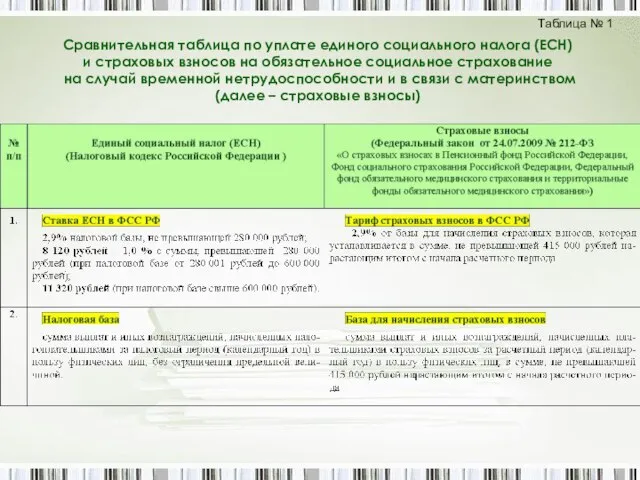 Сравнительная таблица по уплате единого социального налога (ЕСН) и страховых взносов на обязательное социальное страхование на с
Сравнительная таблица по уплате единого социального налога (ЕСН) и страховых взносов на обязательное социальное страхование на с