- Исследование процесса вытяжки деталей

Содержание
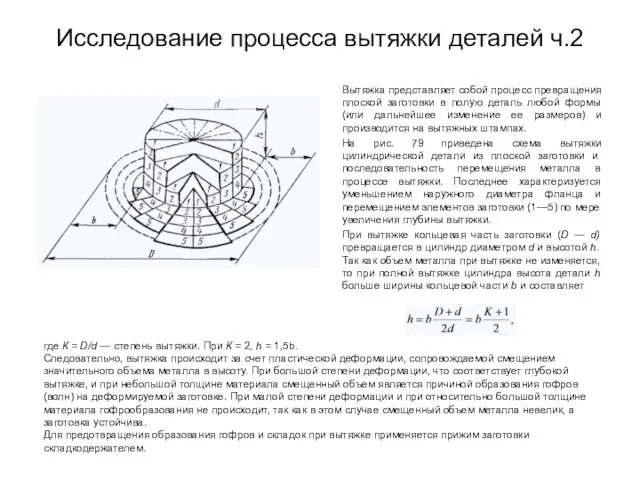
- 2. Исследование процесса вытяжки деталей ч.2 Вытяжка представляет собой процесс превращения плоской заготовки в полую деталь любой
- 3. Исследование процесса вытяжки деталей ч.3 Вытяжкой изготовляется большое количество полых деталей самой разнообразной формы, отличающихся друг
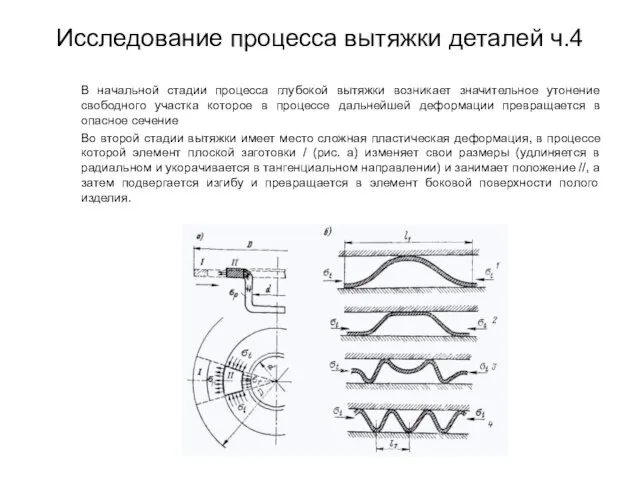
- 4. Исследование процесса вытяжки деталей ч.4 В начальной стадии процесса глубокой вытяжки возникает значительное утонение свободного участка
- 5. Исследование процесса вытяжки деталей ч.5 Условие пластичности деформируемого фланца, определяющее момент перехода его в пластичное состояние,
- 6. Исследование процесса вытяжки деталей ч.6 Схемы напряженно-деформированного состояния в разных участках изделия при обычной вытяжке с
- 7. Слайд № __ Способы вытяжки ч.1
- 8. Слайд № __ Способы вытяжки ч.2
- 9. Слайд № __ Способы вытяжки ч.3
- 10. Другие методы и способы вытяжки 1) с местным подогревом и охлаждением заготовки; 2) резиной и полиуретаном;
- 11. Виды продукции, получаемой методом ротационной вытяжки
- 13. Скачать презентацию
Слайд 2Исследование процесса вытяжки деталей ч.2
Вытяжка представляет собой процесс превращения плоской заготовки в
Исследование процесса вытяжки деталей ч.2
Вытяжка представляет собой процесс превращения плоской заготовки в
Слайд 3Исследование процесса вытяжки деталей ч.3
Вытяжкой изготовляется большое количество полых деталей самой разнообразной
Исследование процесса вытяжки деталей ч.3
Вытяжкой изготовляется большое количество полых деталей самой разнообразной
Слайд 4Исследование процесса вытяжки деталей ч.4
В начальной стадии процесса глубокой вытяжки возникает значительное
Исследование процесса вытяжки деталей ч.4
В начальной стадии процесса глубокой вытяжки возникает значительное
Слайд 5Исследование процесса вытяжки деталей ч.5
Условие пластичности деформируемого фланца, определяющее момент перехода его
Исследование процесса вытяжки деталей ч.5
Условие пластичности деформируемого фланца, определяющее момент перехода его
Слайд 6Исследование процесса вытяжки деталей ч.6
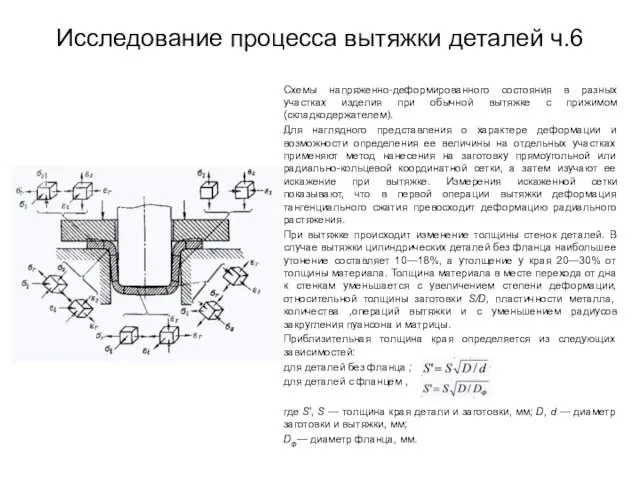
Схемы напряженно-деформированного состояния в разных участках изделия при
Исследование процесса вытяжки деталей ч.6
Схемы напряженно-деформированного состояния в разных участках изделия при
Слайд 7Слайд № __ Способы вытяжки ч.1
Слайд № __ Способы вытяжки ч.1

Слайд 8Слайд № __ Способы вытяжки ч.2
Слайд № __ Способы вытяжки ч.2

Слайд 9Слайд № __ Способы вытяжки ч.3
Слайд № __ Способы вытяжки ч.3

Слайд 10Другие методы и способы вытяжки
1) с местным подогревом и охлаждением заготовки;
2)
Другие методы и способы вытяжки
1) с местным подогревом и охлаждением заготовки;
2)
Слайд 11Виды продукции, получаемой методом ротационной вытяжки
Виды продукции, получаемой методом ротационной вытяжки

 Презентация на тему Миграции населения России
Презентация на тему Миграции населения России  Презентация на тему Имя твоё – женщина
Презентация на тему Имя твоё – женщина Виды одежды произошедшие от имени собственного
Виды одежды произошедшие от имени собственного Лазеры на полупроводниковых наноразмерных структурах с катодно-лучевой накачкой
Лазеры на полупроводниковых наноразмерных структурах с катодно-лучевой накачкой Акиан Крамарик
Акиан Крамарик EWQ Выгодно для Выгода от использования Покупателя (банка, сервисной компании) Пользователя Клиента.
EWQ Выгодно для Выгода от использования Покупателя (банка, сервисной компании) Пользователя Клиента. d — элементы
d — элементы Современное состояние физической культуры и спорта
Современное состояние физической культуры и спорта Стратегические игры как тренажёр для лидеров
Стратегические игры как тренажёр для лидеров Продукты #1 для управления VMware
Продукты #1 для управления VMware МУНИЦИПАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ СРЕДНЯЯ ОБЩЕОБРАЗОВАТЕЛЬНАЯ ШКОЛА №3 МУНИЦИПАЛЬНОГО ОБРАЗОВАНИЯ ЩЕРБИНОВСКИЙ РАЙОН
МУНИЦИПАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ СРЕДНЯЯ ОБЩЕОБРАЗОВАТЕЛЬНАЯ ШКОЛА №3 МУНИЦИПАЛЬНОГО ОБРАЗОВАНИЯ ЩЕРБИНОВСКИЙ РАЙОН Влияние итальянского искусства на культуру Петербурга
Влияние итальянского искусства на культуру Петербурга Презентация на тему Итоговое сочинение в 2016/17 учебном году
Презентация на тему Итоговое сочинение в 2016/17 учебном году Эндокринологическая аллея
Эндокринологическая аллея Практическая политология в XXI веке - основные направления работы эксперта
Практическая политология в XXI веке - основные направления работы эксперта Формирование культуры здоровья школьников
Формирование культуры здоровья школьников Свойства движения
Свойства движения 7 титульные листы разделов
7 титульные листы разделов Оценка деятельности СПИО
Оценка деятельности СПИО Программа духовно-нравственного развития и воспитания обучающихся. Методист кафедры управления образованием ГАОУ ДПО «СарИПК
Программа духовно-нравственного развития и воспитания обучающихся. Методист кафедры управления образованием ГАОУ ДПО «СарИПК Нумерология для бизнеса и хобби
Нумерология для бизнеса и хобби Индивидуальный трудовой договор
Индивидуальный трудовой договор Мама, папа, я - дружная семья
Мама, папа, я - дружная семья Презентация на тему Экономический рост и развитие
Презентация на тему Экономический рост и развитие  Первый долгосрочный период регулирования (2010-2014 годы): промежуточные результаты и планы на будущее.
Первый долгосрочный период регулирования (2010-2014 годы): промежуточные результаты и планы на будущее. Воинские звания ВС России
Воинские звания ВС России Животный мир Иркутской области
Животный мир Иркутской области Отчет о работе кафедры бухгалтерского учета и статистики
Отчет о работе кафедры бухгалтерского учета и статистики