- лекция №3 и 4 СБОРКА

Содержание
- 2. Сборка является заключительным этапом при изготовлении машин. Объем работ при сборке в машиностроении составляет до 20%
- 3. Сборочная единица - часть изделия, составные части которой подлежат соединению между собой на сборочных операциях на
- 4. Сборочная операция - это технологическая операция установки и образования соединений сборочных единиц изделия. Сборку начинают с
- 5. По последовательность выполнения различают: -промежуточную сборку - это сборка мелких элементов на механических участках или сборка
- 6. По наличию перемещений собираемых изделий различают: -стационарную сборку - это сборка изделия или основной его части
- 7. По организации производства различают: По степени подвижности различают подвижные и неподвижные соединения Подвижные соединения обладают возможностью
- 8. По характеру разбираемости соединения подразделяют на разъемные и неразъемные. Разъемные соединения могут быть полностью разобраны без
- 9. Методы сборки - определяются конструктором изделия путем простановки допусков сопрягаемых деталей
- 10. Методы взаимозаменяемости Метод полной взаимозаменяемости - позволяет проводить сборку изделия без какого-либо подбора или дополнительной обработки
- 11. Методы взаимозаменяемости Метод пригонки и регулирования - предусматривает наличие в размерной цепи компенсирующего звена, положение которого
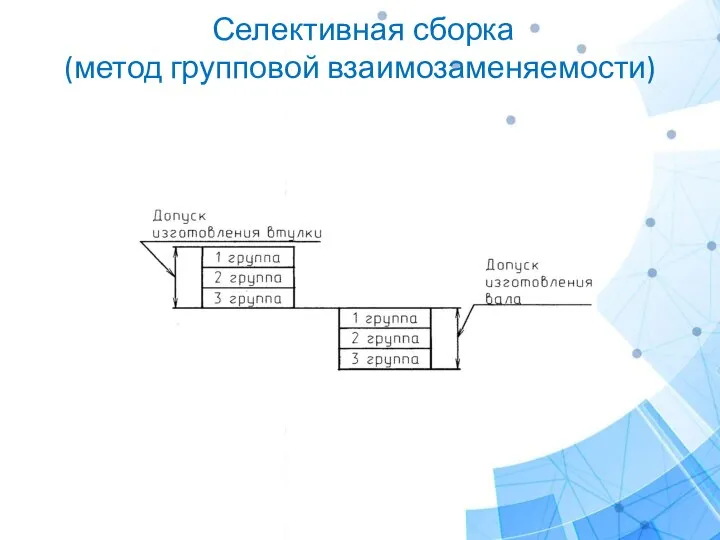
- 12. Селективная сборка (метод групповой взаимозаменяемости)
- 13. Метод взаимозаменяемости Метод пригонки и регулирования - предусматривает наличие в размерной цепи компенсирующего звена, положение которого
- 14. Приспособления, применяемые при сборке: - зажимные приспособления (предназначены для базирования и закрепления базовых дета-лей, с которых
- 15. Сборка является заключительным этапом при изготовлении машин
- 16. Технологию сборки разрабатывают перед разработкой технологии изготовления деталей, входящих в изделие. Разработка технологических процессов сборки узлов
- 17. При разработке технологических процессов сборки используют исходную (базовую, руководящую и справочную) информацию Базовая информация включает данные,
- 18. Технологический процесс сборки - это совокупность операций по соединению деталей в определенной последовательности с целью получить
- 19. Разработку технологического процесса сборки рекомендуется проводить в следующей последовательности: 1. Анализ исходных данных для разработки технологического
- 20. Составление технологического маршрута сборки изделия. Определение типа производства и организационной формы сборки На этом этапе определяют
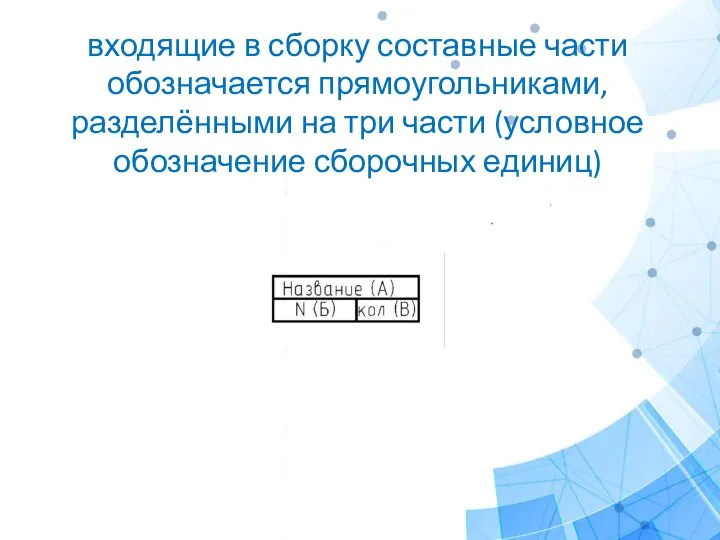
- 21. входящие в сборку составные части обозначается прямоугольниками, разделёнными на три части (условное обозначение сборочных единиц)
- 22. Процесс общей сборки изображают на схеме горизонтальной линией. Её проводят в направлении от базового элемента изделия
- 24. Технологические схемы сборки снабжают надписями - сносками, поясняющими характер сборочных работ ("Запрессовать", "Паять", "Клепать", "Регулировать", "Проверить
- 25. Схемы отражают возможности одновременной установки нескольких составных частей изделия на его базовую часть (рис. 2.2, точка
- 27. Скачать презентацию
Слайд 3
Сборочная единица - часть изделия, составные части которой подлежат соединению между
Сборочная единица - часть изделия, составные части которой подлежат соединению между
Слайд 4Сборочная операция - это технологическая операция установки и образования соединений сборочных единиц
Сборочная операция - это технологическая операция установки и образования соединений сборочных единиц
Слайд 5По последовательность выполнения различают:
-промежуточную сборку - это сборка мелких элементов на механических
По последовательность выполнения различают:
-промежуточную сборку - это сборка мелких элементов на механических
Слайд 6По наличию перемещений собираемых изделий различают:
-стационарную сборку - это сборка изделия
По наличию перемещений собираемых изделий различают:
-стационарную сборку - это сборка изделия
Слайд 7По организации производства различают:
По степени подвижности различают подвижные и неподвижные
По организации производства различают:
По степени подвижности различают подвижные и неподвижные
Слайд 8По характеру разбираемости соединения подразделяют на разъемные и неразъемные.
Разъемные соединения могут быть
По характеру разбираемости соединения подразделяют на разъемные и неразъемные.
Разъемные соединения могут быть
Слайд 9Методы сборки - определяются конструктором изделия путем простановки допусков
сопрягаемых деталей
Методы сборки - определяются конструктором изделия путем простановки допусков
сопрягаемых деталей
Слайд 10
Методы взаимозаменяемости
Метод полной взаимозаменяемости - позволяет проводить сборку изделия без какого-либо
Методы взаимозаменяемости
Метод полной взаимозаменяемости - позволяет проводить сборку изделия без какого-либо
Слайд 11Методы взаимозаменяемости
Метод пригонки и регулирования - предусматривает наличие в размерной цепи
Методы взаимозаменяемости
Метод пригонки и регулирования - предусматривает наличие в размерной цепи
Слайд 12 Селективная сборка
(метод групповой взаимозаменяемости)
Селективная сборка
(метод групповой взаимозаменяемости)
Слайд 13Метод взаимозаменяемости
Метод пригонки и регулирования - предусматривает наличие в размерной цепи
Метод взаимозаменяемости
Метод пригонки и регулирования - предусматривает наличие в размерной цепи
Слайд 14Приспособления, применяемые при сборке:
- зажимные приспособления (предназначены для базирования и закрепления базовых
Приспособления, применяемые при сборке:
- зажимные приспособления (предназначены для базирования и закрепления базовых
Слайд 15Сборка является заключительным этапом при изготовлении машин
Сборка является заключительным этапом при изготовлении машин

Слайд 16Технологию сборки разрабатывают перед разработкой технологии изготовления деталей, входящих в изделие.
Разработка технологических
Технологию сборки разрабатывают перед разработкой технологии изготовления деталей, входящих в изделие.
Разработка технологических
Слайд 17При разработке технологических процессов сборки используют исходную (базовую, руководящую и справочную) информацию
Базовая
При разработке технологических процессов сборки используют исходную (базовую, руководящую и справочную) информацию
Базовая
Слайд 18Технологический процесс сборки - это совокупность операций по соединению деталей в определенной
Технологический процесс сборки - это совокупность операций по соединению деталей в определенной
Слайд 19Разработку технологического процесса сборки рекомендуется проводить в следующей
последовательности:
1. Анализ исходных данных
Разработку технологического процесса сборки рекомендуется проводить в следующей
последовательности:
1. Анализ исходных данных
Слайд 20Составление технологического маршрута сборки изделия. Определение типа производства и организационной формы
сборки
На
Составление технологического маршрута сборки изделия. Определение типа производства и организационной формы
сборки
На
Слайд 21входящие в сборку составные части обозначается прямоугольниками, разделёнными на три части (условное
входящие в сборку составные части обозначается прямоугольниками, разделёнными на три части (условное
Слайд 22Процесс общей сборки изображают на схеме горизонтальной линией. Её проводят в направлении
Процесс общей сборки изображают на схеме горизонтальной линией. Её проводят в направлении

Слайд 24Технологические схемы сборки снабжают надписями - сносками, поясняющими характер сборочных работ ("Запрессовать",
Технологические схемы сборки снабжают надписями - сносками, поясняющими характер сборочных работ ("Запрессовать",
Слайд 25Схемы отражают возможности одновременной установки нескольких составных частей изделия на его базовую
Схемы отражают возможности одновременной установки нескольких составных частей изделия на его базовую
 Балтийцы в сражении за Кингисеппский район К 60-летию разгрома немецко-фашистских войск под Ленинградом, освобождения от оккупации
Балтийцы в сражении за Кингисеппский район К 60-летию разгрома немецко-фашистских войск под Ленинградом, освобождения от оккупации Реки и озёра Восточной Сибири (Задания)
Реки и озёра Восточной Сибири (Задания) Казочка про фею Теплинку
Казочка про фею Теплинку 2МАРТА2008
2МАРТА2008 Презентация на тему Блудный сын
Презентация на тему Блудный сын «Испокон века книга растит человека» Родительское собрание в начальной школе (проект)
«Испокон века книга растит человека» Родительское собрание в начальной школе (проект) Как помогать ребенку готовиться к ЕГЭ
Как помогать ребенку готовиться к ЕГЭ Мы живем в Российском государстве
Мы живем в Российском государстве Актуальные проблемы в сфере образования детей раннего возраста
Актуальные проблемы в сфере образования детей раннего возраста Образование
Образование Orléans
Orléans Презентация на тему Альбрехт Дюрер
Презентация на тему Альбрехт Дюрер  Урок по окружающему миру во 2 классе
Урок по окружающему миру во 2 классе Презентация на тему Первая помощь утопающему
Презентация на тему Первая помощь утопающему Решение задач по теме «Пропорциональная зависимость»
Решение задач по теме «Пропорциональная зависимость» Основы уголовного права
Основы уголовного права Мастер-класс Учитель: Джеманкулова Э.А
Мастер-класс Учитель: Джеманкулова Э.А Основные принципы урока
Основные принципы урока П а с х а
П а с х а Презентация на тему Россия в начале 20 в
Презентация на тему Россия в начале 20 в  РАЗМЕЩЕНИЕ ЭЛЕМЕНТОВ СИСТЕМ ВОДЯНОГО ОТОПЛЕНИЯ В ЗДАНИЯХ
РАЗМЕЩЕНИЕ ЭЛЕМЕНТОВ СИСТЕМ ВОДЯНОГО ОТОПЛЕНИЯ В ЗДАНИЯХ Ботанический памятник природы, п. Старопышминск
Ботанический памятник природы, п. Старопышминск Флаг России- судьба России!
Флаг России- судьба России! Математическая рулетка
Математическая рулетка Презентация на тему Правописание личных окончаний глаголов
Презентация на тему Правописание личных окончаний глаголов  Презентация на тему Структуры данных: деревья, сети, графы, таблицы
Презентация на тему Структуры данных: деревья, сети, графы, таблицы «У Природы нет плохой погоды»
«У Природы нет плохой погоды» Е. ЕвстигнеевНАЛОГОВЫЙ МЕНЕДЖМЕНТ КАК СЛОЖНАЯ СИСТЕМА
Е. ЕвстигнеевНАЛОГОВЫЙ МЕНЕДЖМЕНТ КАК СЛОЖНАЯ СИСТЕМА