- LEFA Operations

Содержание
- 2. Both SAG and both ball mills are now fully operational. All the basic machinery that supplies
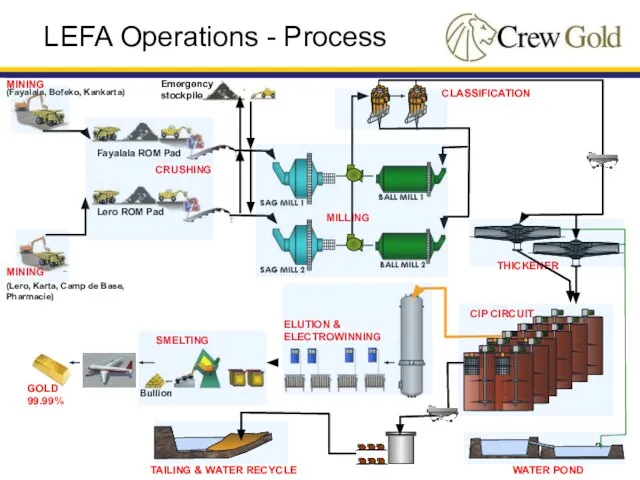
- 3. LEFA Operations - Process (Fayalala, Bofeko, Kankarta) MINING (Lero, Karta, Camp de Base, Pharmacie) CRUSHING MINING
- 4. Crushers at Lero Karta and Fayalala. Overland conveyor (CV4) from Lero Karta to process plant. SAG
- 5. Major Issues resolved Both crushers had the bin support structures reinforced to stop movement, which interfered
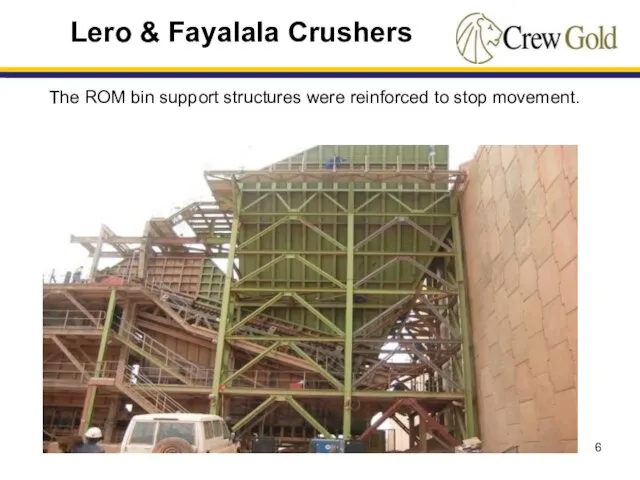
- 6. The ROM bin support structures were reinforced to stop movement. Lero & Fayalala Crushers
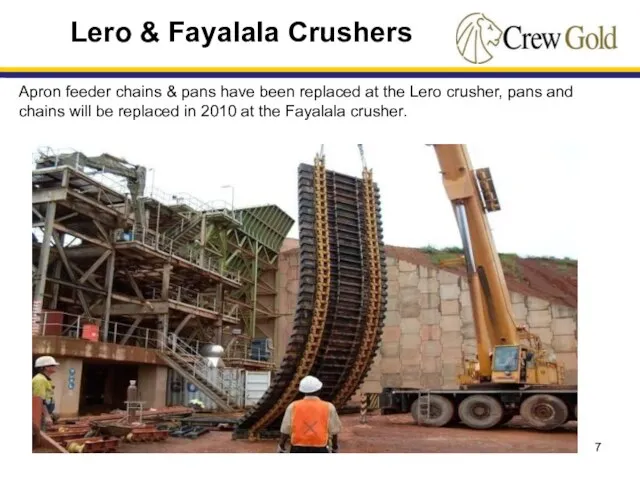
- 7. Apron feeder chains & pans have been replaced at the Lero crusher, pans and chains will
- 8. Major Issues remaining: Fayalala bin has tendency to block due to design fault. This limits direct
- 9. Major Issues resolved Replacement of the drive gearboxes as design faults were limiting the performance. The
- 10. CV4 Overland Conveyor Covers over belt.
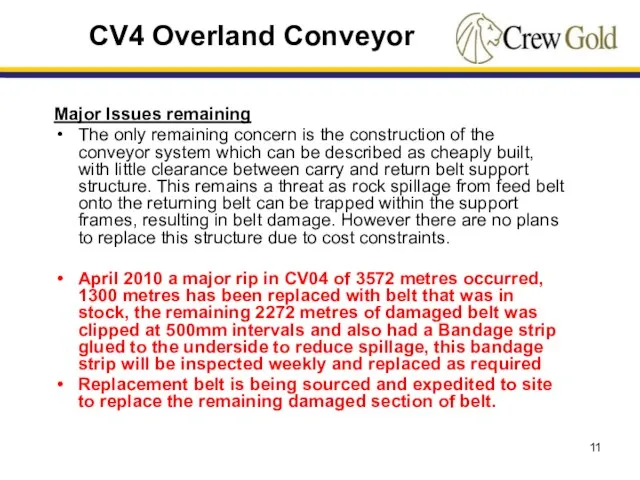
- 11. Major Issues remaining The only remaining concern is the construction of the conveyor system which can
- 12. CV4 Overland Conveyor CV04 clip repair
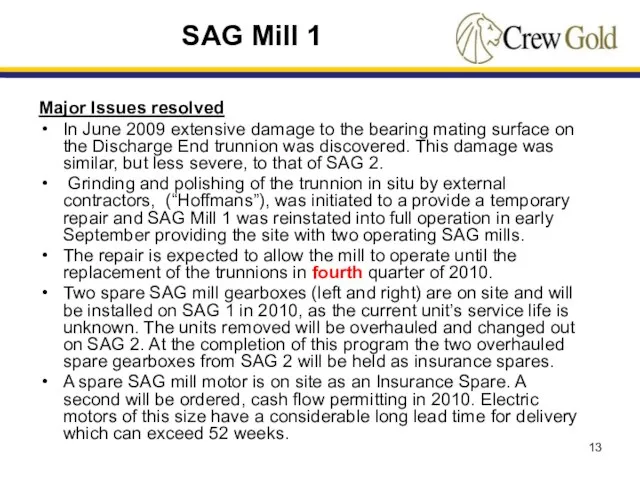
- 13. Major Issues resolved In June 2009 extensive damage to the bearing mating surface on the Discharge
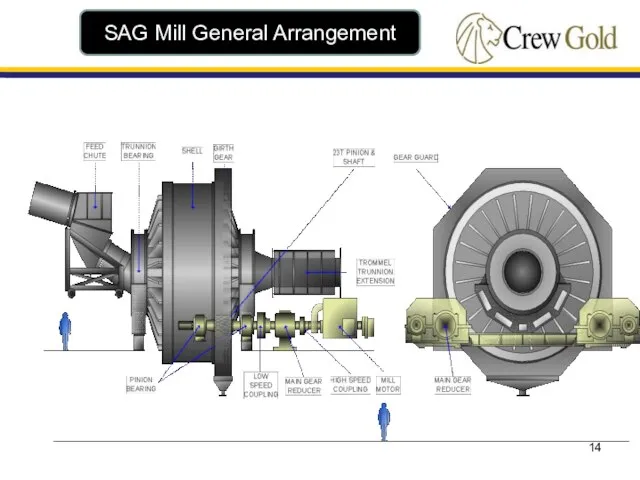
- 14. SAG Mill General Arrangement
- 15. Two spare gearboxes (left and right) are on site. Scheduled to be installed on SAG 1
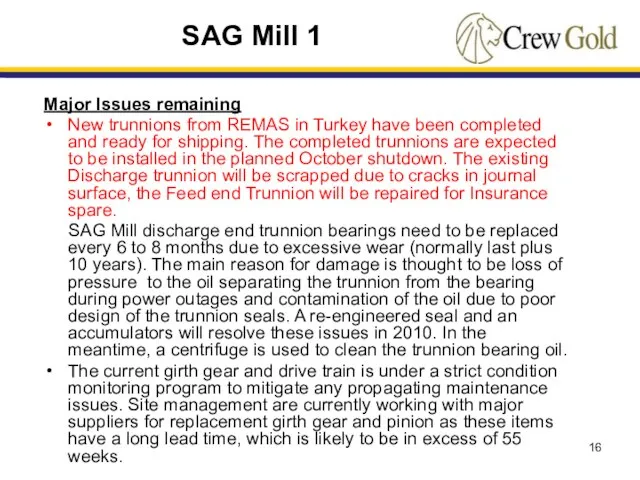
- 16. Major Issues remaining New trunnions from REMAS in Turkey have been completed and ready for shipping.
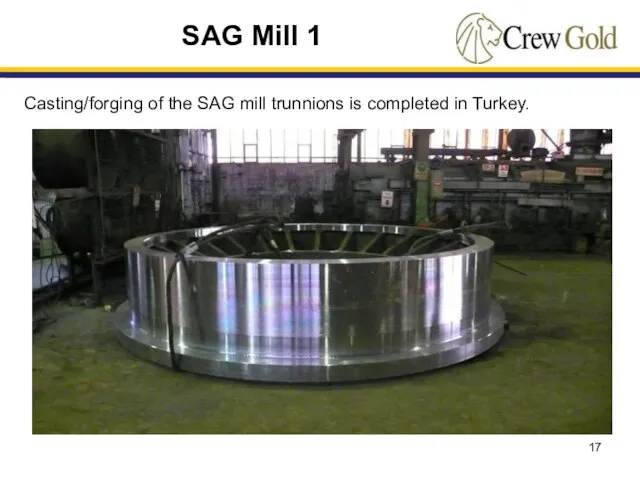
- 17. Casting/forging of the SAG mill trunnions is completed in Turkey. SAG Mill 1
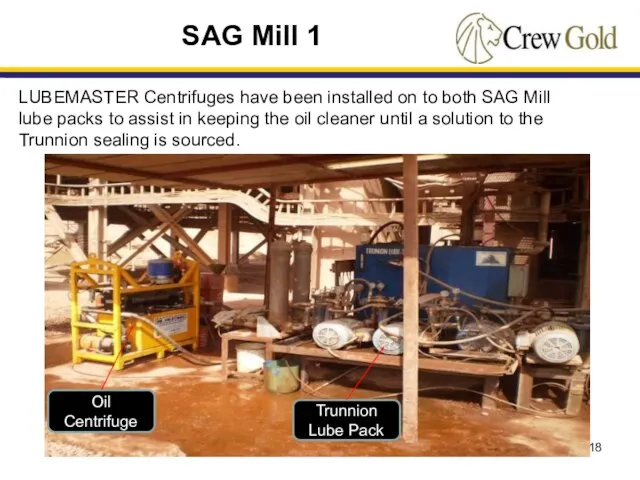
- 18. Oil Centrifuge Trunnion Lube Pack LUBEMASTER Centrifuges have been installed on to both SAG Mill lube
- 19. Major Issues resolved The discharge end trunnion for this mill was removed for machining by REMAS
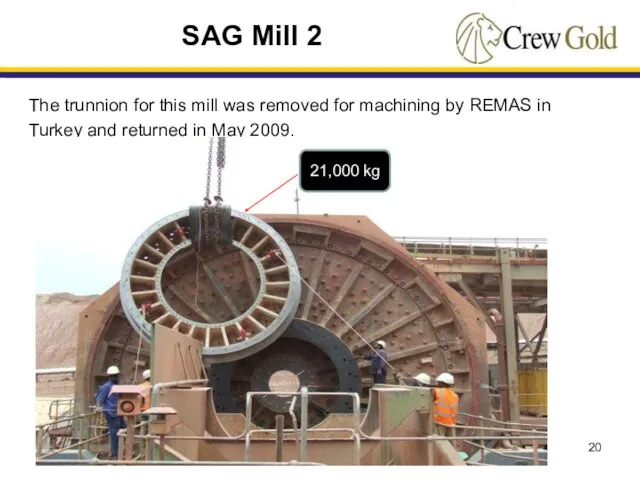
- 20. The trunnion for this mill was removed for machining by REMAS in Turkey and returned in
- 21. SAG Mill 2 SAG Mill 2, Trunnion being repaired by REMAS in Turkey. After machining, sub-arc
- 22. SAG Mill 2 SAG Mill 2, Trunnion being repaired by REMAS in Turkey Machining back to
- 23. Major Issues remaining The trunnion that was repaired by REMAS in Turkey still has a problem
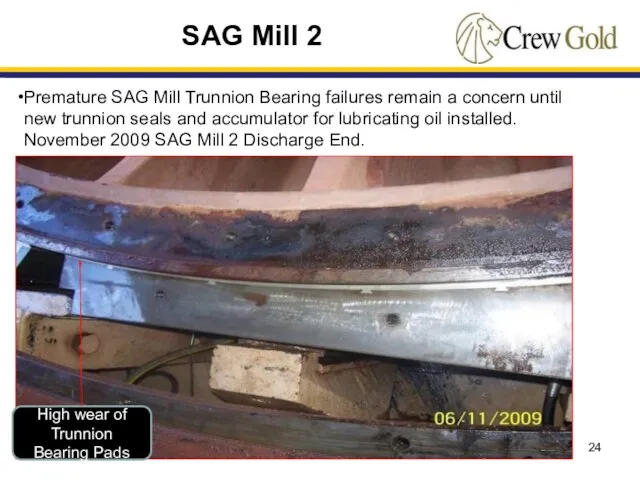
- 24. Premature SAG Mill Trunnion Bearing failures remain a concern until new trunnion seals and accumulator for
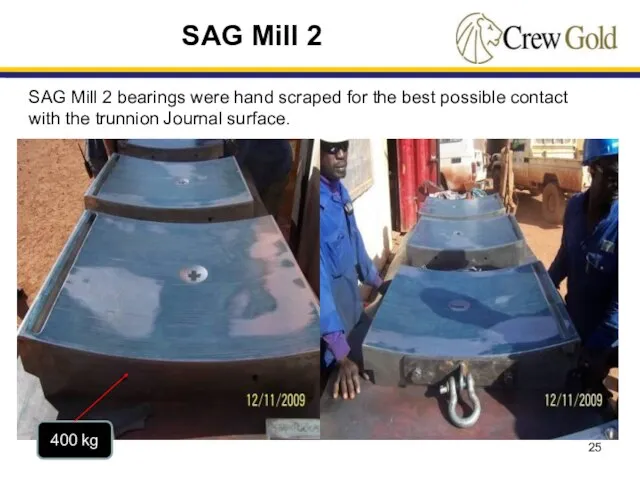
- 25. 400 kg SAG Mill 2 SAG Mill 2 bearings were hand scraped for the best possible
- 26. SAG Mill 2 New Bearing Pads after installation showing excellent oil coverage.
- 27. Bearing Pad Thrust Bearing Trunnion Thrust face Trunnion Journal surface SAG Mill 2
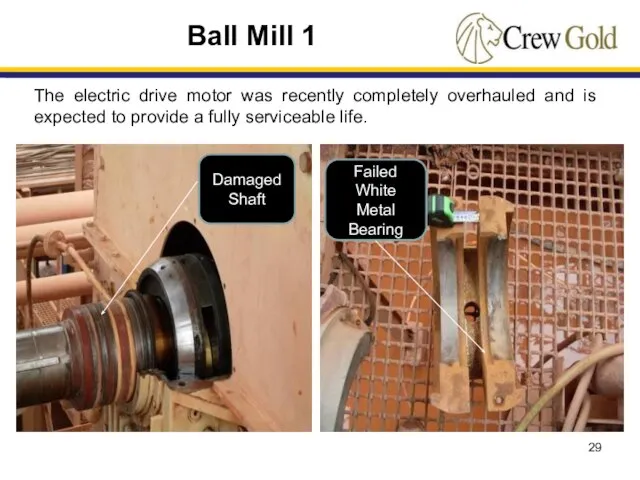
- 28. Major Issues resolved The electric drive motor was recently completely overhauled and is expected to provide
- 29. The electric drive motor was recently completely overhauled and is expected to provide a fully serviceable
- 30. Ball Mill 1 Ball Mill 1 motor being lifted away from the Mill. Motor weighs 28T
- 31. Ball Mill 1 Motor being loaded onto an Antonov Aircraft bound for Antwerp for overhaul. Ball
- 32. Ball Mill 2 New Ball Mill being loaded onto Truck for transporting to site.
- 33. Major Issues remaining A trommel needs to be sourced and installed. The current internal screen to
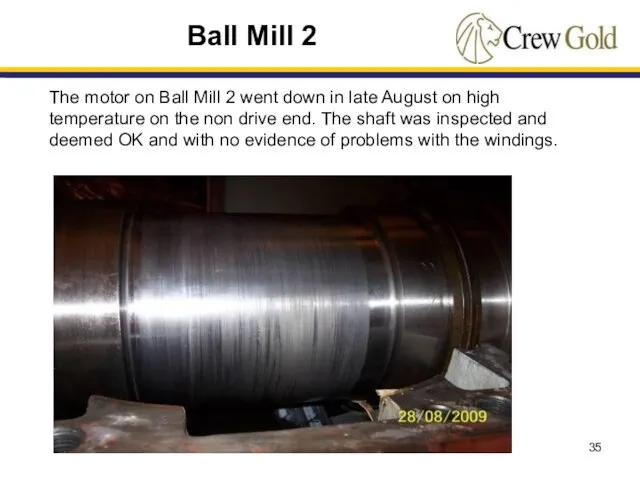
- 34. Major Issues resolved The motor on Ball Mill 2 went down in late August on High
- 35. The motor on Ball Mill 2 went down in late August on high temperature on the
- 36. Ball Mill 2 Failed set of white metal bearings. A new set of bearings were installed
- 37. Major Issues remaining: A Trommel needs to be sourced and installed. The current internal screen to
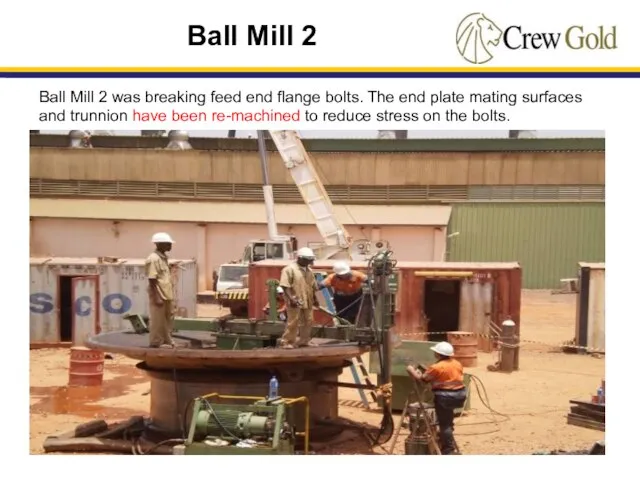
- 38. Ball Mill 2 was breaking feed end flange bolts. The end plate mating surfaces and trunnion
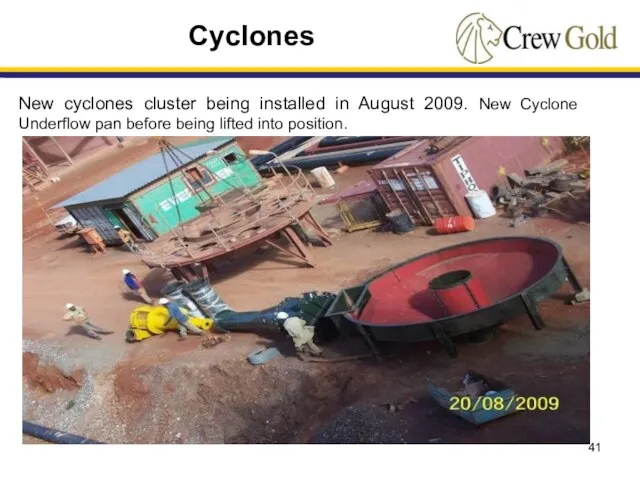
- 39. Major Issues resolved: The cyclones installed were obsolete and it had been difficult to maintain a
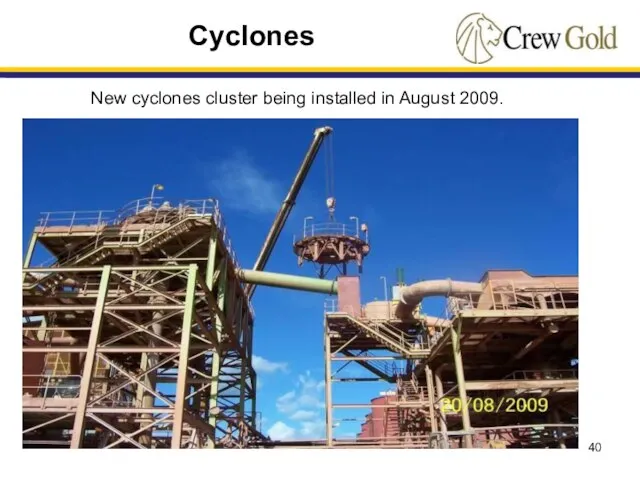
- 40. New cyclones cluster being installed in August 2009. Cyclones
- 41. Cyclones New cyclones cluster being installed in August 2009. New Cyclone Underflow pan before being lifted
- 42. Major Issues remaining: The design and condition of the current cyclone feed pipe is poor and
- 43. Major Issues resolved: New thermal heaters, to resolve the downtime associated with the derelict glycol boilers
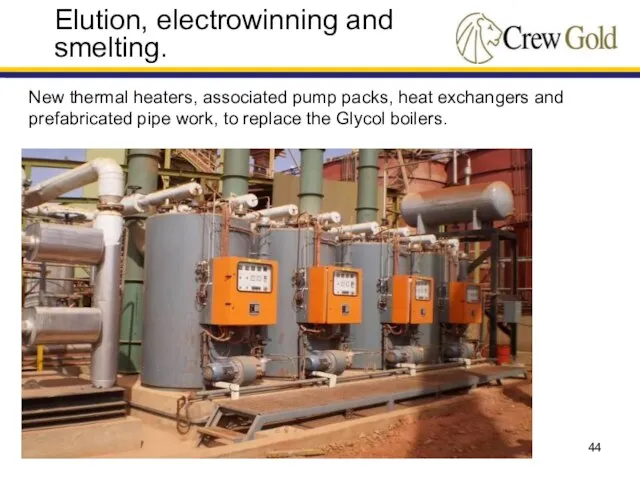
- 44. Elution, electrowinning and smelting. New thermal heaters, associated pump packs, heat exchangers and prefabricated pipe work,
- 45. Major Issues resolved: New cyanide mixing and holding tanks have been constructed. The caustic mixing tank,
- 46. Reagent Mixing New Cyanide mixing and storage tanks
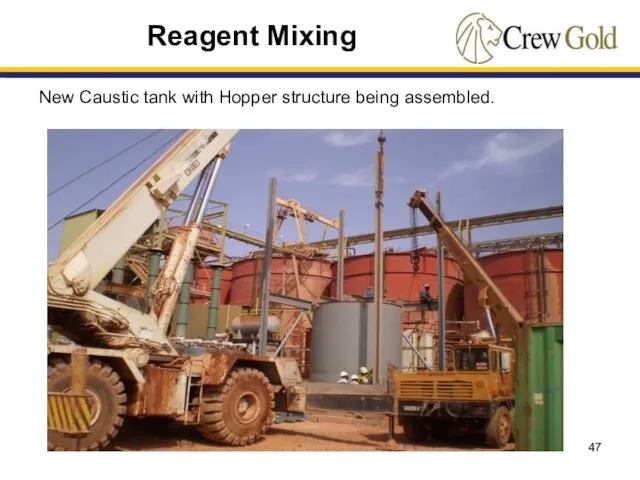
- 47. Reagent Mixing New Caustic tank with Hopper structure being assembled.
- 48. Major Issues resolved: Total capacity of eight 4.5 MW units, equivalent to 36 MW installed. Normal
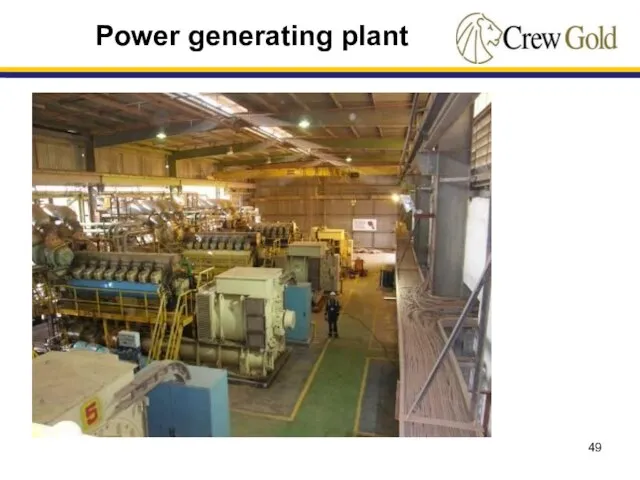
- 49. Power generating plant
- 50. Fabrication training is leading the way with dedicated Trainers. A training matrix has been developed and
- 52. Скачать презентацию
Слайд 3LEFA Operations - Process
(Fayalala, Bofeko, Kankarta)
MINING
(Lero, Karta, Camp de Base, Pharmacie)
CRUSHING
MINING
LEFA Operations - Process
(Fayalala, Bofeko, Kankarta)
MINING
(Lero, Karta, Camp de Base, Pharmacie)
CRUSHING
MINING
Слайд 4Crushers at Lero Karta and Fayalala.
Overland conveyor (CV4) from Lero Karta to
Crushers at Lero Karta and Fayalala.
Overland conveyor (CV4) from Lero Karta to
Слайд 5Major Issues resolved
Both crushers had the bin support structures reinforced to stop
Major Issues resolved
Both crushers had the bin support structures reinforced to stop
Слайд 6The ROM bin support structures were reinforced to stop movement.
Lero & Fayalala
The ROM bin support structures were reinforced to stop movement.
Lero & Fayalala
Слайд 7Apron feeder chains & pans have been replaced at the Lero crusher,
Apron feeder chains & pans have been replaced at the Lero crusher,
Слайд 8Major Issues remaining:
Fayalala bin has tendency to block due to design fault.
Major Issues remaining:
Fayalala bin has tendency to block due to design fault.
Слайд 9Major Issues resolved
Replacement of the drive gearboxes as design faults were limiting
Major Issues resolved
Replacement of the drive gearboxes as design faults were limiting
Слайд 10CV4 Overland Conveyor
Covers over belt.
CV4 Overland Conveyor
Covers over belt.

Слайд 11Major Issues remaining
The only remaining concern is the construction of the conveyor
Major Issues remaining
The only remaining concern is the construction of the conveyor
Слайд 12CV4 Overland Conveyor
CV04 clip repair
CV4 Overland Conveyor
CV04 clip repair

Слайд 13Major Issues resolved
In June 2009 extensive damage to the bearing mating surface
Major Issues resolved
In June 2009 extensive damage to the bearing mating surface
Слайд 14SAG Mill General Arrangement
SAG Mill General Arrangement
Слайд 15Two spare gearboxes (left and right) are on site.
Scheduled to be installed
Two spare gearboxes (left and right) are on site.
Scheduled to be installed

Слайд 16Major Issues remaining
New trunnions from REMAS in Turkey have been completed and
Major Issues remaining
New trunnions from REMAS in Turkey have been completed and
Слайд 17Casting/forging of the SAG mill trunnions is completed in Turkey.
SAG Mill
Casting/forging of the SAG mill trunnions is completed in Turkey.
SAG Mill
Слайд 18Oil Centrifuge
Trunnion Lube Pack
LUBEMASTER Centrifuges have been installed on to both SAG
Oil Centrifuge
Trunnion Lube Pack
LUBEMASTER Centrifuges have been installed on to both SAG
Слайд 19Major Issues resolved
The discharge end trunnion for this mill was removed for
Major Issues resolved
The discharge end trunnion for this mill was removed for
Слайд 20The trunnion for this mill was removed for machining by REMAS in
The trunnion for this mill was removed for machining by REMAS in
Слайд 21SAG Mill 2
SAG Mill 2, Trunnion being repaired by REMAS in Turkey.
SAG Mill 2
SAG Mill 2, Trunnion being repaired by REMAS in Turkey.

Слайд 22SAG Mill 2
SAG Mill 2, Trunnion being repaired by REMAS in Turkey
Machining
SAG Mill 2
SAG Mill 2, Trunnion being repaired by REMAS in Turkey
Machining

Слайд 23Major Issues remaining
The trunnion that was repaired by REMAS in Turkey still
Major Issues remaining
The trunnion that was repaired by REMAS in Turkey still
Слайд 24Premature SAG Mill Trunnion Bearing failures remain a concern until new trunnion
Premature SAG Mill Trunnion Bearing failures remain a concern until new trunnion
Слайд 25400 kg
SAG Mill 2
SAG Mill 2 bearings were hand scraped for the
400 kg
SAG Mill 2
SAG Mill 2 bearings were hand scraped for the
Слайд 26SAG Mill 2
New Bearing Pads after installation showing excellent oil coverage.
SAG Mill 2
New Bearing Pads after installation showing excellent oil coverage.

Слайд 27Bearing Pad
Thrust Bearing
Trunnion Thrust face
Trunnion Journal surface
SAG Mill 2
Bearing Pad
Thrust Bearing
Trunnion Thrust face
Trunnion Journal surface
SAG Mill 2

Слайд 28Major Issues resolved
The electric drive motor was recently completely overhauled and is
Major Issues resolved
The electric drive motor was recently completely overhauled and is
Слайд 29The electric drive motor was recently completely overhauled and is expected to
The electric drive motor was recently completely overhauled and is expected to
Слайд 30Ball Mill 1
Ball Mill 1 motor being lifted away from the
Ball Mill 1
Ball Mill 1 motor being lifted away from the

Слайд 31Ball Mill 1 Motor being loaded onto an Antonov Aircraft bound for
Ball Mill 1 Motor being loaded onto an Antonov Aircraft bound for

Слайд 32Ball Mill 2
New Ball Mill being loaded onto Truck for transporting to
Ball Mill 2
New Ball Mill being loaded onto Truck for transporting to

Слайд 33Major Issues remaining
A trommel needs to be sourced and installed. The current
Major Issues remaining
A trommel needs to be sourced and installed. The current
Слайд 34Major Issues resolved
The motor on Ball Mill 2 went down in late
Major Issues resolved
The motor on Ball Mill 2 went down in late
Слайд 35The motor on Ball Mill 2 went down in late August on
The motor on Ball Mill 2 went down in late August on
Слайд 36Ball Mill 2
Failed set of white metal bearings. A new set of
Ball Mill 2
Failed set of white metal bearings. A new set of

Слайд 37Major Issues remaining:
A Trommel needs to be sourced and installed. The current
Major Issues remaining:
A Trommel needs to be sourced and installed. The current
Слайд 38Ball Mill 2 was breaking feed end flange bolts. The end plate
Ball Mill 2 was breaking feed end flange bolts. The end plate
Слайд 39Major Issues resolved:
The cyclones installed were obsolete and it had been difficult
Major Issues resolved:
The cyclones installed were obsolete and it had been difficult
Слайд 40New cyclones cluster being installed in August 2009.
Cyclones
New cyclones cluster being installed in August 2009.
Cyclones
Слайд 41Cyclones
New cyclones cluster being installed in August 2009. New Cyclone Underflow pan
Cyclones
New cyclones cluster being installed in August 2009. New Cyclone Underflow pan
Слайд 42Major Issues remaining:
The design and condition of the current cyclone feed pipe
Major Issues remaining:
The design and condition of the current cyclone feed pipe
Слайд 43Major Issues resolved:
New thermal heaters, to resolve the downtime associated with the
Major Issues resolved:
New thermal heaters, to resolve the downtime associated with the
Слайд 44Elution, electrowinning and smelting.
New thermal heaters, associated pump packs, heat exchangers and
Elution, electrowinning and smelting.
New thermal heaters, associated pump packs, heat exchangers and
Слайд 45Major Issues resolved:
New cyanide mixing and holding tanks have been constructed.
The
Major Issues resolved:
New cyanide mixing and holding tanks have been constructed.
The
Слайд 46Reagent Mixing
New Cyanide mixing and storage tanks
Reagent Mixing
New Cyanide mixing and storage tanks

Слайд 47Reagent Mixing
New Caustic tank with Hopper structure being assembled.
Reagent Mixing
New Caustic tank with Hopper structure being assembled.
Слайд 48Major Issues resolved:
Total capacity of eight 4.5 MW units, equivalent to 36
Major Issues resolved:
Total capacity of eight 4.5 MW units, equivalent to 36
Слайд 49Power generating plant
Power generating plant
Слайд 50Fabrication training is leading the way with dedicated Trainers.
A training matrix has
Fabrication training is leading the way with dedicated Trainers. A training matrix has
 Царство бактерий
Царство бактерий Школа-студия йоги
Школа-студия йоги КАКИЕ БЫВАЮТ КАРТИНЫ?
КАКИЕ БЫВАЮТ КАРТИНЫ? БЛЕСК И НИЩЕТА ПЕТЕРБУРГА В РОМАНЕ Ф.М. ДОСТОЕВСКОГО «ПРЕСТУПЛЕНИЕ И НАКАЗАНИЕ»
БЛЕСК И НИЩЕТА ПЕТЕРБУРГА В РОМАНЕ Ф.М. ДОСТОЕВСКОГО «ПРЕСТУПЛЕНИЕ И НАКАЗАНИЕ» Elvis Guitars. Japanese
Elvis Guitars. Japanese 1. Уровень корупции
1. Уровень корупции Прием и увольнение сотрудников
Прием и увольнение сотрудников Epizootia_Prusskiy_Danila
Epizootia_Prusskiy_Danila Презентация на тему Богомол
Презентация на тему Богомол Порядок сдачи вступительных испытаний по физической культуре ГБПОУ Колледж полиции
Порядок сдачи вступительных испытаний по физической культуре ГБПОУ Колледж полиции Tour around Dzerzhinsk
Tour around Dzerzhinsk Практикум по избирательному праву
Практикум по избирательному праву MA RESEARCH ACTIVITIES/RESEARCH PROJECT
MA RESEARCH ACTIVITIES/RESEARCH PROJECT  Презентация на тему Правописание корней. Чередование гласных в корнях слов
Презентация на тему Правописание корней. Чередование гласных в корнях слов АО Вюрт Северо-Запад, Санкт-Петербург. Боулинг–турнир. Месяц новых клиентов
АО Вюрт Северо-Запад, Санкт-Петербург. Боулинг–турнир. Месяц новых клиентов Презентация "Устройство храмов" - скачать презентации по МХК
Презентация "Устройство храмов" - скачать презентации по МХК Презентация на тему Долг и совесть 8 класс
Презентация на тему Долг и совесть 8 класс Мини-футбол. Правила игры
Мини-футбол. Правила игры Функция вещи в дизайне
Функция вещи в дизайне Besoin d'un avis éclairé
Besoin d'un avis éclairé История развития системы железнодорожной автоматики, применяемые на железнодорожном транспорте (АТМ) в России
История развития системы железнодорожной автоматики, применяемые на железнодорожном транспорте (АТМ) в России Гигиена при занятиях физической культуры
Гигиена при занятиях физической культуры Программа элективного курса для учащихся 10 класса «Герои и антигерои Отечества»
Программа элективного курса для учащихся 10 класса «Герои и антигерои Отечества» Патентное право
Патентное право Чрезвычайные ситуации на железнодорожном транспорте
Чрезвычайные ситуации на железнодорожном транспорте ОРГАНИЗАЦИЯ ПОДГОТОВКИ К МУНИЦИПАЛЬНОМУ И ГОРОДСКОМУ ЭТАПАМ ОЛИМПИАДЫ ПО ЭКОЛОГИИ НА БАЗЕ МОСКОВСКОГО ДЕТСКОГО ЭКОЛОГО-БИОЛОГИ
ОРГАНИЗАЦИЯ ПОДГОТОВКИ К МУНИЦИПАЛЬНОМУ И ГОРОДСКОМУ ЭТАПАМ ОЛИМПИАДЫ ПО ЭКОЛОГИИ НА БАЗЕ МОСКОВСКОГО ДЕТСКОГО ЭКОЛОГО-БИОЛОГИ История Belly Dance
История Belly Dance Содержание 1. Ведущий переговоры 2. Потенциальный самоубийца 3. Окружающая обстановка 4. Ход переговоров.
Содержание 1. Ведущий переговоры 2. Потенциальный самоубийца 3. Окружающая обстановка 4. Ход переговоров.