- Инновационные технологии машиностроения

Содержание
- 2. МЕХАНИЧЕСКАЯ ОБРАБОТКА РЕЗАНИЕМ Резание – это процесс срезания режущим инструментом с поверхности заготовки слоя металла в
- 3. СХЕМЫ ПРОЦЕССА РЕЗАНИЯ МЕТАЛЛА В процессе резания снимается заданный слой металла, переходящий в стружку и на
- 4. В материале обработанной поверхности (в поверхностном слое) заготовки в результате его нагрева и пластической деформации при
- 5. Основные режимы механической обработки (режимы резания) глубина резания (мм) – толщина слоя металла, снимаемого за один
- 6. Виды механической обработки различаются: - кинематикой системы СПИЗ; - конструкцией применяемого технологического оборудования (станков); - конструкцией
- 7. Виды лезвийной обработки 1. Точение (токарная обработка). Инструмент: резцы (проходные, торцевые, отрезные, фасонные, канавочные, фасочные, и
- 8. Виды абразивной обработки 1. Шлифование (плоское; круглое). Инструмент: шлифовальные абразивные круги. 2. Хонингование (отверстий). Инструмент: хон
- 9. ТОКАРНАЯ ОБРАБОТКА (ТОЧЕНИЕ) Точение – это процесс обработки резанием наружных, внутренних и торцевых поверхностей тел вращения,
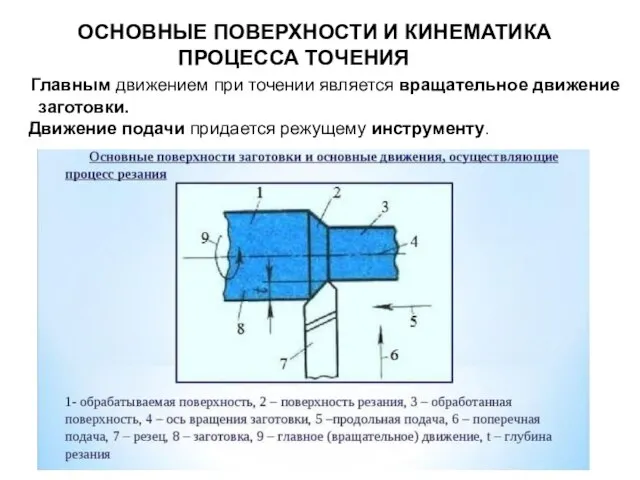
- 11. ОСНОВНЫЕ ПОВЕРХНОСТИ И КИНЕМАТИКА ПРОЦЕССА ТОЧЕНИЯ Главным движением при точении является вращательное движение заготовки. Движение подачи
- 12. ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ТОКАРНОЙ ОБРАБОТКИ Точение осуществляется на токарных станках. В качестве режущего инструмента при
- 13. ТОКАРНЫЕ РЕЗЦЫ Режущая часть резцов изготавливается из специальных твердых материалов: быстрорежущей стали Р18; твердых сплавов Т15К6,
- 14. СМЕННЫЕ РЕЖУЩИЕ ПЛАСТИНКИ ТОКАРНЫХ РЕЗЦОВ
- 15. Рабочие зоны токарной обработки Токарная обработка различных поверхностей
- 17. Скачать презентацию
Слайд 2МЕХАНИЧЕСКАЯ ОБРАБОТКА РЕЗАНИЕМ
Резание – это процесс срезания режущим инструментом с поверхности
МЕХАНИЧЕСКАЯ ОБРАБОТКА РЕЗАНИЕМ
Резание – это процесс срезания режущим инструментом с поверхности
Слайд 3 СХЕМЫ ПРОЦЕССА РЕЗАНИЯ МЕТАЛЛА
В процессе резания снимается заданный слой металла, переходящий
СХЕМЫ ПРОЦЕССА РЕЗАНИЯ МЕТАЛЛА
В процессе резания снимается заданный слой металла, переходящий

Слайд 4В материале обработанной поверхности (в поверхностном слое) заготовки в результате его нагрева
Слайд 5 Основные режимы механической обработки
(режимы резания)
глубина резания (мм) – толщина
Основные режимы механической обработки
(режимы резания)
глубина резания (мм) – толщина
Слайд 6 Виды механической обработки различаются:
- кинематикой системы СПИЗ;
- конструкцией применяемого технологического
Виды механической обработки различаются:
- кинематикой системы СПИЗ;
- конструкцией применяемого технологического
Слайд 7 Виды лезвийной обработки
1. Точение (токарная обработка). Инструмент: резцы (проходные,
торцевые,
Виды лезвийной обработки
1. Точение (токарная обработка). Инструмент: резцы (проходные,
торцевые,
Слайд 8
Виды абразивной обработки
1. Шлифование (плоское; круглое).
Инструмент: шлифовальные абразивные
Виды абразивной обработки
1. Шлифование (плоское; круглое).
Инструмент: шлифовальные абразивные
Слайд 9 ТОКАРНАЯ ОБРАБОТКА (ТОЧЕНИЕ)
Точение – это процесс обработки резанием наружных, внутренних
ТОКАРНАЯ ОБРАБОТКА (ТОЧЕНИЕ)
Точение – это процесс обработки резанием наружных, внутренних


Слайд 11 ОСНОВНЫЕ ПОВЕРХНОСТИ И КИНЕМАТИКА ПРОЦЕССА ТОЧЕНИЯ
Главным движением при точении является
ОСНОВНЫЕ ПОВЕРХНОСТИ И КИНЕМАТИКА ПРОЦЕССА ТОЧЕНИЯ Главным движением при точении является
Слайд 12ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ТОКАРНОЙ ОБРАБОТКИ
Точение осуществляется на токарных станках.
В
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ТОКАРНОЙ ОБРАБОТКИ
Точение осуществляется на токарных станках.
В
Слайд 13 ТОКАРНЫЕ РЕЗЦЫ
Режущая часть резцов изготавливается из специальных твердых материалов: быстрорежущей
ТОКАРНЫЕ РЕЗЦЫ Режущая часть резцов изготавливается из специальных твердых материалов: быстрорежущей

Слайд 14СМЕННЫЕ РЕЖУЩИЕ ПЛАСТИНКИ ТОКАРНЫХ РЕЗЦОВ
СМЕННЫЕ РЕЖУЩИЕ ПЛАСТИНКИ ТОКАРНЫХ РЕЗЦОВ

Слайд 15Рабочие зоны токарной обработки
Токарная обработка различных поверхностей
Рабочие зоны токарной обработки
Токарная обработка различных поверхностей

 Numbers
Numbers Использование рифмы, пословиц и ярких образов для запоминания новых слов и их значений
Использование рифмы, пословиц и ярких образов для запоминания новых слов и их значений Дети блокадного Ленинграда
Дети блокадного Ленинграда Prezentatsia_po_obschestvoznaniyu_na_temu_Gosudarstvo__11_klass
Prezentatsia_po_obschestvoznaniyu_na_temu_Gosudarstvo__11_klass Презентация на тему Осенние и зимние явления в жизни растений
Презентация на тему Осенние и зимние явления в жизни растений  Puzanova Natalia AlexandrovnaCognitive approach to synonymy.
Puzanova Natalia AlexandrovnaCognitive approach to synonymy. Гимнастика. История возникновения и развития спортивной гимнастики
Гимнастика. История возникновения и развития спортивной гимнастики Принятие к учету по КФО 2
Принятие к учету по КФО 2 VIII общешкольная конференция «Учись учиться»
VIII общешкольная конференция «Учись учиться» Paint Tool SAI
Paint Tool SAI Классификация таймфреймов
Классификация таймфреймов Инвестирование и размещение средств НПФ в инвестиционные проекты районного масштаба
Инвестирование и размещение средств НПФ в инвестиционные проекты районного масштаба 5_Obrazovanie_i_nauka_19_veka (1)
5_Obrazovanie_i_nauka_19_veka (1) Презентация на тему Пьер Огюстен Карон де Бомарше
Презентация на тему Пьер Огюстен Карон де Бомарше Транснационализация мировой экономики
Транснационализация мировой экономики Виды письменных источников
Виды письменных источников Воспитательная программа
Воспитательная программа Что мы знаем о мёде
Что мы знаем о мёде Население России
Население России Природный и попутные нефтяные газы
Природный и попутные нефтяные газы 9
9 Zielony zakątek
Zielony zakątek Рождение Иисуса и его версии
Рождение Иисуса и его версии Николай Егорович Жуковский
Николай Егорович Жуковский Тыва сактаан далганны кылырынын чуруму
Тыва сактаан далганны кылырынын чуруму Logo Project Status and Notification
Logo Project Status and Notification Виды квалификации преступлений
Виды квалификации преступлений Presentation Title Your company information
Presentation Title Your company information