Изучение и практическое внедрение инструментов ПСР на пилотном участке ФГУП ФНПЦ ПО Старт им. М.В. Проценко
- Изучение и практическое внедрение инструментов ПСР на пилотном участке ФГУП ФНПЦ ПО Старт им. М.В. Проценко

Содержание
- 2. 1 2 3 4 5 Содержание Цели и задачи проведения семинара Краткое описание продукта, потребность, время
- 3. Цели и задачи проведения семинара
- 4. Цели и задачи проведения семинара Изучение и практическая отработка процессов применения инструментов ПСР. Обмен опытом внедрения
- 5. Краткое описание продукта, потребность, время такта, диаграмма спагетти
- 6. Краткое описание продукта, участка, время такта, диаграмма спагетти В качестве продукта выбран корпус А2.Х3.10.132 блока электронного
- 7. Краткое описание продукта, участка, время такта, диаграмма спагетти
- 8. Задачи участникам
- 9. Задачи участникам Разделение участников семинара по рабочим группам. Рабочие группы наблюдают за закрепленными за ними операциями,
- 10. Задачи участникам 4. Оценка эффективности применения кайзен. 5. Рабочие группы докладывают руководству о проведенных изменениях на
- 11. Результаты работы групп: фрагмент карты текущего состояния потока создания ценности, предложения по улучшению, ожидаемая эффективность
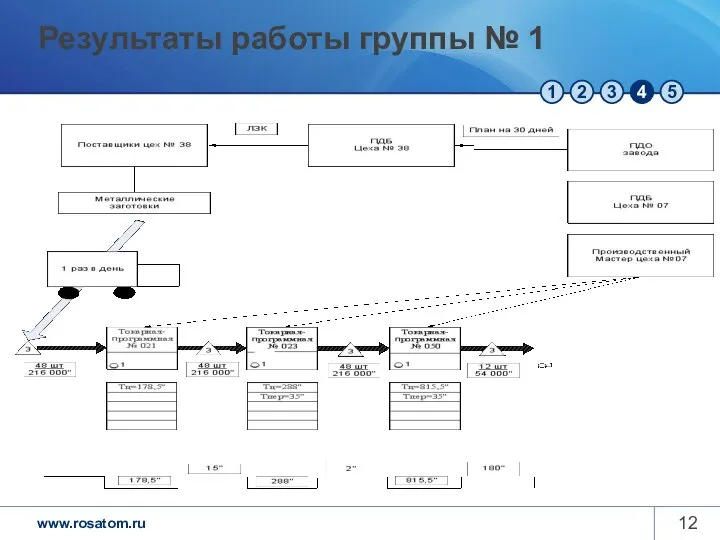
- 12. Результаты работы группы № 1
- 13. Результаты работы группы № 1 Состав группы №1: Ибрагимов Р.М. - ФГУП «ПСЗ» Фадеев В.В. –
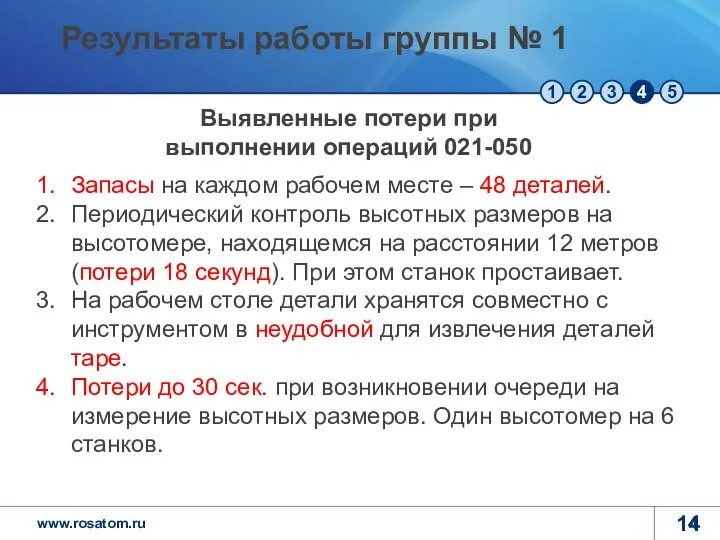
- 14. Запасы на каждом рабочем месте – 48 деталей. Периодический контроль высотных размеров на высотомере, находящемся на
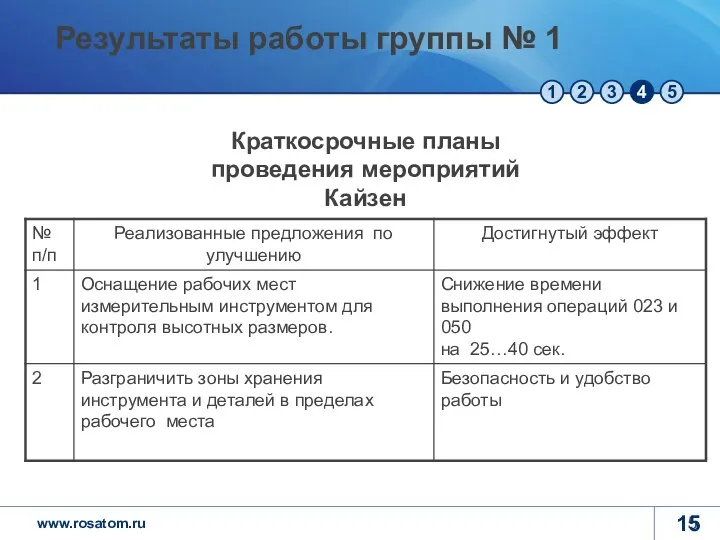
- 15. Краткосрочные планы проведения мероприятий Кайзен Результаты работы группы № 1
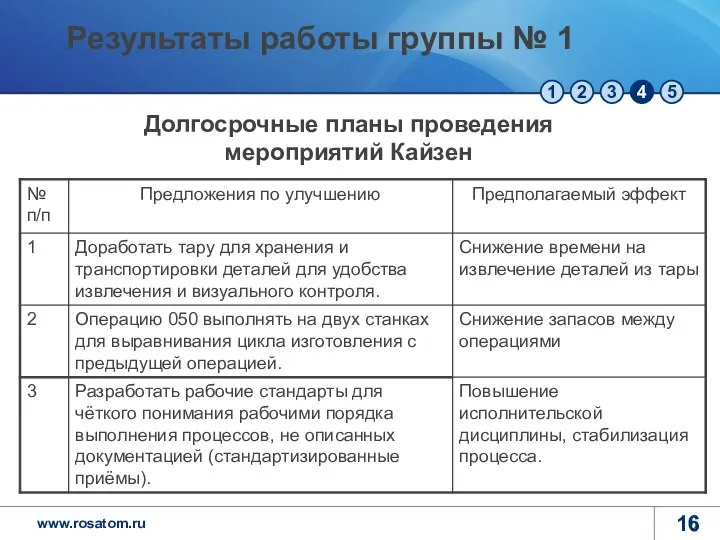
- 16. Долгосрочные планы проведения мероприятий Кайзен Результаты работы группы № 1
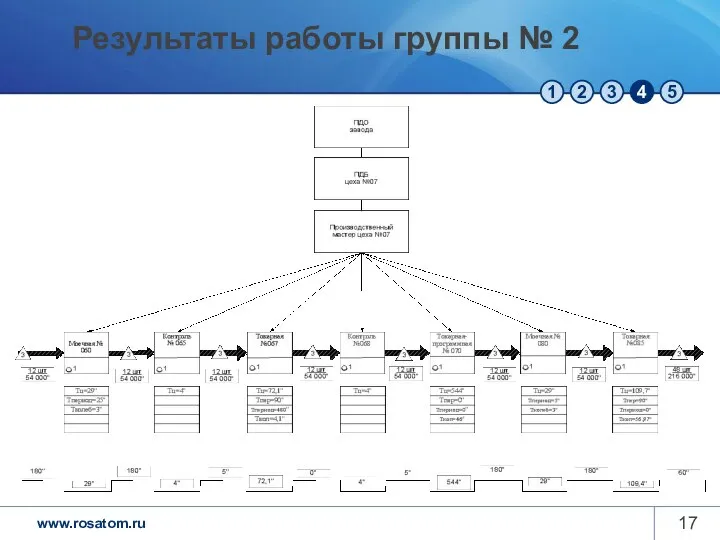
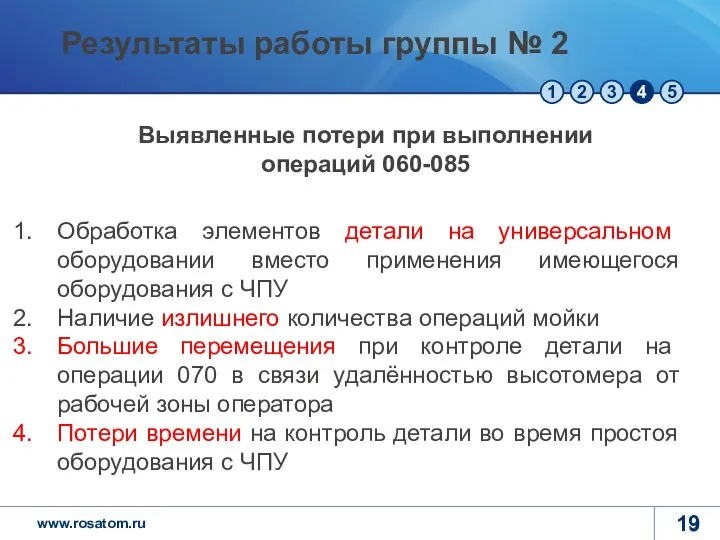
- 17. Результаты работы группы № 2
- 18. Результаты работы группы № 2 Состав группы №2: Чичева О. А. - ФГУП «ПО «Север» Юрмашев
- 19. Обработка элементов детали на универсальном оборудовании вместо применения имеющегося оборудования с ЧПУ Наличие излишнего количества операций
- 20. Краткосрочные планы проведения мероприятий Кайзен Результаты работы группы № 2
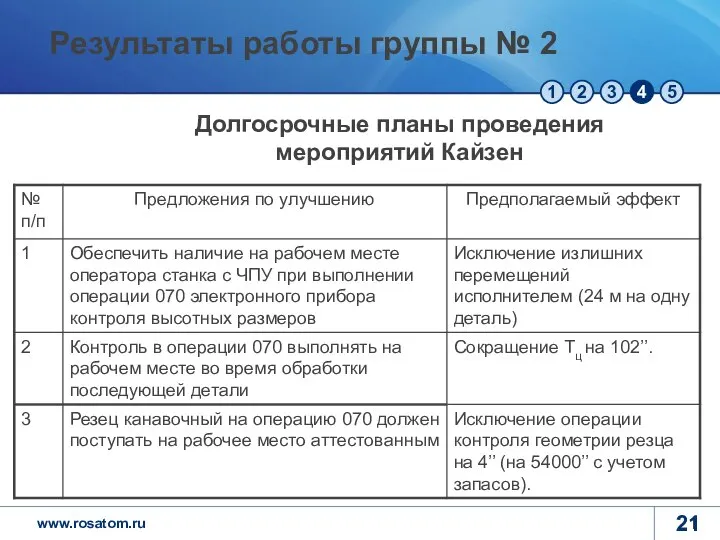
- 21. Долгосрочные планы проведения мероприятий Кайзен Результаты работы группы № 2
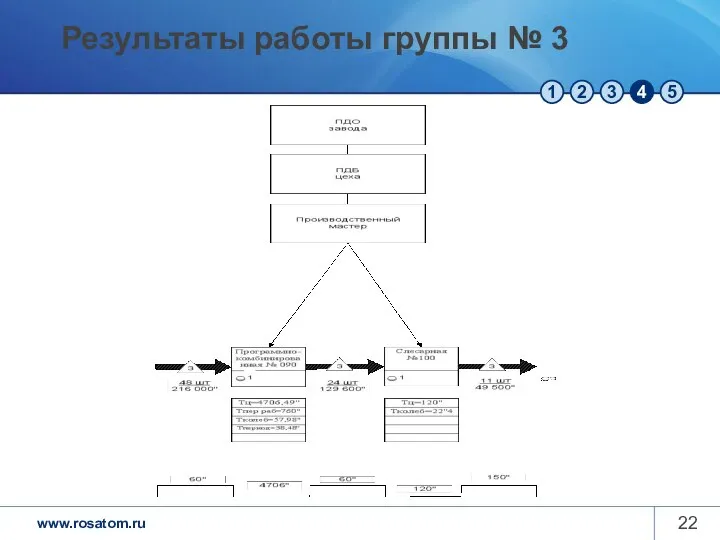
- 22. Результаты работы группы № 3
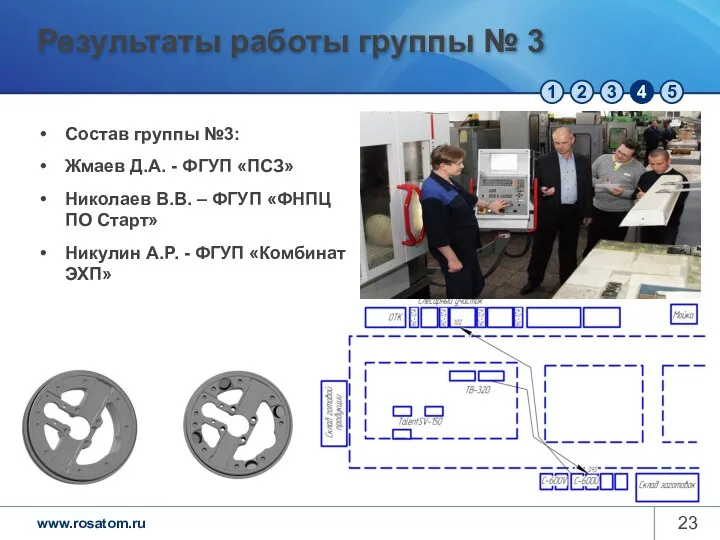
- 23. Результаты работы группы № 3 Состав группы №3: Жмаев Д.А. - ФГУП «ПСЗ» Николаев В.В. –
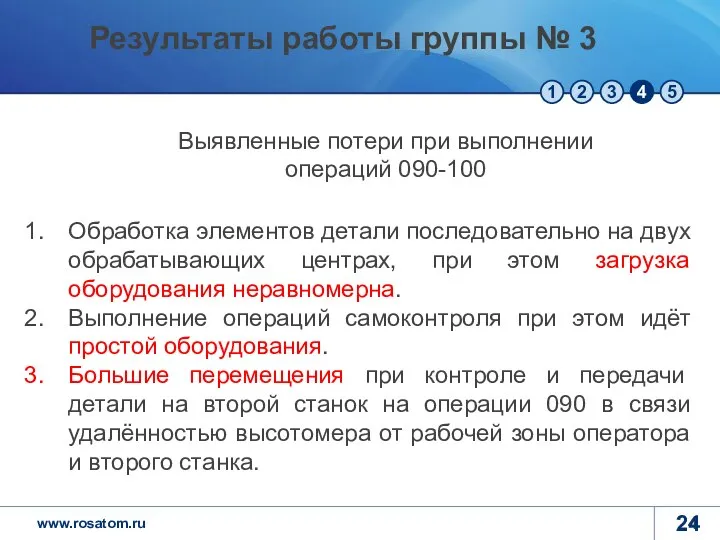
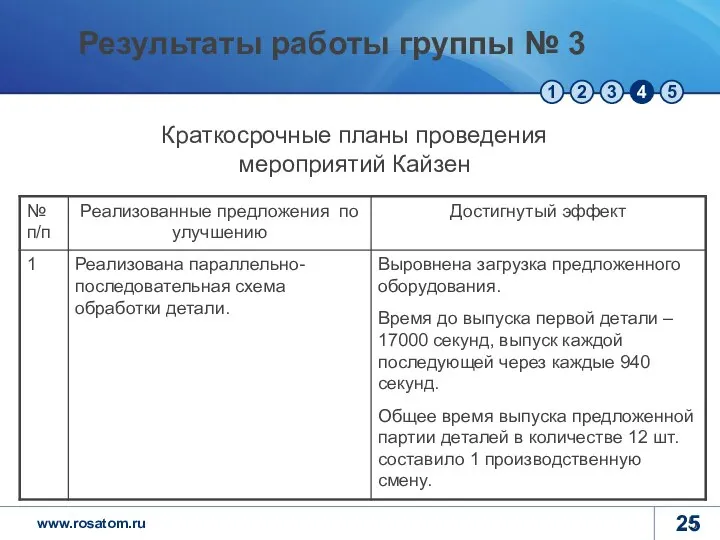
- 24. Обработка элементов детали последовательно на двух обрабатывающих центрах, при этом загрузка оборудования неравномерна. Выполнение операций самоконтроля
- 25. Краткосрочные планы проведения мероприятий Кайзен Результаты работы группы № 3
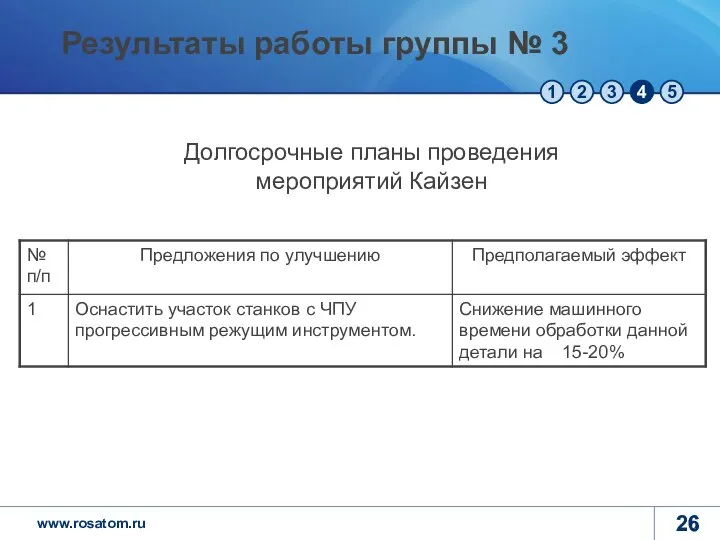
- 26. Долгосрочные планы проведения мероприятий Кайзен Результаты работы группы № 3
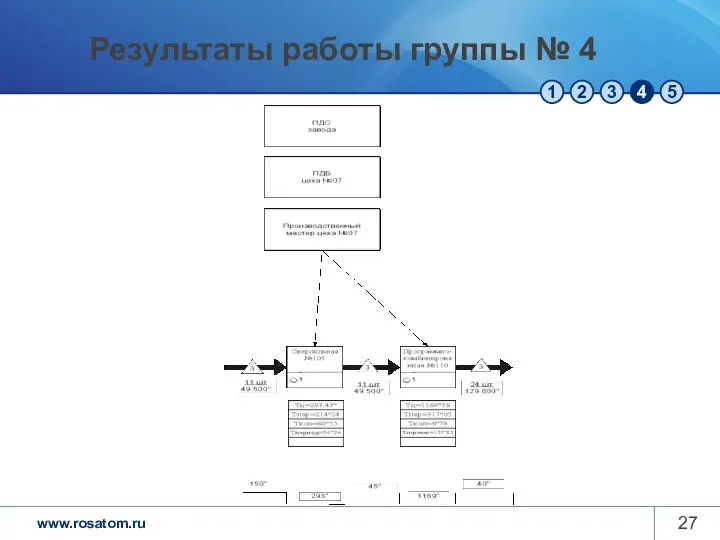
- 27. Результаты работы группы № 4
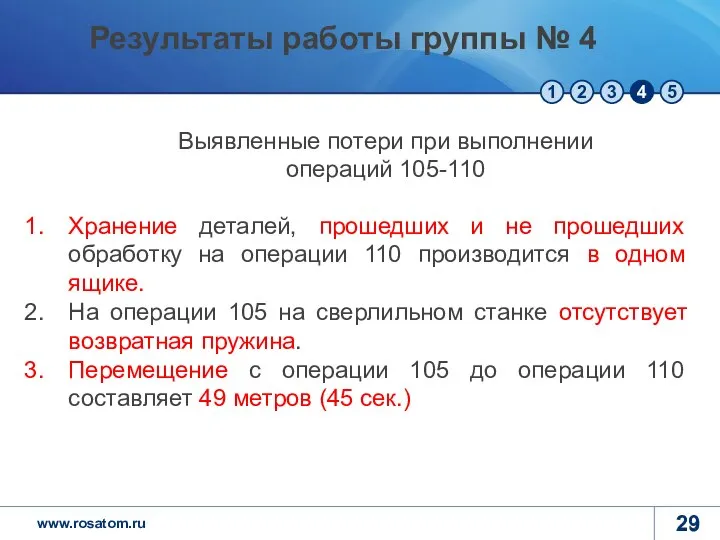
- 28. Результаты работы группы № 4 Состав группы №4: Косынкин П.П. – ФГУП «ПО «Старт» Андреев А.Г.
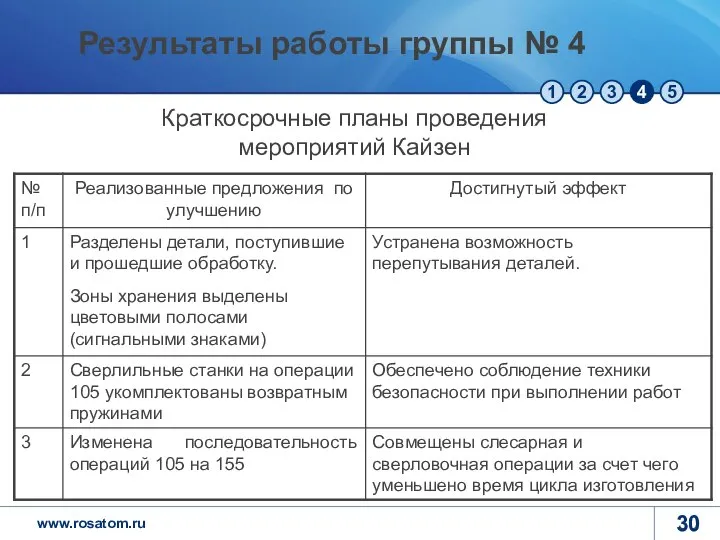
- 29. Хранение деталей, прошедших и не прошедших обработку на операции 110 производится в одном ящике. На операции
- 30. Краткосрочные планы проведения мероприятий Кайзен Результаты работы группы № 4
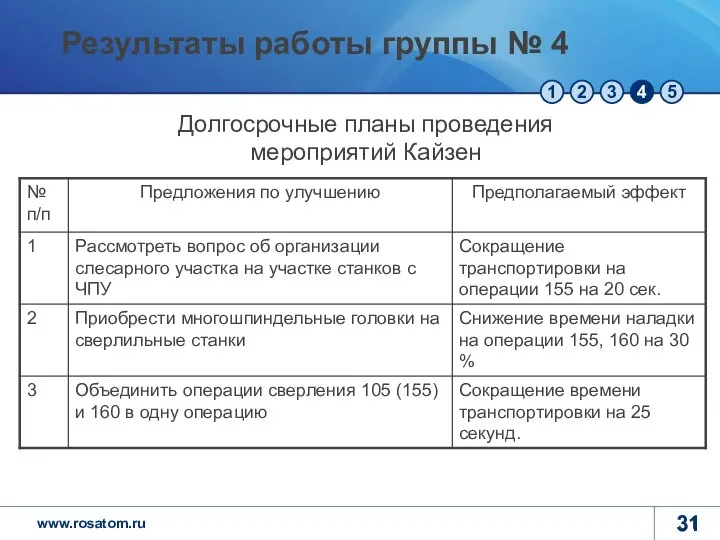
- 31. Долгосрочные планы проведения мероприятий Кайзен Результаты работы группы № 4
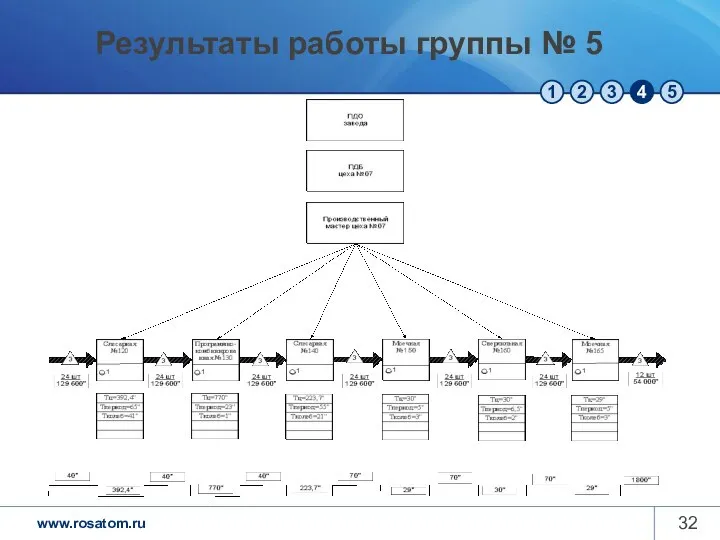
- 32. Результаты работы группы № 5
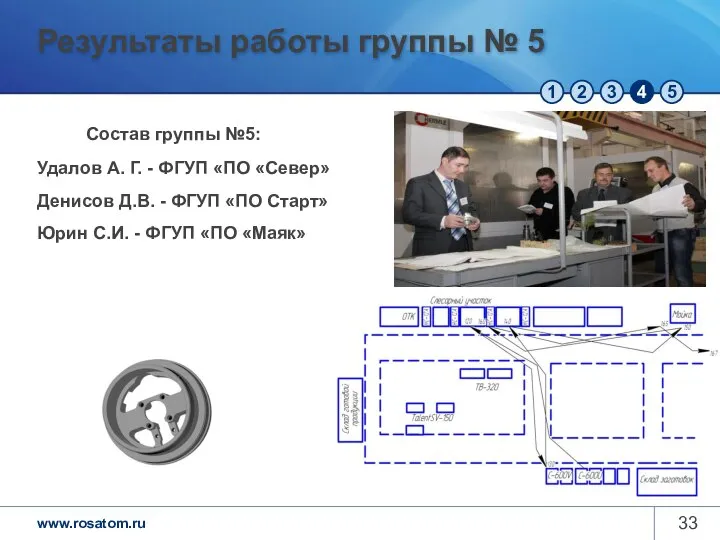
- 33. Результаты работы группы № 5 Состав группы №5: Удалов А. Г. - ФГУП «ПО «Север» Денисов
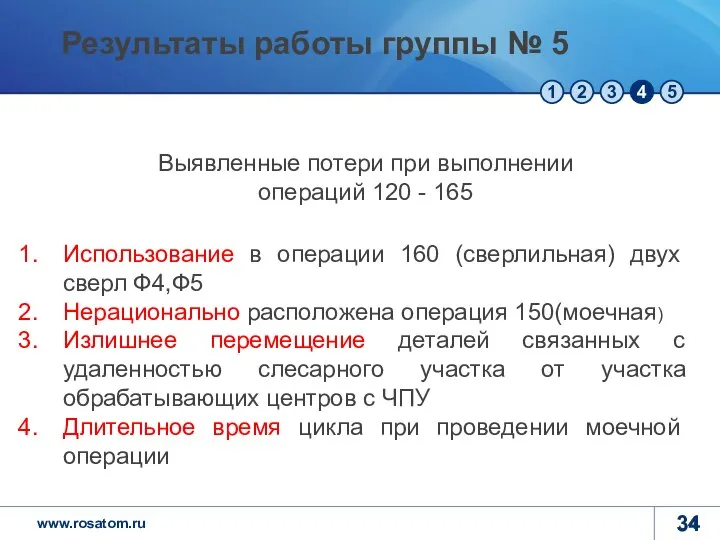
- 34. Использование в операции 160 (сверлильная) двух сверл Ф4,Ф5 Нерационально расположена операция 150(моечная) Излишнее перемещение деталей связанных
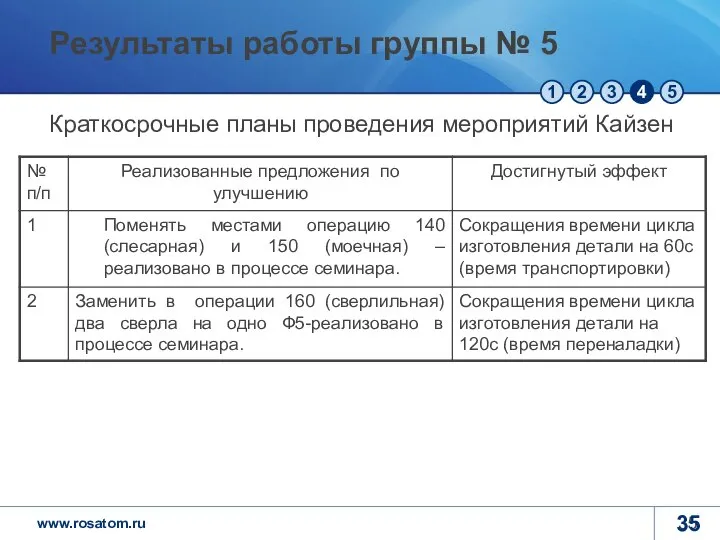
- 35. Краткосрочные планы проведения мероприятий Кайзен Результаты работы группы № 5
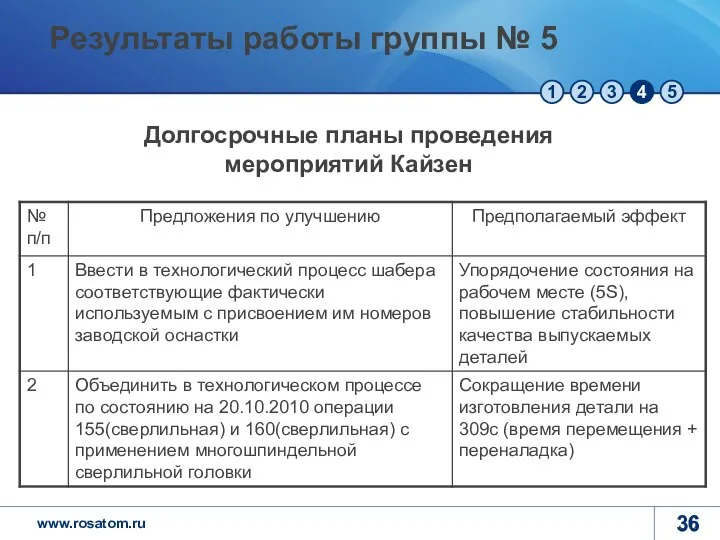
- 36. Долгосрочные планы проведения мероприятий Кайзен Результаты работы группы № 5
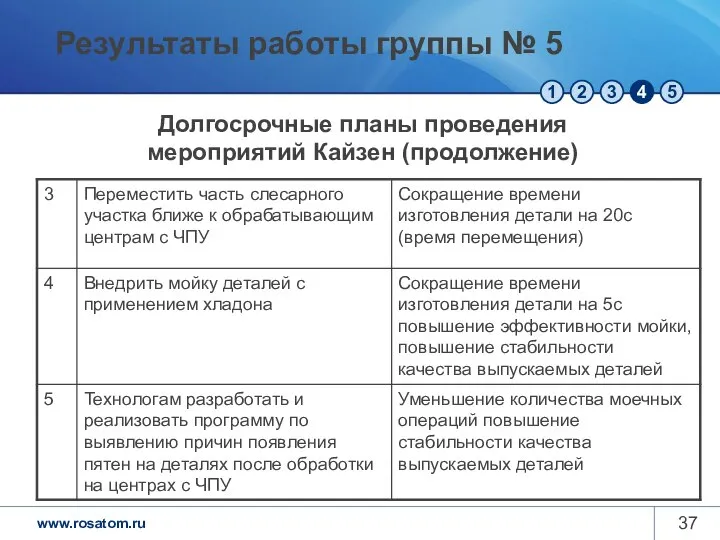
- 37. Долгосрочные планы проведения мероприятий Кайзен (продолжение) Результаты работы группы № 5
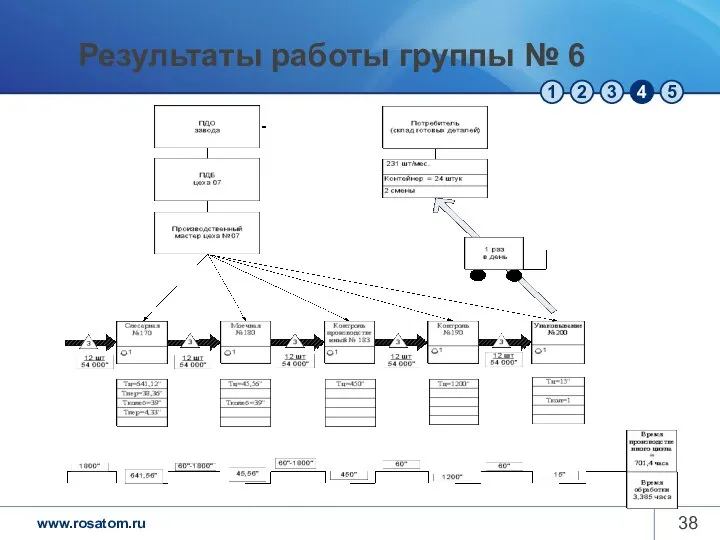
- 38. Результаты работы группы № 6
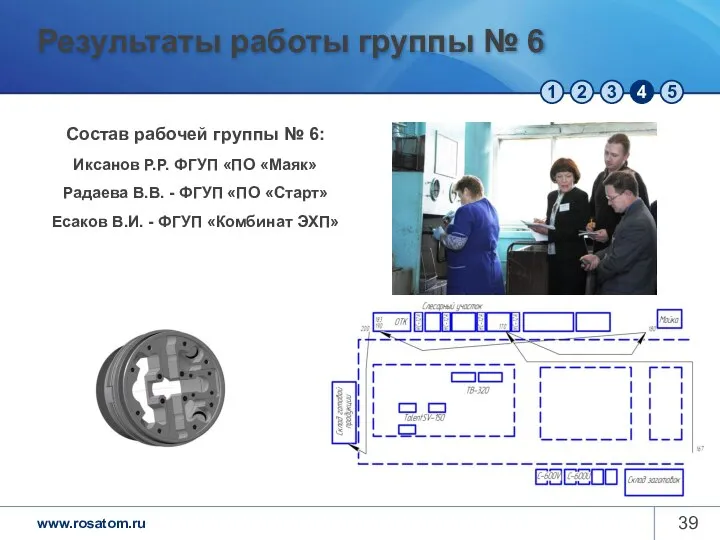
- 39. Результаты работы группы № 6 Состав рабочей группы № 6: Иксанов Р.Р. ФГУП «ПО «Маяк» Радаева
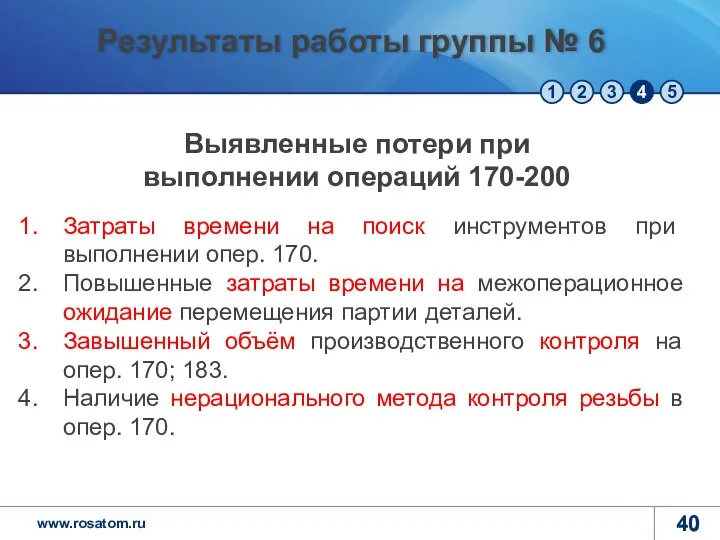
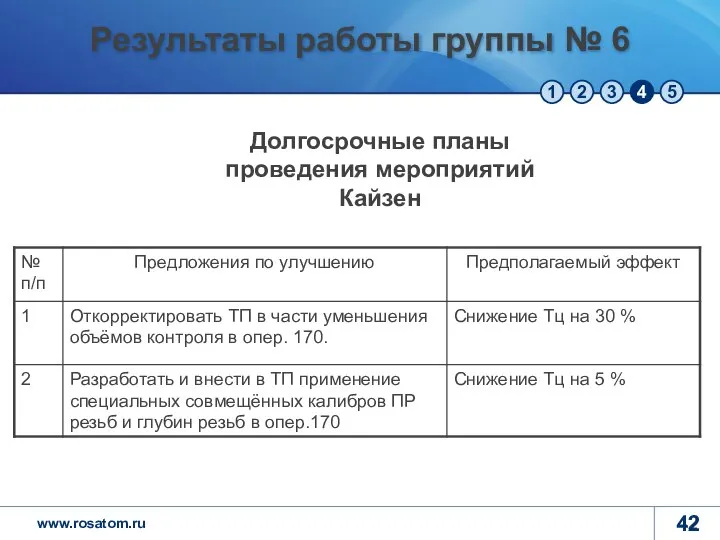
- 40. Результаты работы группы № 6 Затраты времени на поиск инструментов при выполнении опер. 170. Повышенные затраты
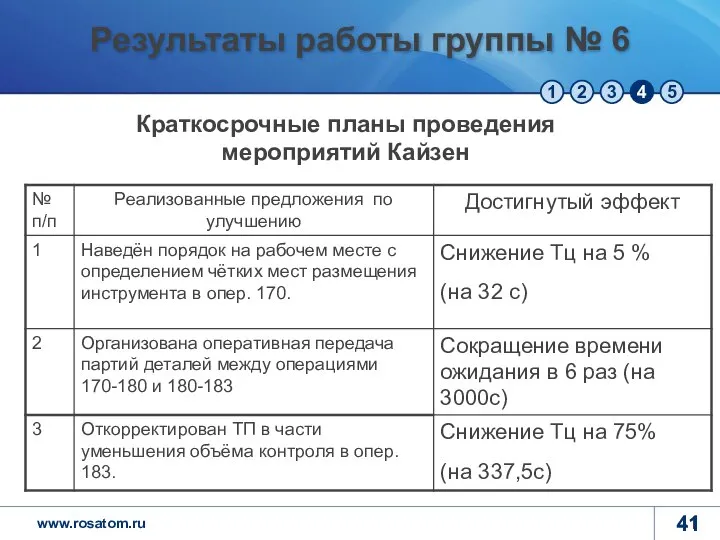
- 41. Результаты работы группы № 6 Краткосрочные планы проведения мероприятий Кайзен
- 42. Результаты работы группы № 6 Долгосрочные планы проведения мероприятий Кайзен
- 43. Выводы
- 45. Скачать презентацию
Слайд 21
2
3
4
5
Содержание
Цели и задачи проведения семинара
Краткое описание продукта, потребность, время такта,
диаграмма
1
2
3
4
5
Содержание
Цели и задачи проведения семинара
Краткое описание продукта, потребность, время такта,
диаграмма
Слайд 3Цели и задачи проведения семинара
Цели и задачи проведения семинара
Слайд 4Цели и задачи проведения семинара
Изучение и практическая отработка процессов применения инструментов
Цели и задачи проведения семинара
Изучение и практическая отработка процессов применения инструментов
Слайд 5Краткое описание продукта, потребность, время такта,
диаграмма спагетти
Краткое описание продукта, потребность, время такта,
диаграмма спагетти
Слайд 6Краткое описание продукта, участка, время такта, диаграмма спагетти
В качестве продукта выбран корпус
Краткое описание продукта, участка, время такта, диаграмма спагетти
В качестве продукта выбран корпус
Слайд 7Краткое описание продукта, участка, время такта, диаграмма спагетти
Краткое описание продукта, участка, время такта, диаграмма спагетти

Слайд 8Задачи участникам
Задачи участникам
Слайд 9Задачи участникам
Разделение участников семинара по рабочим группам.
Рабочие группы наблюдают за
Задачи участникам
Разделение участников семинара по рабочим группам.
Рабочие группы наблюдают за
Слайд 10Задачи участникам
4. Оценка эффективности применения кайзен.
5. Рабочие группы докладывают руководству о
Задачи участникам
4. Оценка эффективности применения кайзен.
5. Рабочие группы докладывают руководству о
Слайд 11Результаты работы групп: фрагмент карты текущего
состояния потока создания ценности, предложения
по
Результаты работы групп: фрагмент карты текущего состояния потока создания ценности, предложения по
Слайд 12Результаты работы группы № 1
Результаты работы группы № 1
Слайд 13Результаты работы группы № 1
Состав группы №1:
Ибрагимов Р.М. - ФГУП «ПСЗ»
Фадеев В.В.
Результаты работы группы № 1
Состав группы №1:
Ибрагимов Р.М. - ФГУП «ПСЗ»
Фадеев В.В.

Слайд 14Запасы на каждом рабочем месте – 48 деталей.
Периодический контроль высотных размеров на
Периодический контроль высотных размеров на
Слайд 15Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 1
Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 1
Слайд 16Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 1
Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 1
Слайд 17Результаты работы группы № 2
Результаты работы группы № 2
Слайд 18Результаты работы группы № 2
Состав группы №2:
Чичева О. А. - ФГУП «ПО
Результаты работы группы № 2
Состав группы №2:
Чичева О. А. - ФГУП «ПО

Слайд 19Обработка элементов детали на универсальном оборудовании вместо применения имеющегося оборудования с ЧПУ
Наличие
Обработка элементов детали на универсальном оборудовании вместо применения имеющегося оборудования с ЧПУ
Наличие
Слайд 20Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 2
Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 2
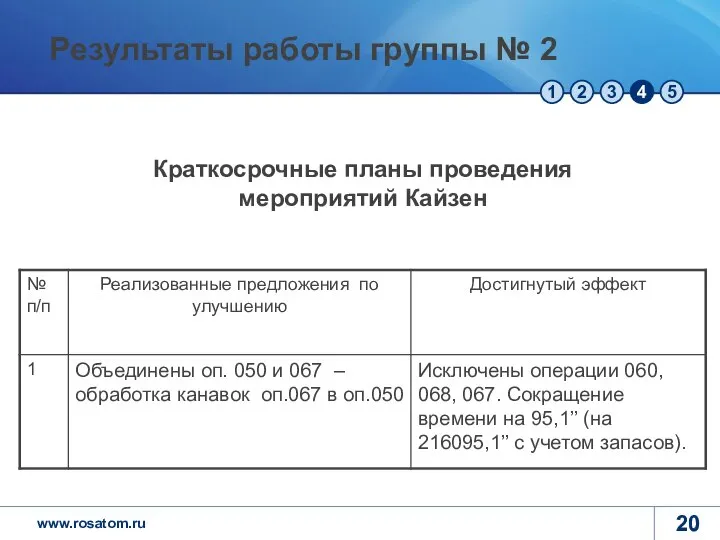
Слайд 21Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 2
Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 2
Слайд 22Результаты работы группы № 3
Результаты работы группы № 3
Слайд 23Результаты работы группы № 3
Состав группы №3:
Жмаев Д.А. - ФГУП «ПСЗ»
Николаев В.В.
Результаты работы группы № 3
Состав группы №3:
Жмаев Д.А. - ФГУП «ПСЗ»
Николаев В.В.
Слайд 24Обработка элементов детали последовательно на двух обрабатывающих центрах, при этом загрузка оборудования
Обработка элементов детали последовательно на двух обрабатывающих центрах, при этом загрузка оборудования
Слайд 25Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 3
Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 3
Слайд 26Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 3
Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 3
Слайд 27Результаты работы группы № 4
Результаты работы группы № 4
Слайд 28Результаты работы группы № 4
Состав группы №4:
Косынкин П.П. – ФГУП «ПО «Старт»
Андреев
Результаты работы группы № 4
Состав группы №4:
Косынкин П.П. – ФГУП «ПО «Старт»
Андреев

Слайд 29Хранение деталей, прошедших и не прошедших обработку на операции 110 производится в
Хранение деталей, прошедших и не прошедших обработку на операции 110 производится в
Слайд 30Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 4
Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 4
Слайд 31Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 4
Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 4
Слайд 32Результаты работы группы № 5
Результаты работы группы № 5
Слайд 33Результаты работы группы № 5
Состав группы №5:
Удалов А. Г. - ФГУП «ПО
Результаты работы группы № 5
Состав группы №5:
Удалов А. Г. - ФГУП «ПО
Слайд 34Использование в операции 160 (сверлильная) двух сверл Ф4,Ф5
Нерационально расположена операция 150(моечная)
Излишнее перемещение
Использование в операции 160 (сверлильная) двух сверл Ф4,Ф5
Нерационально расположена операция 150(моечная)
Излишнее перемещение
Слайд 35Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 5
Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 5
Слайд 36Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 5
Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 5
Слайд 37Долгосрочные планы проведения мероприятий Кайзен (продолжение)
Результаты работы группы № 5
Долгосрочные планы проведения мероприятий Кайзен (продолжение)
Результаты работы группы № 5
Слайд 38Результаты работы группы № 6
Результаты работы группы № 6
Слайд 39Результаты работы группы № 6
Состав рабочей группы № 6:
Иксанов Р.Р. ФГУП «ПО
Результаты работы группы № 6
Состав рабочей группы № 6:
Иксанов Р.Р. ФГУП «ПО
Слайд 40Результаты работы группы № 6
Затраты времени на поиск инструментов при выполнении опер.
Результаты работы группы № 6
Затраты времени на поиск инструментов при выполнении опер.
Слайд 41Результаты работы группы № 6
Краткосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 6
Краткосрочные планы проведения мероприятий Кайзен
Слайд 42Результаты работы группы № 6
Долгосрочные планы проведения мероприятий Кайзен
Результаты работы группы № 6
Долгосрочные планы проведения мероприятий Кайзен
Слайд 43Выводы
Выводы
 Энциклика папы Франциска Fratelli tutti (всеобщее братство) о братстве и социальной дружбе
Энциклика папы Франциска Fratelli tutti (всеобщее братство) о братстве и социальной дружбе Учитель ОБЖ
Учитель ОБЖ День Победы
День Победы Quality
Quality Тау жыныстарын бұзушы құралдар. Тау жыныстарын бұзушы құралдар туралы
Тау жыныстарын бұзушы құралдар. Тау жыныстарын бұзушы құралдар туралы БАТИК
БАТИК Теория противостояния морских и континентальных сил
Теория противостояния морских и континентальных сил Ученые, открывшие основные законы электротехники
Ученые, открывшие основные законы электротехники Российский союз выставок и ярмарок как эффективная площадка коммуникаций Выездное заседание ЭКСПОКЛУБА «Актуальные вопросы выст
Российский союз выставок и ярмарок как эффективная площадка коммуникаций Выездное заседание ЭКСПОКЛУБА «Актуальные вопросы выст Развитие навыков орфографии
Развитие навыков орфографии МЕТОДИЧЕСКИЕ РЕКРОМЕНДАЦИИ ИСПОЛЬЗОВАНИЯ мультимедийнОЙ презентациИ КАК ЭФФЕКТИВНОГО СРЕДСТВА ПОВЫШЕНИЯ МОТИВАЦИИ К ИЗУЧЕНИЮ
МЕТОДИЧЕСКИЕ РЕКРОМЕНДАЦИИ ИСПОЛЬЗОВАНИЯ мультимедийнОЙ презентациИ КАК ЭФФЕКТИВНОГО СРЕДСТВА ПОВЫШЕНИЯ МОТИВАЦИИ К ИЗУЧЕНИЮ «ПОЛЮС ЗОЛОТО»: Крупнейшие инвестиционные проекты российской золотодобычи
«ПОЛЮС ЗОЛОТО»: Крупнейшие инвестиционные проекты российской золотодобычи скульптура «Под одними звездами» ("Unter den gleichen Sternen")
скульптура «Под одними звездами» ("Unter den gleichen Sternen") Тема урока: «Операторы ввода и вывода на языке QBasic»
Тема урока: «Операторы ввода и вывода на языке QBasic» Известные герои немецких сказок
Известные герои немецких сказок Интеграционная модель образовательной среды
Интеграционная модель образовательной среды ДЕЯТЕЛЬНОСТЬ ЮРИСТОВ В ДРЕВНЕМ РИМЕ
ДЕЯТЕЛЬНОСТЬ ЮРИСТОВ В ДРЕВНЕМ РИМЕ  Исследование функций и построение графиков
Исследование функций и построение графиков Разметка тонколистового металла и проволоки
Разметка тонколистового металла и проволоки Конь. Как рисовать лошадь поэтапно
Конь. Как рисовать лошадь поэтапно Королевская ватрушка. Любимый десерт семьи Толстых
Королевская ватрушка. Любимый десерт семьи Толстых Government Investor relations
Government Investor relations «ИТ в рознице: технологии и стратегии магазина будущего» Демидов Михаил, Журналист-аналитик CNews
«ИТ в рознице: технологии и стратегии магазина будущего» Демидов Михаил, Журналист-аналитик CNews Спирты, их свойства и применение
Спирты, их свойства и применение OLD ENGLISH GRAMMAR. THE NOMINAL SYSTEM
OLD ENGLISH GRAMMAR. THE NOMINAL SYSTEM Une vie normale Ma réputation
Une vie normale Ma réputation Международная исследовательская компания по управлению Сustomer Experience
Международная исследовательская компания по управлению Сustomer Experience 13декабря -день святого апостола Андрея Первозванного
13декабря -день святого апостола Андрея Первозванного