- Классификация сварных швов и соединений

Содержание
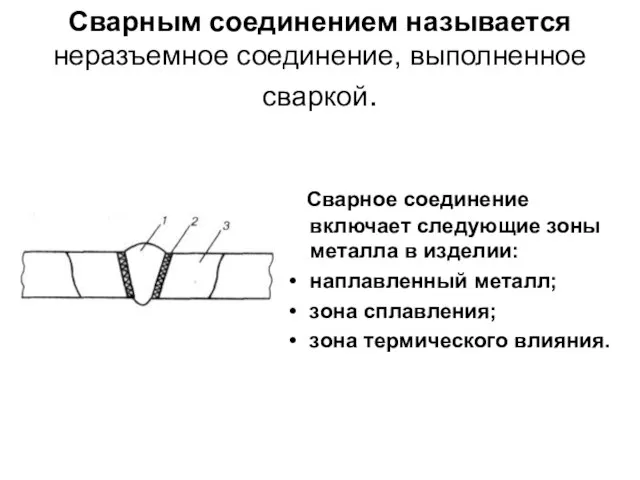
- 2. Сварным соединением называется неразъемное соединение, выполненное сваркой. Сварное соединение включает следующие зоны металла в изделии: наплавленный
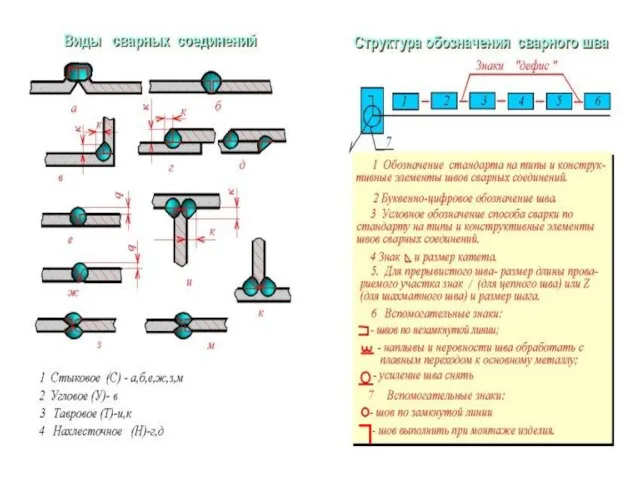
- 3. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы
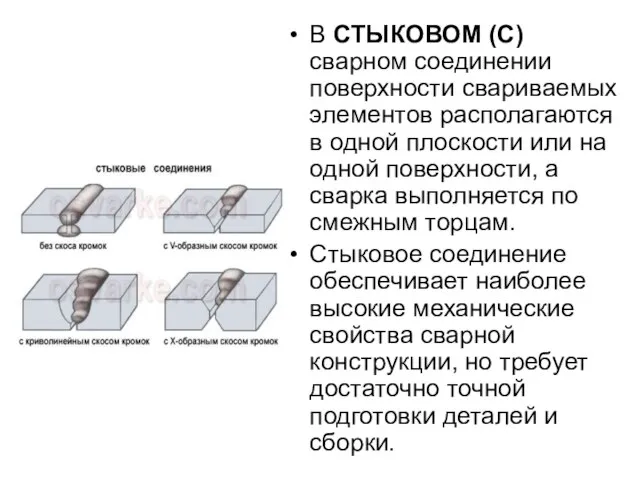
- 4. В СТЫКОВОМ (С) сварном соединении поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности,
- 5. ТОРЦЕВОЕ (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу. Такие
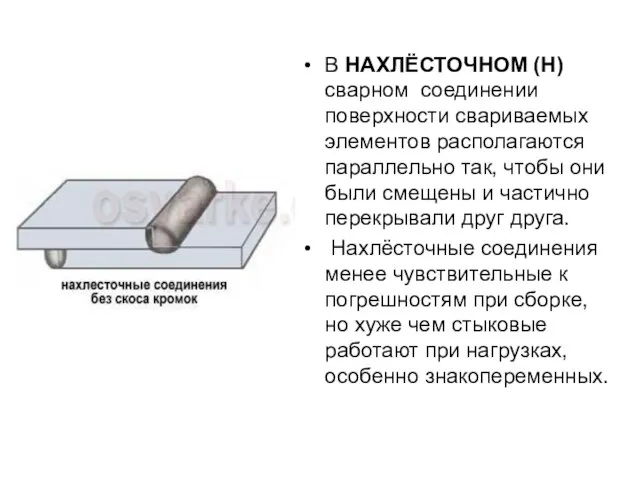
- 6. В НАХЛЁСТОЧНОМ (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и
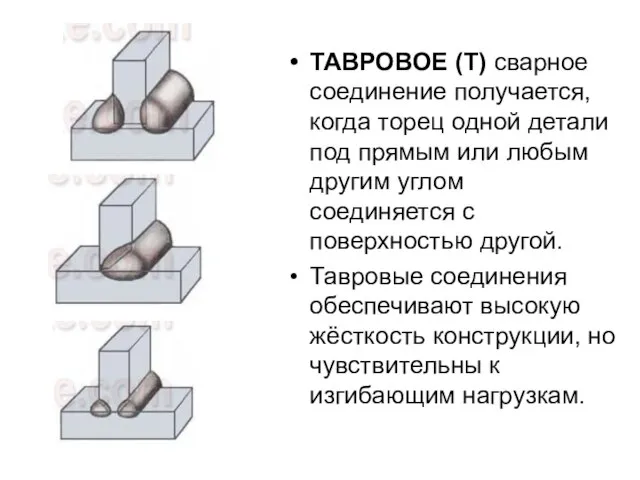
- 7. ТАВРОВОЕ (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется
- 8. УГЛОВЫМ (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом
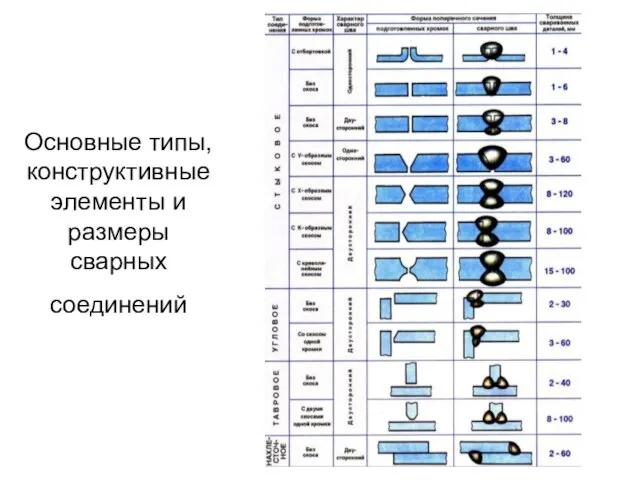
- 9. Основные типы, конструктивные элементы и размеры сварных соединений
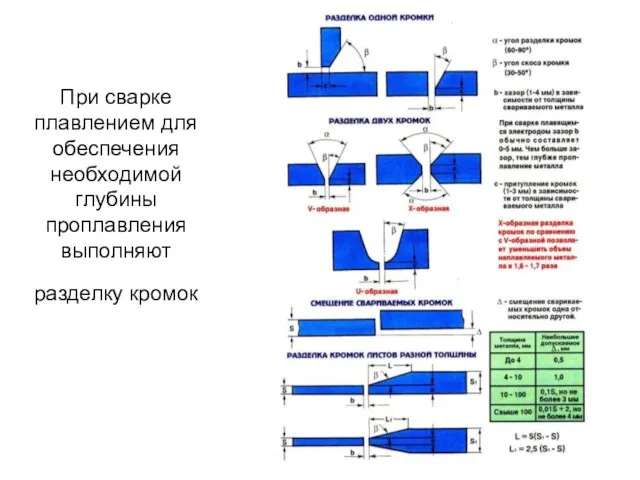
- 10. При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок
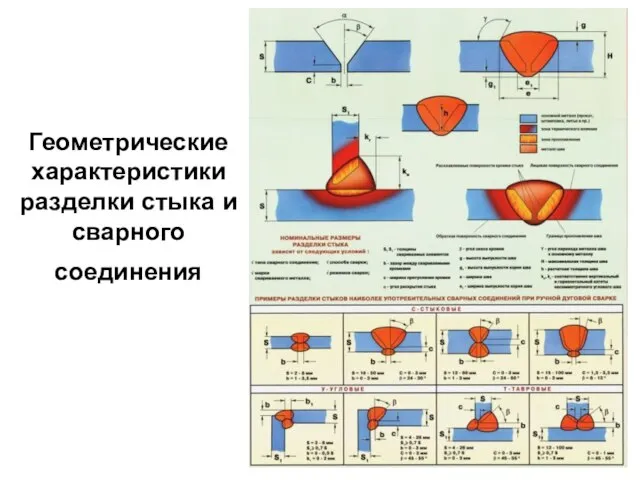
- 11. Геометрические характеристики разделки стыка и сварного соединения
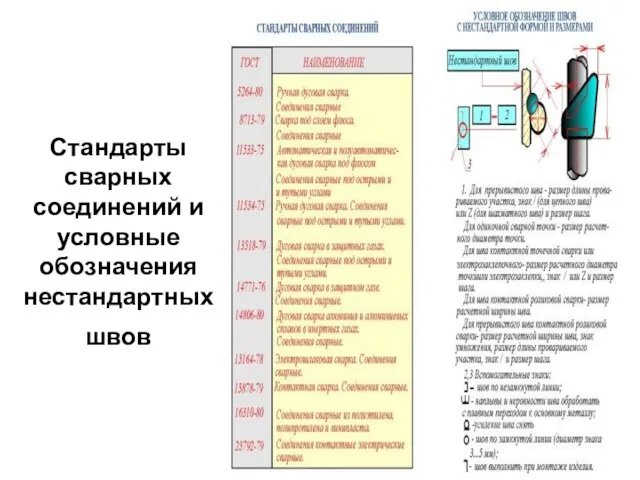
- 12. Стандарты сварных соединений и условные обозначения нестандартных швов
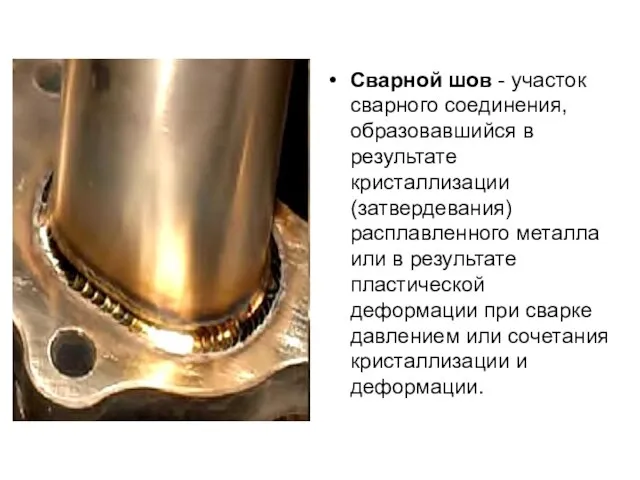
- 13. Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) расплавленного металла или в результате
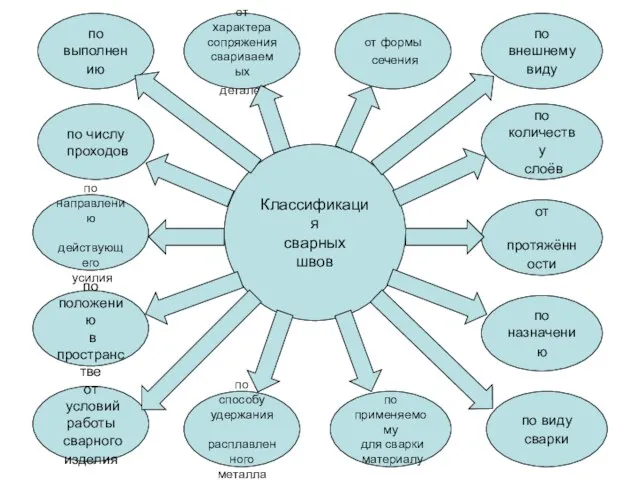
- 14. по положению в пространстве от формы сечения Классификация сварных швов от характера сопряжения свариваемых деталей по
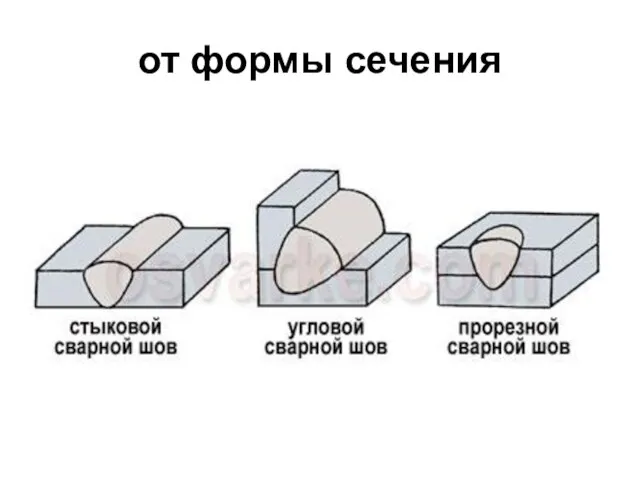
- 15. от формы сечения
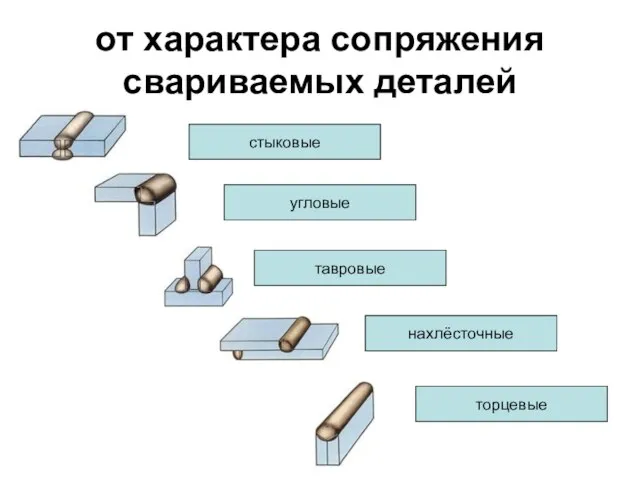
- 16. от характера сопряжения свариваемых деталей стыковые угловые тавровые нахлёсточные торцевые
- 17. по внешнему виду В соответствии со стандартом допускается выпуклость шва при нижней сварке до 2 мм
- 18. по выполнению
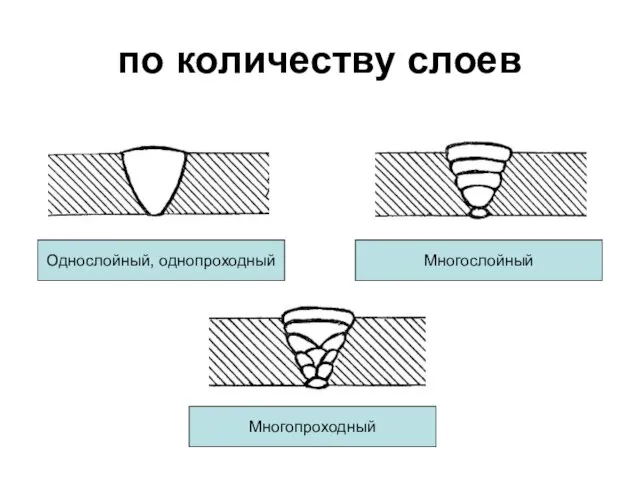
- 19. по количеству слоев Однослойный, однопроходный Многослойный Многопроходный
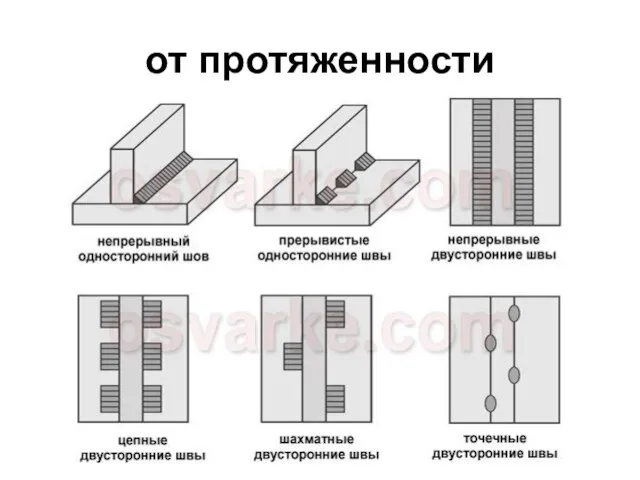
- 20. от протяженности
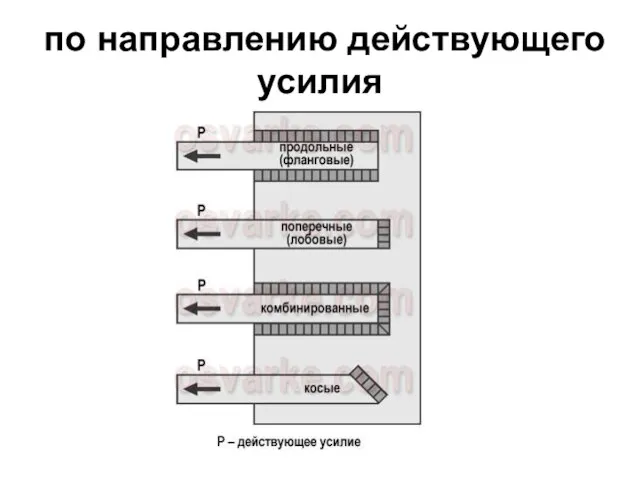
- 21. по направлению действующего усилия
- 22. по положению в пространстве
- 23. по назначению - прочностные; - плотные (герметичные); - прочно-плотные.
- 24. от условий работы сварного изделия - рабочие, предназначенные непосредственно для нагрузок; - нерабочие (связующие или соединительные),
- 25. по способу удержания расплавленного металла - на швы выполненные без подкладок и подушек; - на съемных
- 27. по ширине - ниточные с шириной шва равной или незначительно превышающей диаметр электрода, выполняются без поперечных
- 28. по длине шва короткие ( до 300 мм); средние (от 300 до 1000мм); длинные ( свыше
- 29. по конфигурации сварного шва - прямолинейные; -криволинейные; - кольцевые; -спиральные;
- 30. по виду сварки - швы дуговой сварки (ГОСТ 5264—80); - швы автоматической и полуавтоматической сварки под
- 31. по применяемому для сварки материалу - соединения углеродистых и легированных сталей (ГОСТ 5264-80; 14771-76; 15164-78; 8713
- 32. Основные геометрические параметры стыкового шва:
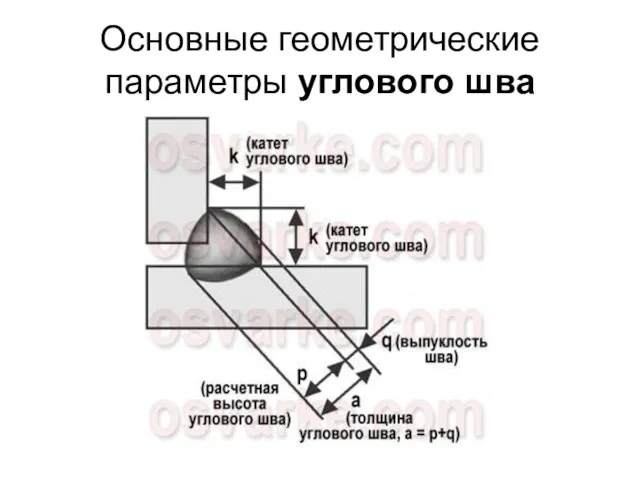
- 33. Основные геометрические параметры углового шва
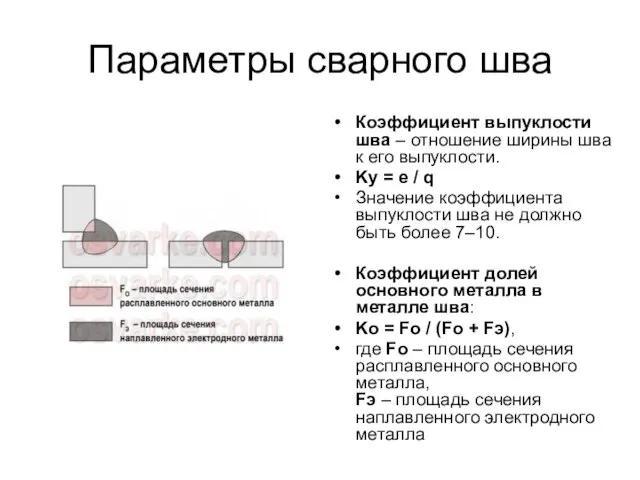
- 34. Параметры сварного шва Коэффициент выпуклости шва – отношение ширины шва к его выпуклости. Ky = e
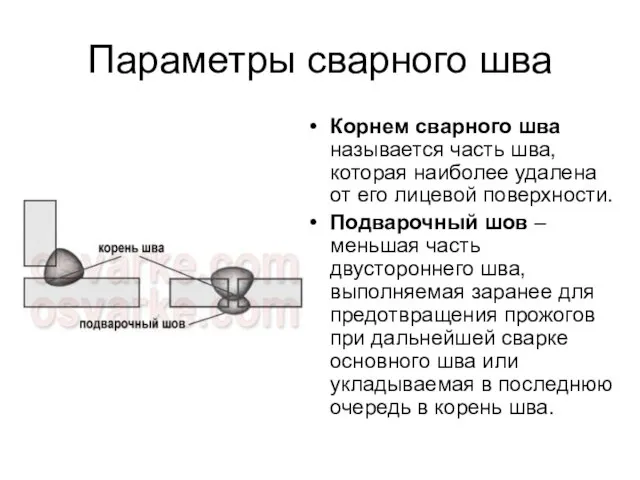
- 35. Параметры сварного шва Корнем сварного шва называется часть шва, которая наиболее удалена от его лицевой поверхности.
- 36. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ Шов сварного соединения, независимо от способа сварки, условно изображают: - видимый —
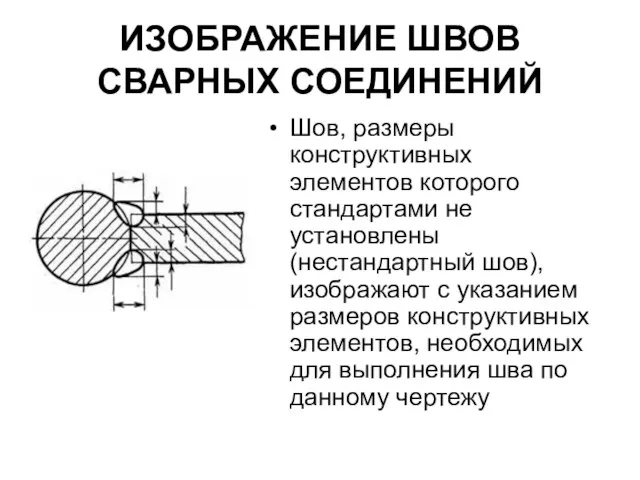
- 37. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с
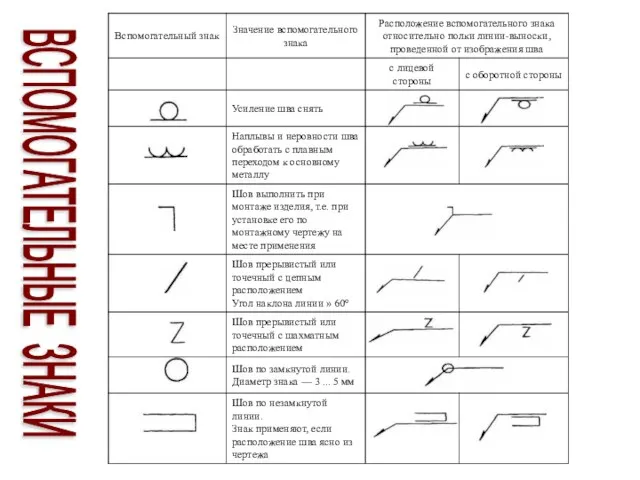
- 39. ВСПОМОГАТЕЛЬНЫЕ ЗНАКИ
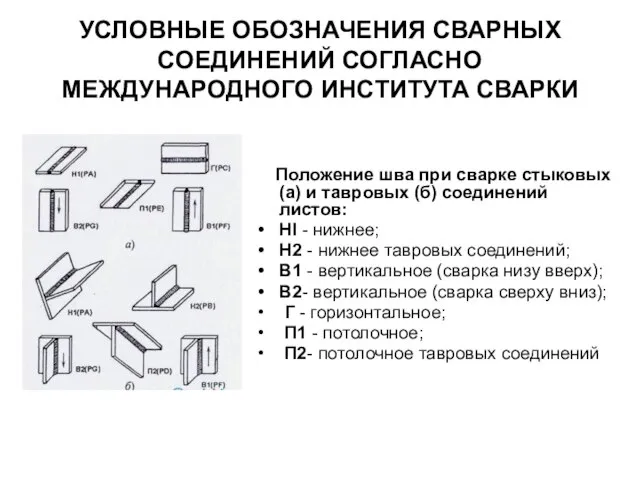
- 40. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ СОГЛАСНО МЕЖДУНАРОДНОГО ИНСТИТУТА СВАРКИ Положение шва при сварке стыковых (а) и тавровых
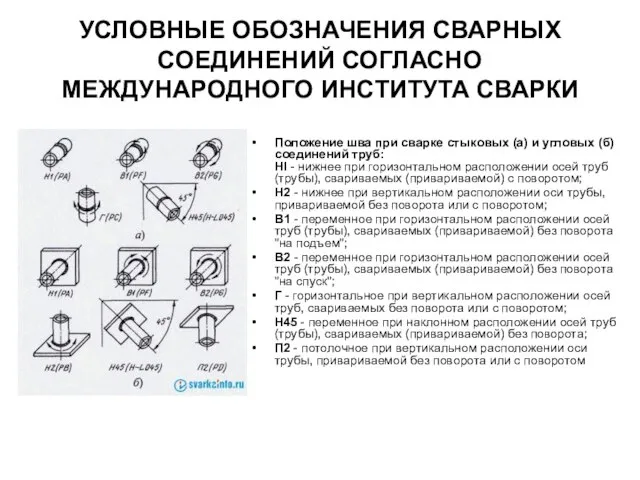
- 41. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ СОГЛАСНО МЕЖДУНАРОДНОГО ИНСТИТУТА СВАРКИ Положение шва при сварке стыковых (а) и угловых
- 43. Скачать презентацию
Слайд 2Сварным соединением называется неразъемное соединение, выполненное сваркой.
Сварное соединение включает следующие
Сварным соединением называется неразъемное соединение, выполненное сваркой.
Сварное соединение включает следующие
Слайд 3В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений
В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений

Слайд 4В СТЫКОВОМ (С) сварном соединении поверхности свариваемых элементов располагаются в одной плоскости
В СТЫКОВОМ (С) сварном соединении поверхности свариваемых элементов располагаются в одной плоскости
Слайд 5ТОРЦЕВОЕ (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают
ТОРЦЕВОЕ (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают

Слайд 6В НАХЛЁСТОЧНОМ (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы
В НАХЛЁСТОЧНОМ (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы
Слайд 7ТАВРОВОЕ (Т) сварное соединение получается, когда торец одной детали под прямым или
ТАВРОВОЕ (Т) сварное соединение получается, когда торец одной детали под прямым или
Слайд 8УГЛОВЫМ (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым,
УГЛОВЫМ (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым,

Слайд 9Основные типы, конструктивные элементы и размеры сварных соединений
Основные типы, конструктивные элементы и размеры сварных соединений
Слайд 10При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок
Слайд 11Геометрические характеристики разделки стыка и сварного соединения
Геометрические характеристики разделки стыка и сварного соединения
Слайд 12Стандарты сварных соединений и условные обозначения нестандартных швов
Стандарты сварных соединений и условные обозначения нестандартных швов
Слайд 13Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) расплавленного
Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) расплавленного
Слайд 14по положению
в пространстве
от формы
сечения
Классификация
сварных
швов
от характера
сопряжения
свариваемых
по положению
в пространстве
от формы
сечения
Классификация
сварных
швов
от характера
сопряжения
свариваемых
Слайд 15от формы сечения
от формы сечения
Слайд 16от характера сопряжения свариваемых деталей
стыковые
угловые
тавровые
нахлёсточные
торцевые
от характера сопряжения свариваемых деталей
стыковые
угловые
тавровые
нахлёсточные
торцевые
Слайд 17по внешнему виду
В соответствии со стандартом допускается выпуклость шва при
по внешнему виду
В соответствии со стандартом допускается выпуклость шва при

Слайд 18по выполнению
по выполнению

Слайд 19по количеству слоев
Однослойный, однопроходный
Многослойный
Многопроходный
по количеству слоев
Однослойный, однопроходный
Многослойный
Многопроходный
Слайд 20от протяженности
от протяженности
Слайд 21по направлению действующего усилия
по направлению действующего усилия
Слайд 22по положению в пространстве
по положению в пространстве

Слайд 23по назначению
- прочностные;
- плотные (герметичные);
- прочно-плотные.
по назначению
- прочностные;
- плотные (герметичные);
- прочно-плотные.
Слайд 24от условий работы сварного изделия
- рабочие, предназначенные непосредственно для нагрузок;
-
от условий работы сварного изделия
- рабочие, предназначенные непосредственно для нагрузок;
-
Слайд 25по способу удержания расплавленного металла
- на швы выполненные без подкладок и
по способу удержания расплавленного металла
- на швы выполненные без подкладок и
Слайд 27по ширине
- ниточные с шириной шва равной или незначительно превышающей диаметр
по ширине
- ниточные с шириной шва равной или незначительно превышающей диаметр
Слайд 28по длине шва
короткие ( до 300 мм);
средние (от 300 до 1000мм);
длинные (
по длине шва
короткие ( до 300 мм);
средние (от 300 до 1000мм);
длинные (
Слайд 29по конфигурации сварного шва
- прямолинейные;
-криволинейные;
- кольцевые;
-спиральные;
по конфигурации сварного шва
- прямолинейные;
-криволинейные;
- кольцевые;
-спиральные;

Слайд 30по виду сварки
- швы дуговой сварки (ГОСТ 5264—80);
- швы автоматической и
по виду сварки
- швы дуговой сварки (ГОСТ 5264—80);
- швы автоматической и
Слайд 31по применяемому для сварки материалу
- соединения углеродистых и легированных сталей (ГОСТ
по применяемому для сварки материалу
- соединения углеродистых и легированных сталей (ГОСТ
Слайд 32Основные геометрические параметры стыкового шва:
Основные геометрические параметры стыкового шва:

Слайд 33Основные геометрические параметры углового шва
Основные геометрические параметры углового шва
Слайд 34Параметры сварного шва
Коэффициент выпуклости шва – отношение ширины шва к его выпуклости.
Ky
Параметры сварного шва
Коэффициент выпуклости шва – отношение ширины шва к его выпуклости.
Ky
Слайд 35Параметры сварного шва
Корнем сварного шва называется часть шва, которая наиболее удалена от
Параметры сварного шва
Корнем сварного шва называется часть шва, которая наиболее удалена от
Слайд 36ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Шов сварного соединения,
независимо от способа сварки,
условно изображают:
-
ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Шов сварного соединения,
независимо от способа сварки,
условно изображают:
-

Слайд 37ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный
ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный
Слайд 39ВСПОМОГАТЕЛЬНЫЕ ЗНАКИ
ВСПОМОГАТЕЛЬНЫЕ ЗНАКИ
Слайд 40УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ СОГЛАСНО МЕЖДУНАРОДНОГО ИНСТИТУТА СВАРКИ
Положение шва при сварке
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ СОГЛАСНО МЕЖДУНАРОДНОГО ИНСТИТУТА СВАРКИ
Положение шва при сварке
Слайд 41УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ СОГЛАСНО МЕЖДУНАРОДНОГО ИНСТИТУТА СВАРКИ
Положение шва при сварке стыковых
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ СОГЛАСНО МЕЖДУНАРОДНОГО ИНСТИТУТА СВАРКИ
Положение шва при сварке стыковых
 Numbers
Numbers Использование рифмы, пословиц и ярких образов для запоминания новых слов и их значений
Использование рифмы, пословиц и ярких образов для запоминания новых слов и их значений Дети блокадного Ленинграда
Дети блокадного Ленинграда Prezentatsia_po_obschestvoznaniyu_na_temu_Gosudarstvo__11_klass
Prezentatsia_po_obschestvoznaniyu_na_temu_Gosudarstvo__11_klass Презентация на тему Осенние и зимние явления в жизни растений
Презентация на тему Осенние и зимние явления в жизни растений  Puzanova Natalia AlexandrovnaCognitive approach to synonymy.
Puzanova Natalia AlexandrovnaCognitive approach to synonymy. Гимнастика. История возникновения и развития спортивной гимнастики
Гимнастика. История возникновения и развития спортивной гимнастики Принятие к учету по КФО 2
Принятие к учету по КФО 2 VIII общешкольная конференция «Учись учиться»
VIII общешкольная конференция «Учись учиться» Paint Tool SAI
Paint Tool SAI Классификация таймфреймов
Классификация таймфреймов Инвестирование и размещение средств НПФ в инвестиционные проекты районного масштаба
Инвестирование и размещение средств НПФ в инвестиционные проекты районного масштаба 5_Obrazovanie_i_nauka_19_veka (1)
5_Obrazovanie_i_nauka_19_veka (1) Презентация на тему Пьер Огюстен Карон де Бомарше
Презентация на тему Пьер Огюстен Карон де Бомарше Транснационализация мировой экономики
Транснационализация мировой экономики Виды письменных источников
Виды письменных источников Воспитательная программа
Воспитательная программа Что мы знаем о мёде
Что мы знаем о мёде Население России
Население России Природный и попутные нефтяные газы
Природный и попутные нефтяные газы 9
9 Zielony zakątek
Zielony zakątek Рождение Иисуса и его версии
Рождение Иисуса и его версии Николай Егорович Жуковский
Николай Егорович Жуковский Тыва сактаан далганны кылырынын чуруму
Тыва сактаан далганны кылырынын чуруму Logo Project Status and Notification
Logo Project Status and Notification Виды квалификации преступлений
Виды квалификации преступлений Presentation Title Your company information
Presentation Title Your company information