- Композитные материалы

Содержание
- 2. Композитные материалы Полимерная матрица Термопласты (термопластичные полимеры) в качестве конструкционных материалов имеют ограниченное применение из-за относительно
- 3. Композитные материалы Полимерная матрица Реактопласты по вязкости отличаются от термопластов, у первых она на несколько порядков
- 4. Композитные материалы Полимерная матрица Кремнийорганические смолы хорошо смешиваются с большинством органических полимеров, что упрощает технологию их
- 5. Композитные материалы Полимерная матрица Основным достоинством кремнииорганических полимеров для использования в качестве матрицы КМ является их
- 6. Композитные материалы Полимерная матрица Углеродная матрица. В технологии получения КМ углеродная матрица образуется в результате термического
- 7. Композитные материалы Полимерная матрица Пиролитический углерод образуется на нагретых поверхностях в процессе термического разложения газообразных углеводородов.
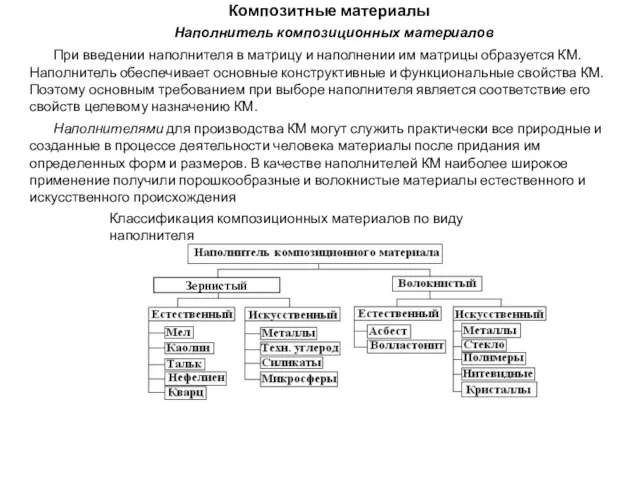
- 8. Композитные материалы Наполнитель композиционных материалов При введении наполнителя в матрицу и наполнении им матрицы образуется КМ.
- 9. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Среди естественных наполнителей отметим мел, каолин, тальк
- 10. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Нефелин и полевой шпат хорошо смачиваются и
- 11. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Мелкие порошки с частицами сферической формы получают
- 12. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Введение микросфер в полимеры повышает физико-механические характеристики
- 13. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Кубический нитрид бора является кристаллографическим аналогом углерода,
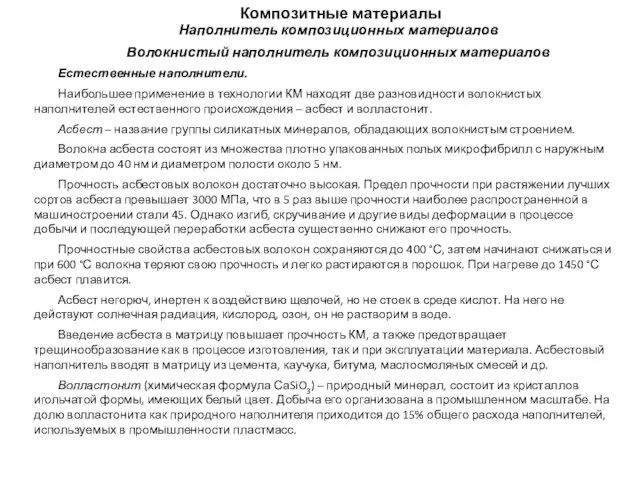
- 14. Композитные материалы Наполнитель композиционных материалов Волокнистый наполнитель композиционных материалов Естественные наполнители. Наибольшее применение в технологии КМ
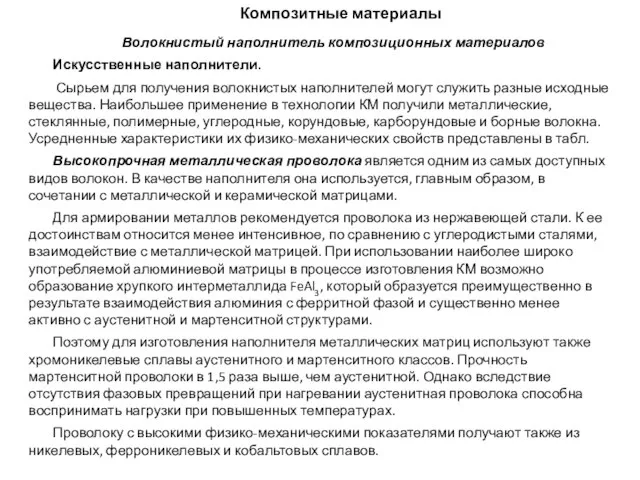
- 15. Композитные материалы Волокнистый наполнитель композиционных материалов Искусственные наполнители. Сырьем для получения волокнистых наполнителей могут служить разные
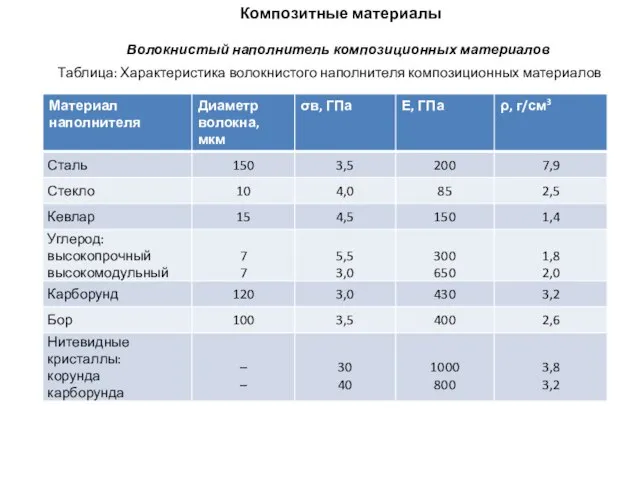
- 16. Композитные материалы Волокнистый наполнитель композиционных материалов Таблица: Характеристика волокнистого наполнителя композиционных материалов
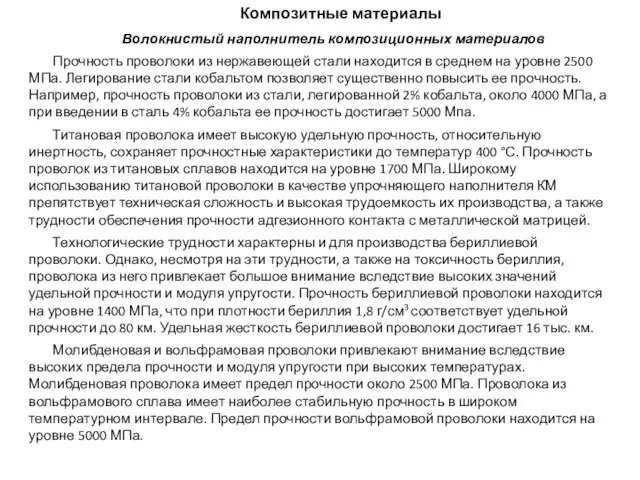
- 17. Композитные материалы Волокнистый наполнитель композиционных материалов Прочность проволоки из нержавеющей стали находится в среднем на уровне
- 18. Композитные материалы Волокнистый наполнитель композиционных материалов Стеклянные волокна изготовляют из расплавленного стекла методом вытягивания или раздува
- 19. Композитные материалы Волокнистый наполнитель композиционных материалов Органические волокна имеют промышленную основу для крупнотоннажного производства. Среди них
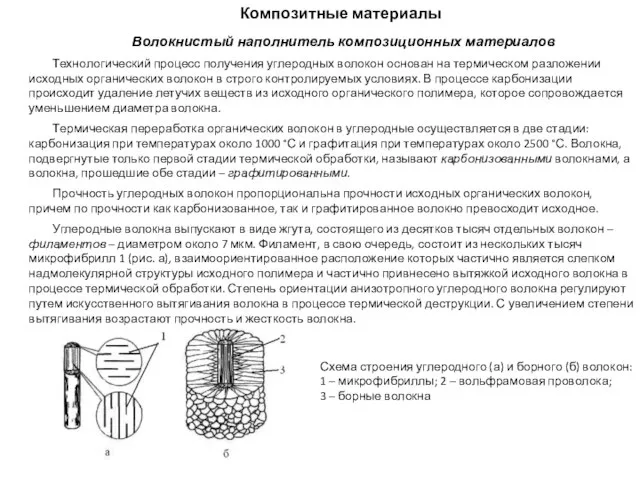
- 20. Композитные материалы Волокнистый наполнитель композиционных материалов Технологический процесс получения углеродных волокон основан на термическом разложении исходных
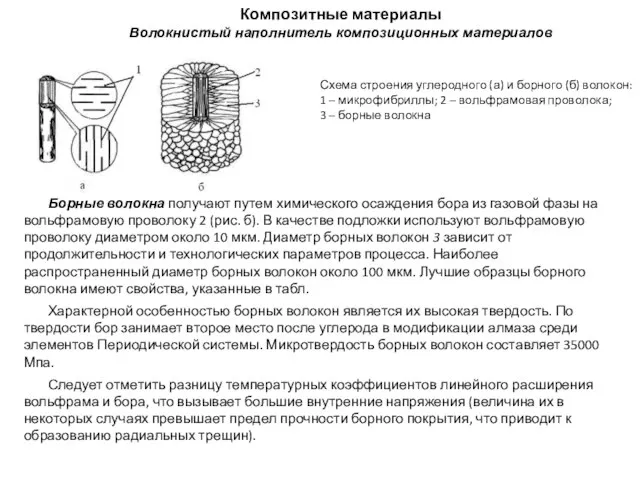
- 21. Композитные материалы Волокнистый наполнитель композиционных материалов Борные волокна получают путем химического осаждения бора из газовой фазы
- 22. Композитные материалы Волокнистый наполнитель композиционных материалов Для нитевидных кристаллов характерна обратно пропорциональная зависимость прочности от диаметра,
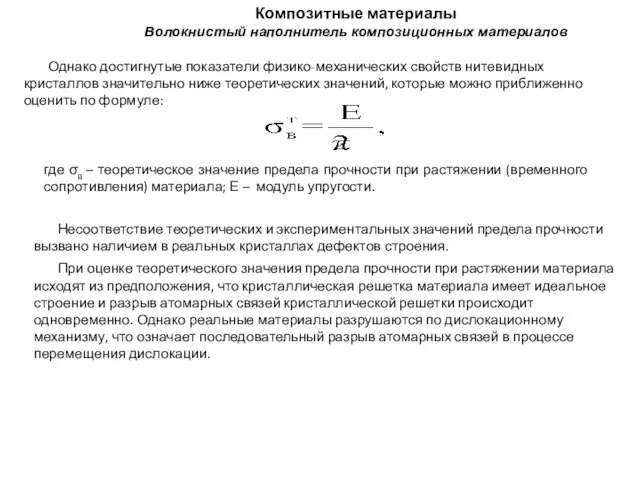
- 23. Композитные материалы Волокнистый наполнитель композиционных материалов Однако достигнутые показатели физико-механических свойств нитевидных кристаллов значительно ниже теоретических
- 25. Скачать презентацию
Слайд 2Композитные материалы
Полимерная матрица
Термопласты (термопластичные полимеры) в качестве конструкционных материалов имеют ограниченное применение
Композитные материалы
Полимерная матрица
Термопласты (термопластичные полимеры) в качестве конструкционных материалов имеют ограниченное применение
Слайд 3Композитные материалы
Полимерная матрица
Реактопласты по вязкости отличаются от термопластов, у первых она на
Композитные материалы
Полимерная матрица
Реактопласты по вязкости отличаются от термопластов, у первых она на
Слайд 4Композитные материалы
Полимерная матрица
Кремнийорганические смолы хорошо смешиваются с большинством органических полимеров, что упрощает
Композитные материалы
Полимерная матрица
Кремнийорганические смолы хорошо смешиваются с большинством органических полимеров, что упрощает
Слайд 5Композитные материалы
Полимерная матрица
Основным достоинством кремнииорганических полимеров для использования в качестве матрицы КМ
Композитные материалы
Полимерная матрица
Основным достоинством кремнииорганических полимеров для использования в качестве матрицы КМ
Слайд 6Композитные материалы
Полимерная матрица
Углеродная матрица. В технологии получения КМ углеродная матрица образуется в
Композитные материалы
Полимерная матрица
Углеродная матрица. В технологии получения КМ углеродная матрица образуется в
Слайд 7Композитные материалы
Полимерная матрица
Пиролитический углерод образуется на нагретых поверхностях в процессе термического разложения
Композитные материалы
Полимерная матрица
Пиролитический углерод образуется на нагретых поверхностях в процессе термического разложения
Слайд 8Композитные материалы
Наполнитель композиционных материалов
При введении наполнителя в матрицу и наполнении им матрицы
Композитные материалы
Наполнитель композиционных материалов
При введении наполнителя в матрицу и наполнении им матрицы
Слайд 9Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Среди естественных наполнителей отметим мел, каолин,
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Среди естественных наполнителей отметим мел, каолин,
Слайд 10Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Нефелин и полевой шпат хорошо смачиваются
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Нефелин и полевой шпат хорошо смачиваются
Слайд 11Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Мелкие порошки с частицами сферической формы
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Мелкие порошки с частицами сферической формы
Слайд 12Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Введение микросфер в полимеры повышает физико-механические
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Введение микросфер в полимеры повышает физико-механические
Слайд 13Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Кубический нитрид бора является кристаллографическим аналогом
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Кубический нитрид бора является кристаллографическим аналогом
Слайд 14Композитные материалы
Наполнитель композиционных материалов
Волокнистый наполнитель композиционных материалов
Естественные наполнители.
Наибольшее применение в технологии
Композитные материалы
Наполнитель композиционных материалов
Волокнистый наполнитель композиционных материалов
Естественные наполнители.
Наибольшее применение в технологии
Слайд 15Композитные материалы
Волокнистый наполнитель композиционных материалов
Искусственные наполнители.
Сырьем для получения волокнистых наполнителей могут
Композитные материалы
Волокнистый наполнитель композиционных материалов
Искусственные наполнители.
Сырьем для получения волокнистых наполнителей могут
Слайд 16Композитные материалы
Волокнистый наполнитель композиционных материалов
Таблица: Характеристика волокнистого наполнителя композиционных материалов
Композитные материалы
Волокнистый наполнитель композиционных материалов
Таблица: Характеристика волокнистого наполнителя композиционных материалов
Слайд 17Композитные материалы
Волокнистый наполнитель композиционных материалов
Прочность проволоки из нержавеющей стали находится в среднем
Композитные материалы
Волокнистый наполнитель композиционных материалов
Прочность проволоки из нержавеющей стали находится в среднем
Слайд 18Композитные материалы
Волокнистый наполнитель композиционных материалов
Стеклянные волокна изготовляют из расплавленного стекла методом вытягивания
Композитные материалы
Волокнистый наполнитель композиционных материалов
Стеклянные волокна изготовляют из расплавленного стекла методом вытягивания
Слайд 19Композитные материалы
Волокнистый наполнитель композиционных материалов
Органические волокна имеют промышленную основу для крупнотоннажного производства.
Композитные материалы
Волокнистый наполнитель композиционных материалов
Органические волокна имеют промышленную основу для крупнотоннажного производства.
Слайд 20Композитные материалы
Волокнистый наполнитель композиционных материалов
Технологический процесс получения углеродных волокон основан на термическом
Композитные материалы
Волокнистый наполнитель композиционных материалов
Технологический процесс получения углеродных волокон основан на термическом
Слайд 21Композитные материалы
Волокнистый наполнитель композиционных материалов
Борные волокна получают путем химического осаждения бора из
Композитные материалы
Волокнистый наполнитель композиционных материалов
Борные волокна получают путем химического осаждения бора из
Слайд 22Композитные материалы
Волокнистый наполнитель композиционных материалов
Для нитевидных кристаллов характерна обратно пропорциональная зависимость прочности
Композитные материалы
Волокнистый наполнитель композиционных материалов
Для нитевидных кристаллов характерна обратно пропорциональная зависимость прочности
Слайд 23Композитные материалы
Волокнистый наполнитель композиционных материалов
Однако достигнутые показатели физико-механических свойств нитевидных кристаллов значительно
Композитные материалы
Волокнистый наполнитель композиционных материалов
Однако достигнутые показатели физико-механических свойств нитевидных кристаллов значительно
 The manager and his functions
The manager and his functions Прыжки в длину с разбега
Прыжки в длину с разбега место клиентского сервиса
место клиентского сервиса Как использовать данные бенчмаркинга Trainings INDEX для создания и защиты бюджета
Как использовать данные бенчмаркинга Trainings INDEX для создания и защиты бюджета Финляндия. Финский дизайн. Известные финские бренды
Финляндия. Финский дизайн. Известные финские бренды Общий вид отчета в виде графической схемы объекта в разрезе этажей
Общий вид отчета в виде графической схемы объекта в разрезе этажей Система антикризисного управления на предприятии
Система антикризисного управления на предприятии Ситуационный план трассы
Ситуационный план трассы Алгоритм ведения работы по контракту на оказание услуг по организации питания и обеспечению питьевого режима обучающихся
Алгоритм ведения работы по контракту на оказание услуг по организации питания и обеспечению питьевого режима обучающихся Жемчуг
Жемчуг Почему выгодно быть экспертом на Butik2.ru
Почему выгодно быть экспертом на Butik2.ru Проблема технологических аварий
Проблема технологических аварий Контрактная система Тульской области
Контрактная система Тульской области Понятие и механизм правового регулирования. Юридическая ответственность. (Раздел 1)
Понятие и механизм правового регулирования. Юридическая ответственность. (Раздел 1) Мастер-класс Собачка из кругов
Мастер-класс Собачка из кругов Основные закономерности механики грунтов
Основные закономерности механики грунтов (010)Toolfaces
(010)Toolfaces British Wedding Customs and Superstitions:
British Wedding Customs and Superstitions: Пифагор. За легендой - Истина
Пифагор. За легендой - Истина Урок-викторина по сказкам А. С. Пушкина
Урок-викторина по сказкам А. С. Пушкина Башкиры
Башкиры Учреждение детский сад №7 Колокольчик, г.о. Красногорск, пос. Архангельское
Учреждение детский сад №7 Колокольчик, г.о. Красногорск, пос. Архангельское Работа над сочинением-рассуждением, связанным с анализом текста
Работа над сочинением-рассуждением, связанным с анализом текста VEEN Waters Finland Oy • Название: VEEN Waters Finland Oy• Год основания: 2007• Кол-во сотрудников: 4-5• Месторасположе
VEEN Waters Finland Oy • Название: VEEN Waters Finland Oy• Год основания: 2007• Кол-во сотрудников: 4-5• Месторасположе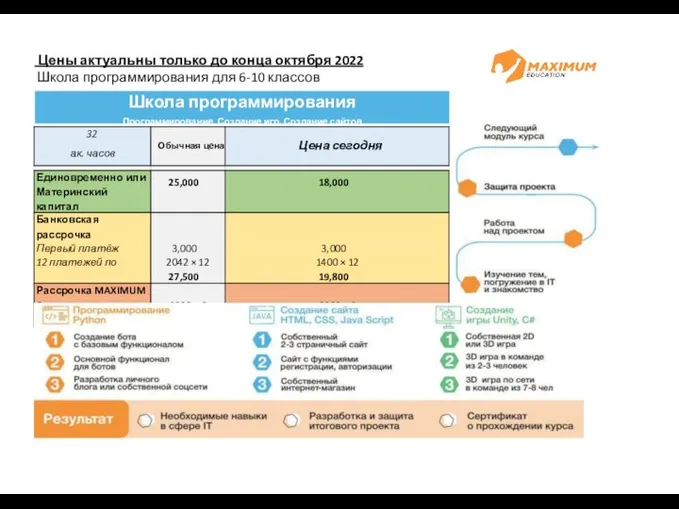 Прайсы_01.09.22_Школа программирования (2)
Прайсы_01.09.22_Школа программирования (2) Применение метода Гризайль
Применение метода Гризайль Храмы Кубани
Храмы Кубани Природные бедствия (Disaster)
Природные бедствия (Disaster)