- Конструкция и компоновки станков с ЧПУ

Содержание
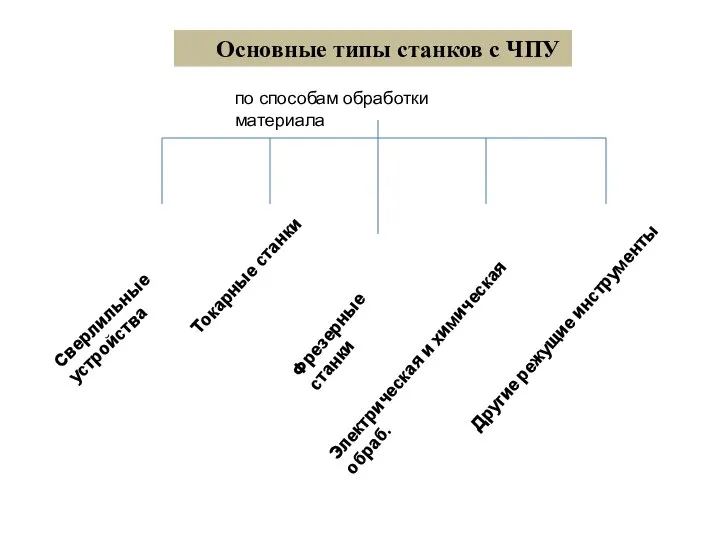
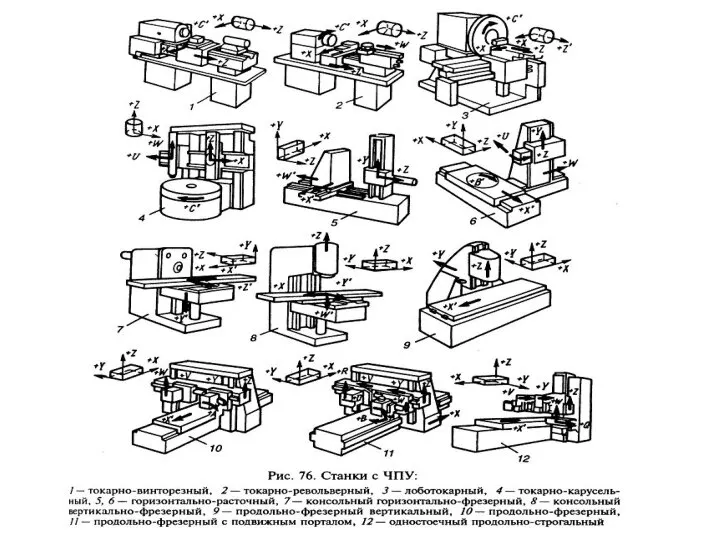
- 2. Основные типы станков с ЧПУ по способам обработки материала Сверлильные устройства Токарные станки Фрезерные станки Другие
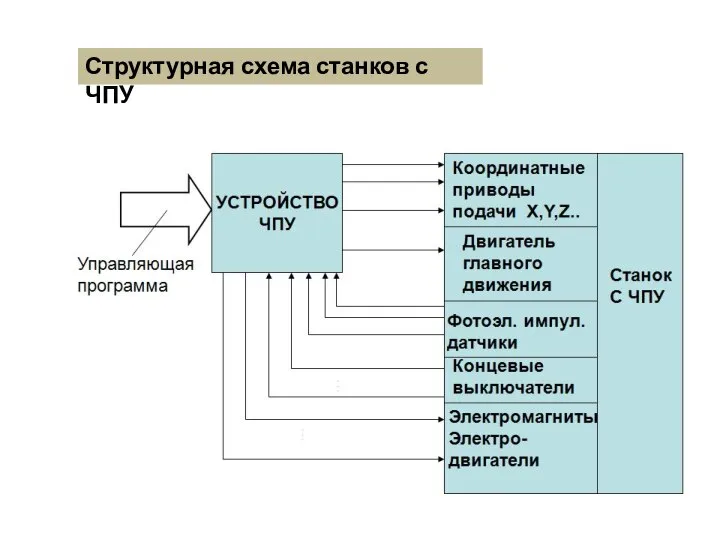
- 3. Структурная схема станков с ЧПУ
- 4. Основные характеристики станков с ЧПУ Класс точности; Вид ЧПУ (степень автоматизации), обозначается индексами, входящими в наименование
- 5. Обозначение станков с ЧПУ При обозначении модели станка указывают его основные параметры: наибольший диаметр обрабатываемого изделия
- 6. например: РФ2—станки с позиционной СЧПУ с револьверной инструментальной головкой; МФЗ—станки с контурной СЧПУ со сменой инструмента
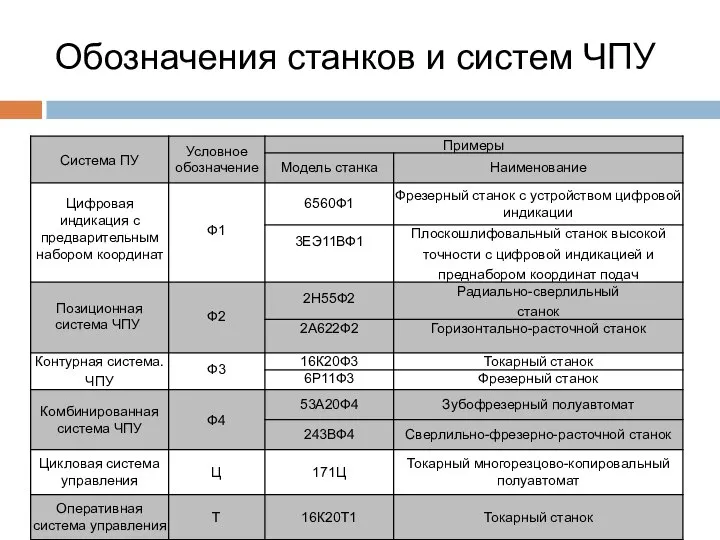
- 7. Обозначения станков и систем ЧПУ
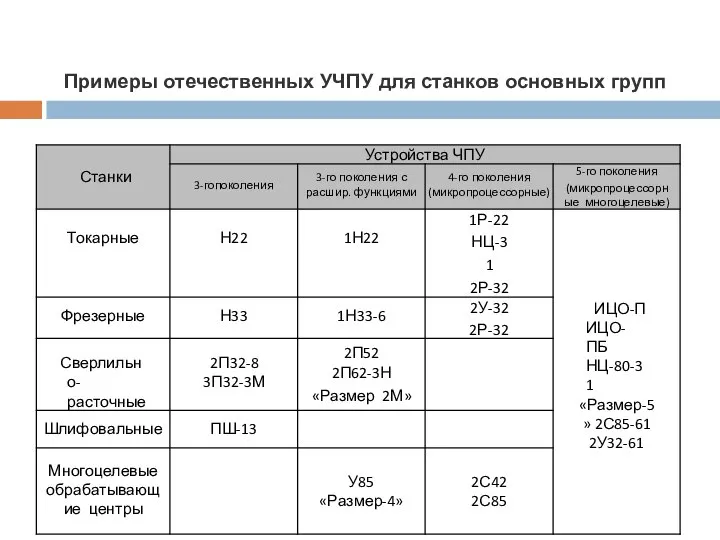
- 8. Примеры отечественных УЧПУ для станков основных групп
- 9. Класс точности: П- станок повышенной точности; В - высокой точности; А - особо высокой точности; С
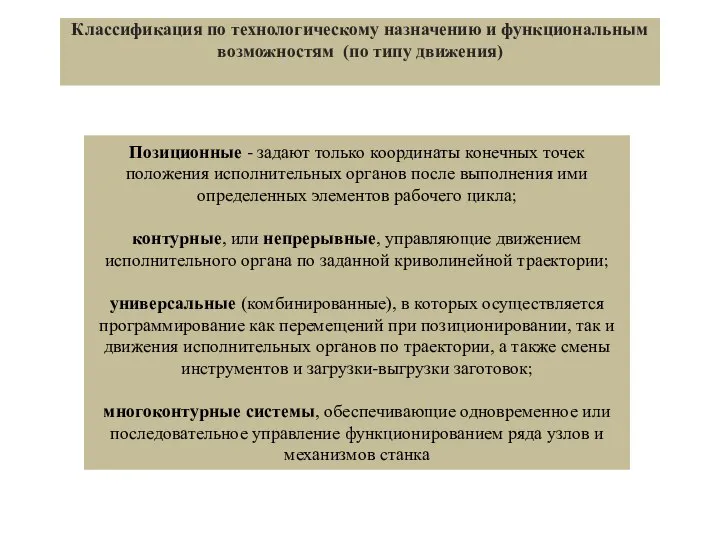
- 10. Классификация по технологическому назначению и функциональным возможностям (по типу движения) Позиционные - задают только координаты конечных
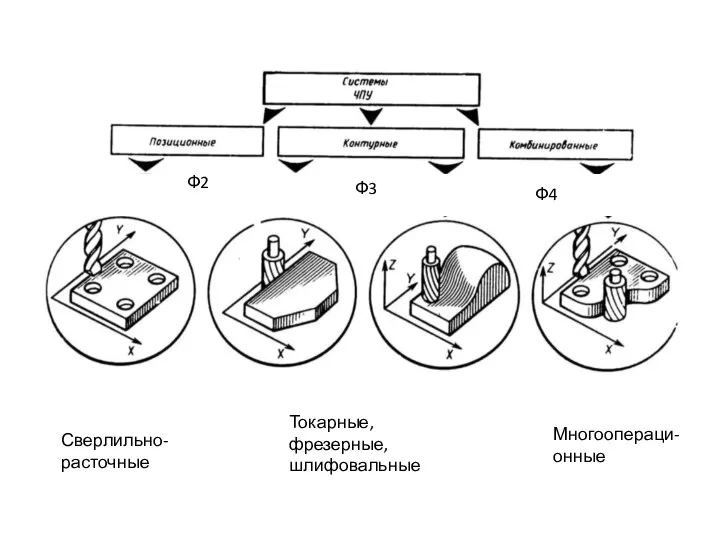
- 11. Сверлильно-расточные Токарные, фрезерные, шлифовальные Многоопераци- онные Ф2 Ф3 Ф4
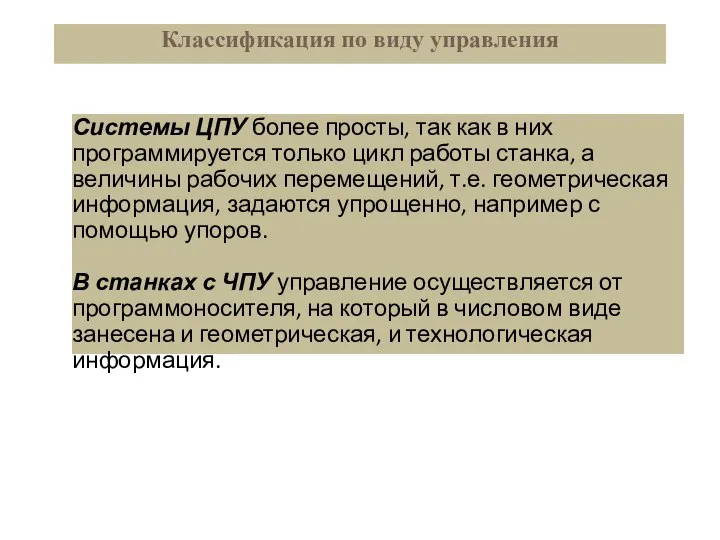
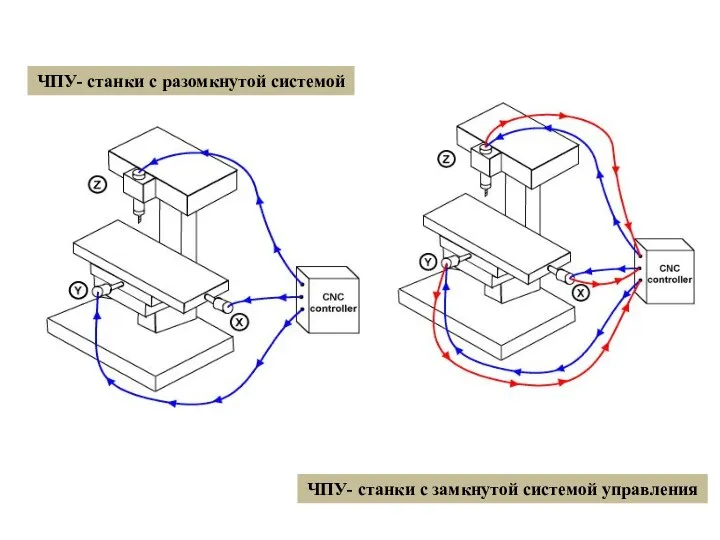
- 12. Классификация по виду управления Системы ЦПУ более просты, так как в них программируется только цикл работы
- 13. ЧПУ- станки с разомкнутой системой ЧПУ- станки с замкнутой системой управления
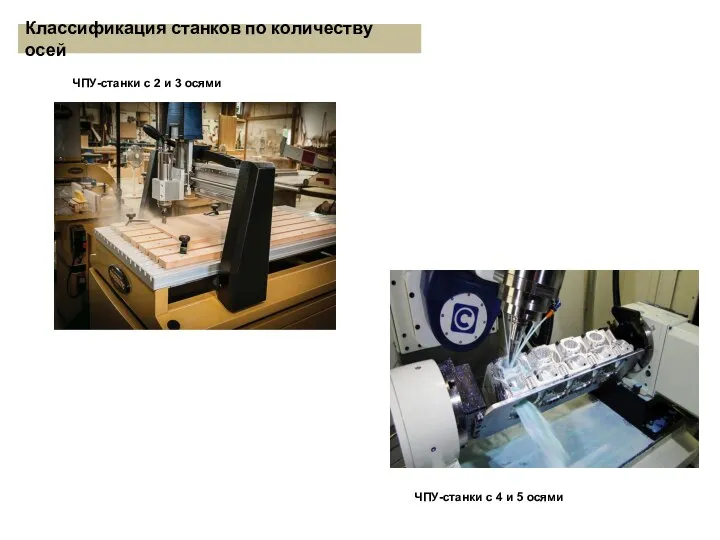
- 15. Классификация станков по количеству осей ЧПУ-станки с 2 и 3 осями ЧПУ-станки с 4 и 5
- 16. Классификация станков по типу привода Гидравлические станки с ЧПУ Электрические станки с ЧПУ Пневматические ЧПУ- станки
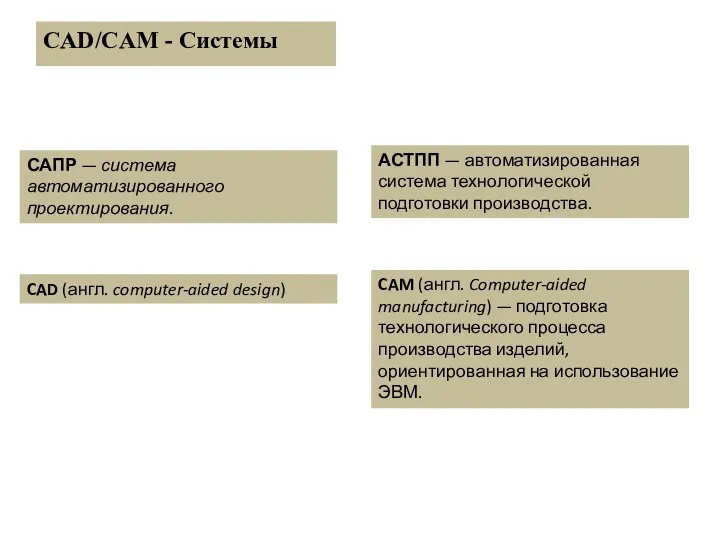
- 17. CAD/CAM - Системы САПР — система автоматизированного проектирования. CAD (англ. computer-aided design) АСТПП — автоматизированная система
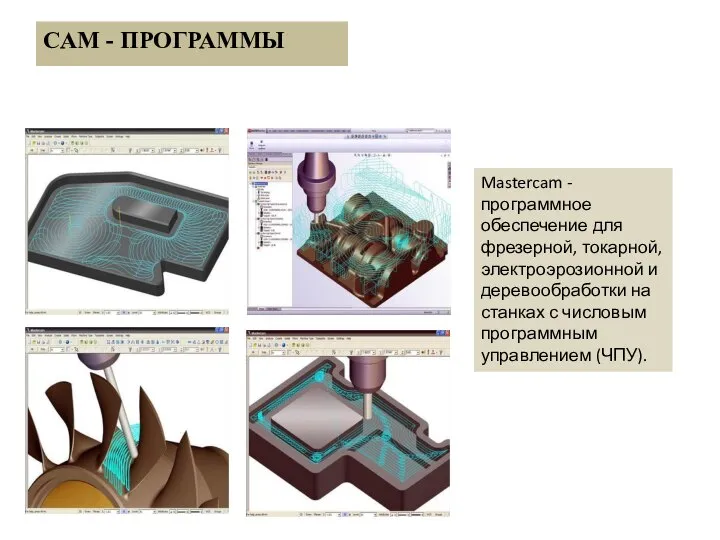
- 18. CAМ - ПРОГРАММЫ Mastercam - программное обеспечение для фрезерной, токарной, электроэрозионной и деревообработки на станках с
- 19. ПРИМЕР ИСПОЛЬЗОВАНИЯ СИСТЕМЫ CADCAMEXPERT
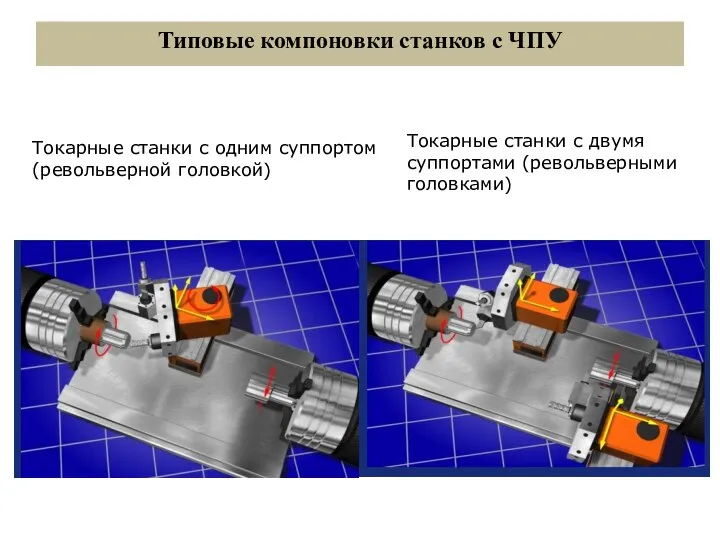
- 20. Типовые компоновки станков с ЧПУ Токарные станки с одним суппортом (револьверной головкой) Токарные станки с двумя
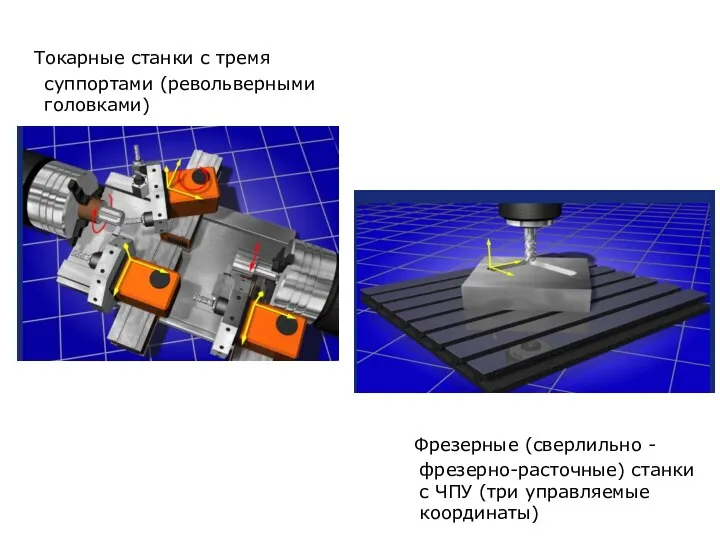
- 21. Токарные станки с тремя суппортами (револьверными головками) Фрезерные (сверлильно -фрезерно-расточные) станки с ЧПУ (три управляемые координаты)
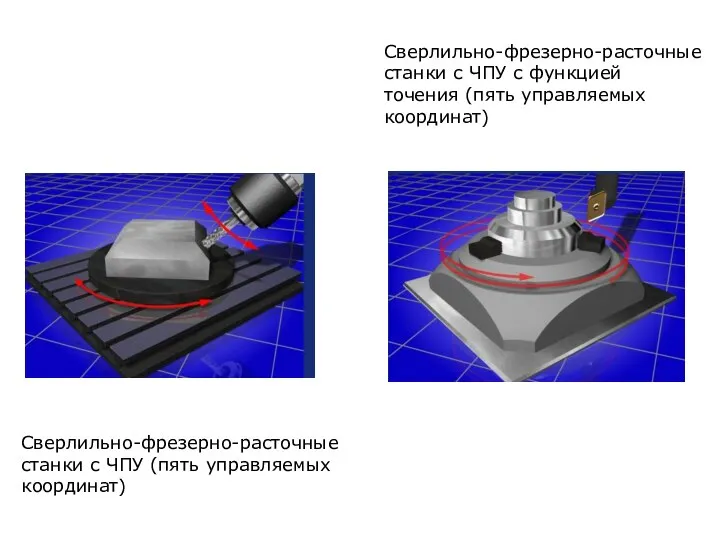
- 22. Сверлильно-фрезерно-расточные станки с ЧПУ (пять управляемых координат) Сверлильно-фрезерно-расточные станки с ЧПУ с функцией точения (пять управляемых
- 23. Конструктивные элементы станков с ЧПУ Станины, колонны, основания являются базовыми элементами. Их изготавливают с повышенной жесткостью
- 24. При изготовлении направляющих станины предъявляются требования к точности. Это объясняется тем, что от точности повышенные изготовления
- 25. Виды станин: Литая станина. Применяют широко серый чугун СЧ 15, СЧ 20, СЧ 30 (льѐтся при
- 26. Направляющие станков с ЧПУ имеют высокую износостойкость и обеспечивают малое трение, что позволяет снизить мощность следящего
- 27. В зависимости от тела качения: 1) Шариковые направляющие качения 2) Роликовые направляющие качения. Ролики в отличие
- 28. Рисунок 4-Направляющие скольжения Направляющие скольжения выполняют ту же функцию, что и направляющие качения. Однако, в данном
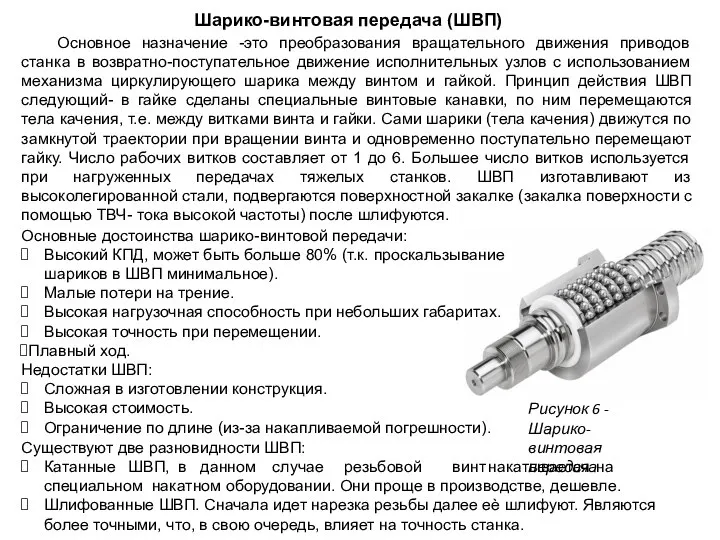
- 29. Шарико-винтовая передача (ШВП) Основное назначение -это преобразования вращательного движения приводов станка в возвратно-поступательное движение исполнительных узлов
- 30. Привод главного движения должен иметь возможность бесступенчатого регулирования скорости, воспринимать большие перегрузки и работать в загрязненной
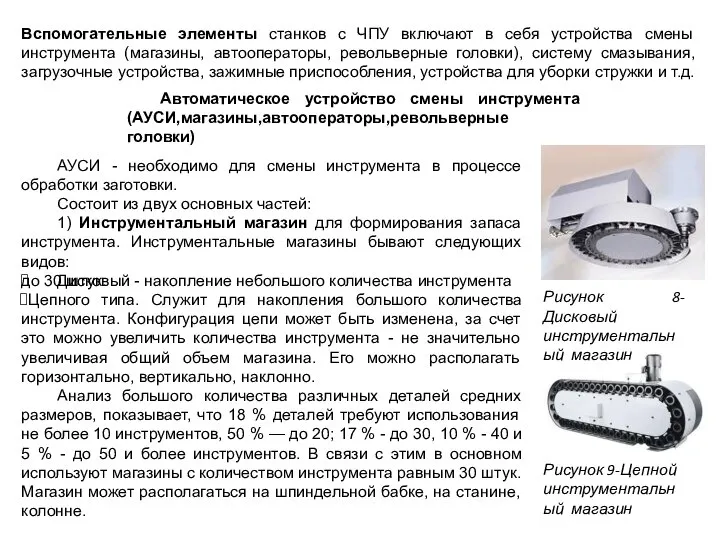
- 31. Вспомогательные элементы станков с ЧПУ включают в себя устройства смены инструмента (магазины, автооператоры, револьверные головки), систему
- 33. Скачать презентацию
Слайд 2Основные типы станков с ЧПУ
по способам обработки материала
Сверлильные устройства
Токарные станки
Фрезерные станки
Другие режущие
Основные типы станков с ЧПУ
по способам обработки материала
Сверлильные устройства
Токарные станки
Фрезерные станки
Другие режущие
Слайд 3Структурная схема станков с ЧПУ
Структурная схема станков с ЧПУ
Слайд 4Основные характеристики станков с ЧПУ
Класс точности;
Вид ЧПУ (степень автоматизации), обозначается индексами, входящими
Основные характеристики станков с ЧПУ
Класс точности;
Вид ЧПУ (степень автоматизации), обозначается индексами, входящими

Слайд 5Обозначение станков с ЧПУ
При обозначении модели станка указывают его основные параметры:
Обозначение станков с ЧПУ
При обозначении модели станка указывают его основные параметры:
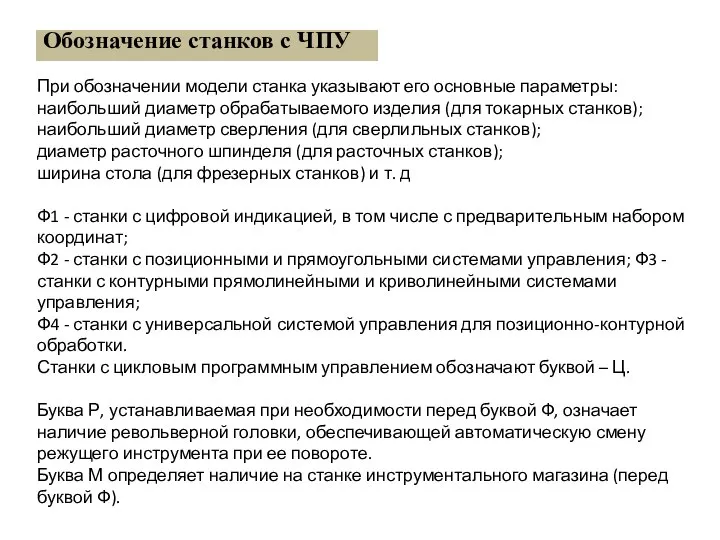
Слайд 6например: РФ2—станки с позиционной СЧПУ с револьверной инструментальной головкой;
МФЗ—станки с контурной СЧПУ со
например: РФ2—станки с позиционной СЧПУ с револьверной инструментальной головкой;
МФЗ—станки с контурной СЧПУ со

Слайд 7Обозначения станков и систем ЧПУ
Обозначения станков и систем ЧПУ
Слайд 8Примеры отечественных УЧПУ для станков основных групп
Примеры отечественных УЧПУ для станков основных групп
Слайд 9Класс точности:
П- станок повышенной точности;
В - высокой точности;
А -
Класс точности:
П- станок повышенной точности;
В - высокой точности;
А -

Слайд 10Классификация по технологическому назначению и функциональным возможностям (по типу движения)
Позиционные - задают
Классификация по технологическому назначению и функциональным возможностям (по типу движения)
Позиционные - задают
Слайд 11Сверлильно-расточные
Токарные, фрезерные,
шлифовальные
Многоопераци-
онные
Ф2
Ф3
Ф4
Сверлильно-расточные
Токарные, фрезерные,
шлифовальные
Многоопераци-
онные
Ф2
Ф3
Ф4
Слайд 12Классификация по виду управления
Системы ЦПУ более просты, так как в них программируется
Классификация по виду управления
Системы ЦПУ более просты, так как в них программируется
Слайд 13ЧПУ- станки с разомкнутой системой
ЧПУ- станки с замкнутой системой управления
ЧПУ- станки с разомкнутой системой
ЧПУ- станки с замкнутой системой управления
Слайд 15Классификация станков по количеству осей
ЧПУ-станки с 2 и 3 осями
ЧПУ-станки с 4
Классификация станков по количеству осей
ЧПУ-станки с 2 и 3 осями
ЧПУ-станки с 4
Слайд 16Классификация станков по типу привода
Гидравлические станки с ЧПУ
Электрические станки с ЧПУ
Пневматические ЧПУ-
Классификация станков по типу привода
Гидравлические станки с ЧПУ
Электрические станки с ЧПУ
Пневматические ЧПУ-

Слайд 17CAD/CAM - Системы
САПР — система автоматизированного проектирования.
CAD (англ. computer-aided design)
АСТПП — автоматизированная
CAD/CAM - Системы
САПР — система автоматизированного проектирования.
CAD (англ. computer-aided design)
АСТПП — автоматизированная
Слайд 18CAМ - ПРОГРАММЫ
Mastercam - программное обеспечение для фрезерной, токарной, электроэрозионной и
CAМ - ПРОГРАММЫ
Mastercam - программное обеспечение для фрезерной, токарной, электроэрозионной и
Слайд 19ПРИМЕР ИСПОЛЬЗОВАНИЯ СИСТЕМЫ CADCAMEXPERT
ПРИМЕР ИСПОЛЬЗОВАНИЯ СИСТЕМЫ CADCAMEXPERT
Слайд 20Типовые компоновки станков с ЧПУ
Токарные станки с одним суппортом (револьверной головкой)
Токарные станки
Типовые компоновки станков с ЧПУ
Токарные станки с одним суппортом (револьверной головкой)
Токарные станки
Слайд 21 Токарные станки с тремя суппортами (револьверными головками)
Фрезерные (сверлильно -фрезерно-расточные) станки
Токарные станки с тремя суппортами (револьверными головками)
Фрезерные (сверлильно -фрезерно-расточные) станки
Слайд 22Сверлильно-фрезерно-расточные станки с ЧПУ (пять управляемых координат)
Сверлильно-фрезерно-расточные станки с ЧПУ с функцией
Сверлильно-фрезерно-расточные станки с ЧПУ (пять управляемых координат)
Сверлильно-фрезерно-расточные станки с ЧПУ с функцией
Слайд 23Конструктивные элементы станков с ЧПУ
Станины, колонны,
основания являются базовыми элементами. Их
изготавливают с повышенной жесткостью и виброустойчивостью, за счет
Конструктивные элементы станков с ЧПУ
Станины, колонны,
основания являются базовыми элементами. Их
изготавливают с повышенной жесткостью и виброустойчивостью, за счет

Слайд 24При изготовлении направляющих станины предъявляются
требования к точности. Это объясняется тем, что от точности
повышенные
изготовления
направляющих зависит качество общей сборки и точность работы станка. Помимо этого, к
При изготовлении направляющих станины предъявляются
требования к точности. Это объясняется тем, что от точности
повышенные
изготовления
направляющих зависит качество общей сборки и точность работы станка. Помимо этого, к

Слайд 25Виды станин:
Литая станина. Применяют широко серый
чугун СЧ 15, СЧ 20, СЧ 30 (льѐтся при t0 =
Виды станин:
Литая станина. Применяют широко серый
чугун СЧ 15, СЧ 20, СЧ 30 (льѐтся при t0 =

Слайд 26Направляющие станков с ЧПУ имеют высокую износостойкость и обеспечивают малое трение, что
Направляющие станков с ЧПУ имеют высокую износостойкость и обеспечивают малое трение, что

Слайд 27В зависимости от тела качения:
1) Шариковые направляющие качения 2) Роликовые направляющие качения.
Ролики в
В зависимости от тела качения:
1) Шариковые направляющие качения 2) Роликовые направляющие качения.
Ролики в

Слайд 28Рисунок 4-Направляющие скольжения
Направляющие скольжения выполняют ту же функцию, что и направляющие качения.
Рисунок 4-Направляющие скольжения
Направляющие скольжения выполняют ту же функцию, что и направляющие качения.

Слайд 29Шарико-винтовая передача (ШВП)
Основное назначение -это преобразования вращательного движения приводов станка в возвратно-поступательное
Шарико-винтовая передача (ШВП)
Основное назначение -это преобразования вращательного движения приводов станка в возвратно-поступательное
Слайд 30Привод главного движения должен иметь возможность бесступенчатого регулирования скорости, воспринимать большие перегрузки
Привод главного движения должен иметь возможность бесступенчатого регулирования скорости, воспринимать большие перегрузки

Слайд 31Вспомогательные элементы станков с ЧПУ включают в себя устройства смены инструмента (магазины,
Вспомогательные элементы станков с ЧПУ включают в себя устройства смены инструмента (магазины,
 Презентация на тему Технологии обучения
Презентация на тему Технологии обучения Природа проблемного поведения в теории субъекта и фиксированных форм поведения Г.В. Залевского
Природа проблемного поведения в теории субъекта и фиксированных форм поведения Г.В. Залевского Строение и значение нервной системы
Строение и значение нервной системы Грамматическая стилистика Типология ошибок
Грамматическая стилистика Типология ошибок Страховая Компания «Согласие» является одной из крупнейших отечественных компаний, успешно работающей на Российском рынке страх
Страховая Компания «Согласие» является одной из крупнейших отечественных компаний, успешно работающей на Российском рынке страх Урок рефлексии в рамках реализации ФГОС
Урок рефлексии в рамках реализации ФГОС  Московский Малый театр
Московский Малый театр XIII Международная конференция "Маркетинг в России" Сообщение: «ОСОБЕННОСТИ ОНЛАЙН ИССЛЕДОВАНИЙ В РОССИИ» Александр Шашкин (Online Market
XIII Международная конференция "Маркетинг в России" Сообщение: «ОСОБЕННОСТИ ОНЛАЙН ИССЛЕДОВАНИЙ В РОССИИ» Александр Шашкин (Online Market  Комплексная программа физического развития обучающихся с ограниченными возможностями здоровья по программам высшего образования
Комплексная программа физического развития обучающихся с ограниченными возможностями здоровья по программам высшего образования Политическая система и политический режим 11 класс
Политическая система и политический режим 11 класс Презентация на тему Максим Горький
Презентация на тему Максим Горький Космический пейзаж. Быть может,вся природа – мозаика цветов? Картинная галерея
Космический пейзаж. Быть может,вся природа – мозаика цветов? Картинная галерея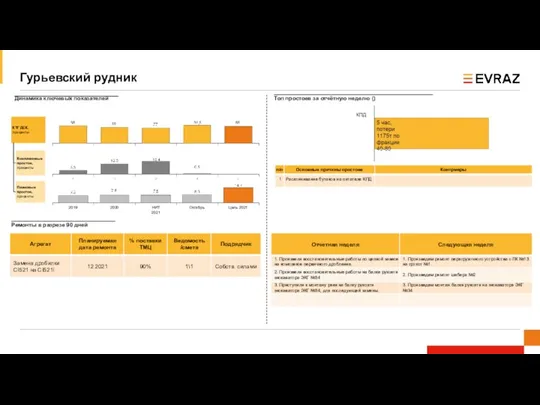 Гурьевский рудник. Динамика ключевых показателей
Гурьевский рудник. Динамика ключевых показателей Компания Sizolution
Компания Sizolution Презентация на тему Как вести себя во время сдачи экзаменов в форме ЕГЭ
Презентация на тему Как вести себя во время сдачи экзаменов в форме ЕГЭ  КОМПЛЕКСНОЕ РЕШЕНИЕ ПРОБЛЕМЫ ЭНЕРГЕТИЧЕСКОГО ИСПОЛЬЗОВАНИЯ ПОДМОСКОВНЫХ БУРЫХ УГЛЕЙНА ОСНОВЕНТВ ТЕХНОЛОГИИ СЖИГАНИЯЭкономич
КОМПЛЕКСНОЕ РЕШЕНИЕ ПРОБЛЕМЫ ЭНЕРГЕТИЧЕСКОГО ИСПОЛЬЗОВАНИЯ ПОДМОСКОВНЫХ БУРЫХ УГЛЕЙНА ОСНОВЕНТВ ТЕХНОЛОГИИ СЖИГАНИЯЭкономич Разработка и внедрение инновационных программ в начальной школе МОУ СОШ № 25
Разработка и внедрение инновационных программ в начальной школе МОУ СОШ № 25 Степан Семенович Раевский и Эдуард Юрьевич Шим
Степан Семенович Раевский и Эдуард Юрьевич Шим Sertifikat
Sertifikat Анализ рекламных роликов
Анализ рекламных роликов Презентация на тему Компьютерные вирусы (8 класс)
Презентация на тему Компьютерные вирусы (8 класс) Презентация на тему Воркута Путешествие в прошлое
Презентация на тему Воркута Путешествие в прошлое  Презентация на тему Австралия
Презентация на тему Австралия  Системный анализ в профессиональной деятельности 1 раздел
Системный анализ в профессиональной деятельности 1 раздел Домашнее задание
Домашнее задание Сеть сервисных центров по ремонту/установке автостекол в Санкт-Петербурге
Сеть сервисных центров по ремонту/установке автостекол в Санкт-Петербурге Рекомендации по подготовке и согласованию документации по обеспечению сохранности объекта культурного наследия, Москва
Рекомендации по подготовке и согласованию документации по обеспечению сохранности объекта культурного наследия, Москва Положение о порядке приема граждан в первый класс государственного образовательного учреждения средней школы №698 г.Москвы
Положение о порядке приема граждан в первый класс государственного образовательного учреждения средней школы №698 г.Москвы