- Литеййное производство

Содержание
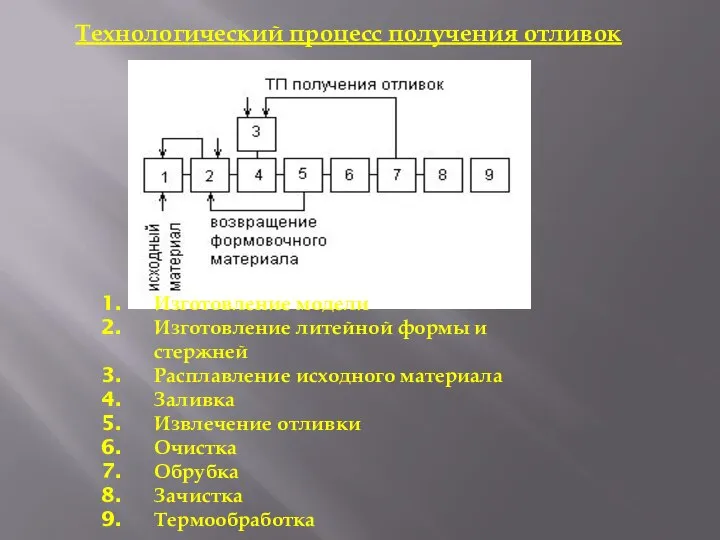
- 3. Технологический процесс получения отливок Изготовление модели Изготовление литейной формы и стержней Расплавление исходного материала Заливка Извлечение
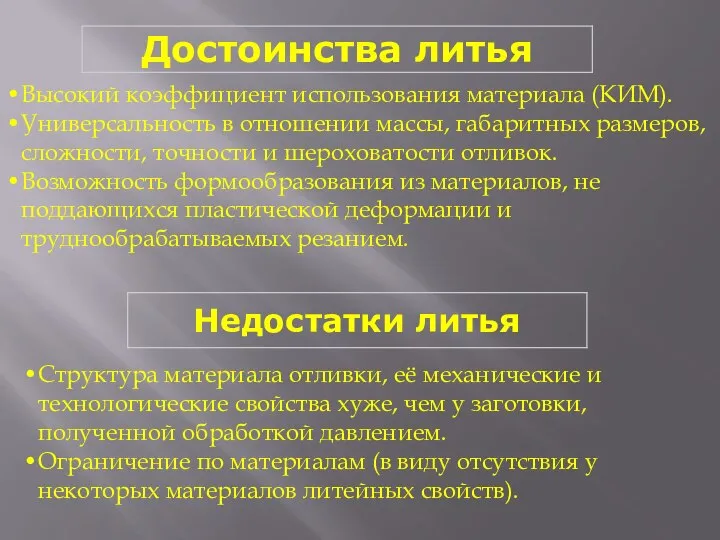
- 5. Высокий коэффициент использования материала (КИМ). Универсальность в отношении массы, габаритных размеров, сложности, точности и шероховатости отливок.
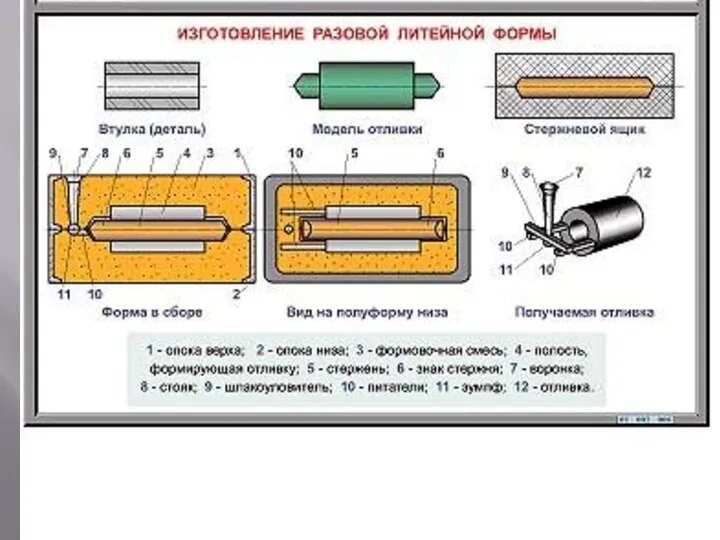
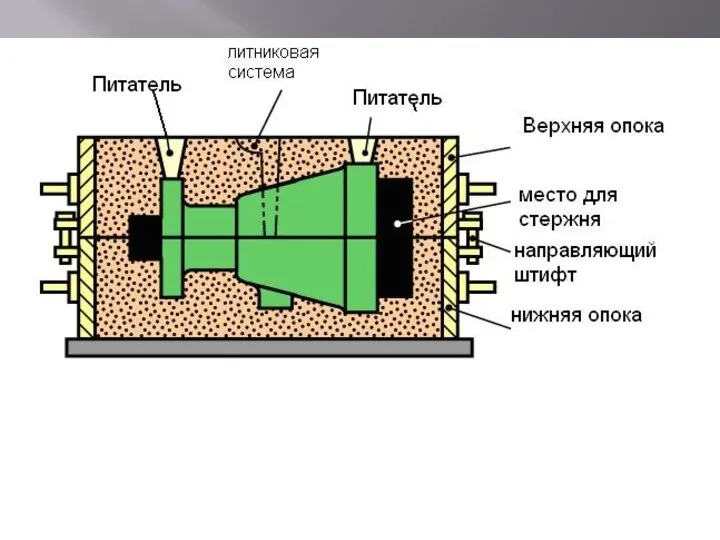
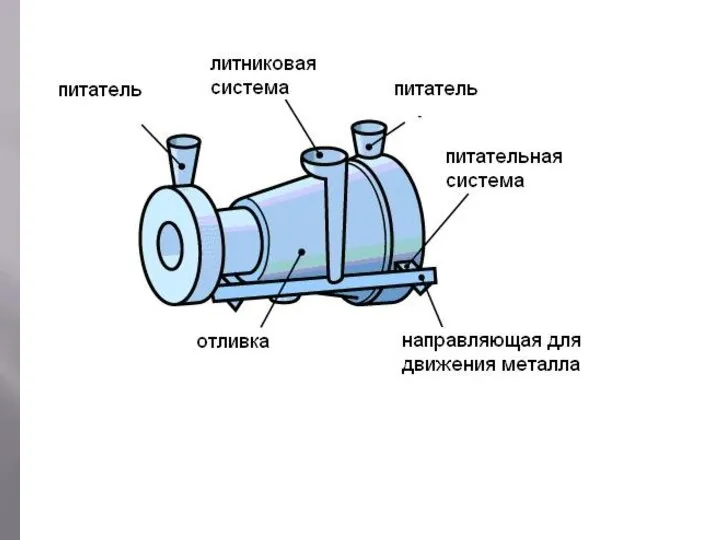
- 6. Литьё в песчано-глинистую форму
- 11. Литьё в песчано-глинистую форму Самый универсальный способ в отношении размеров, массы, формы и материалов отливок. Имеет
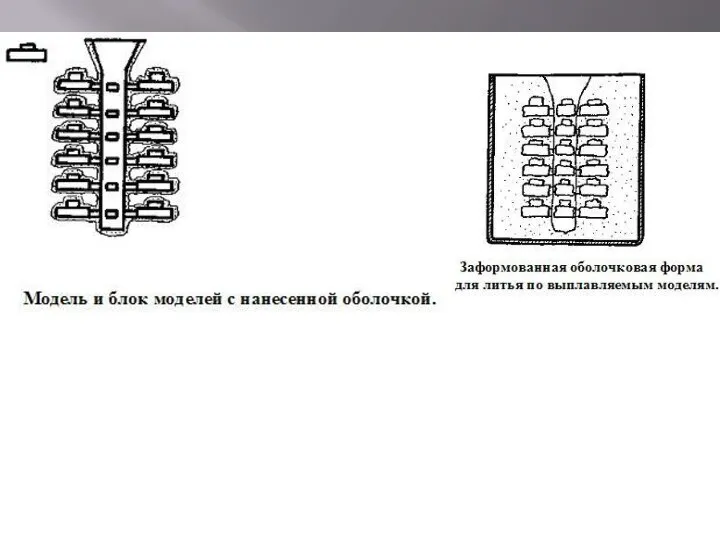
- 18. Литьё по выплавляемым моделям Универсальный способ в отношении сложности конструкции и материала отливок (можно получить отливки
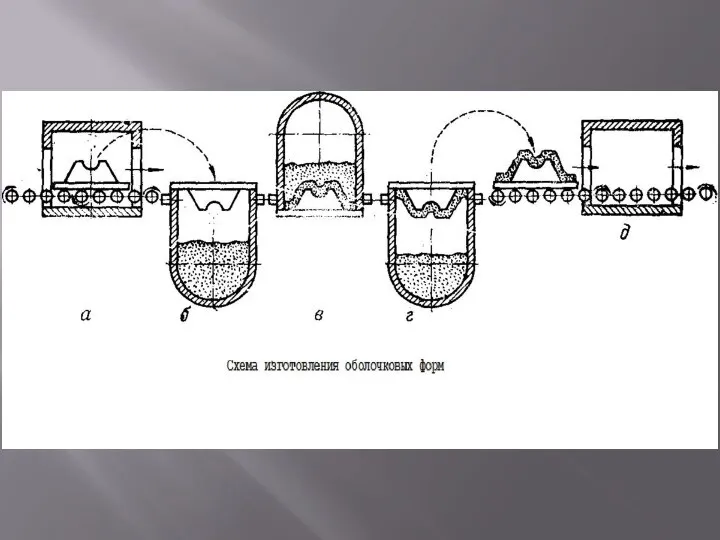
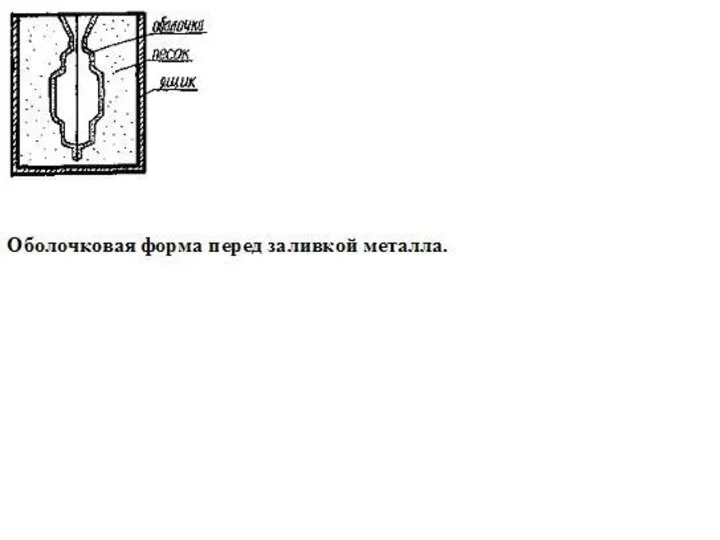
- 25. Литьё в оболочковые формы Литьё в оболочковые формы обеспечивает производительность получения отливок несложной формы, малый расход
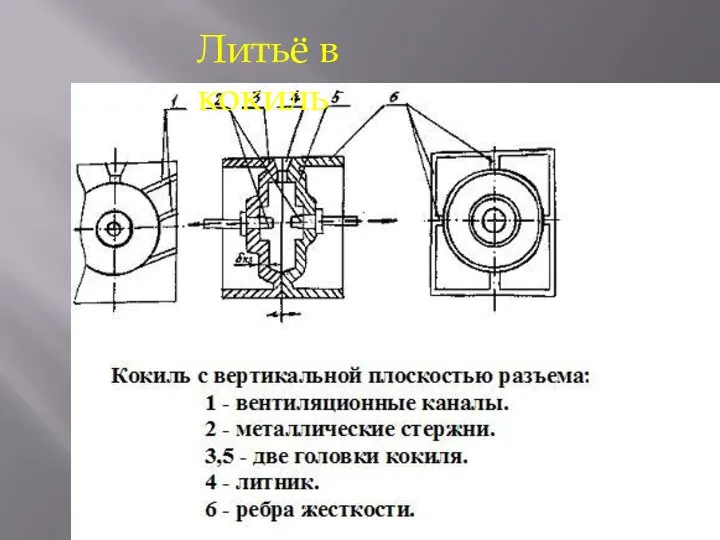
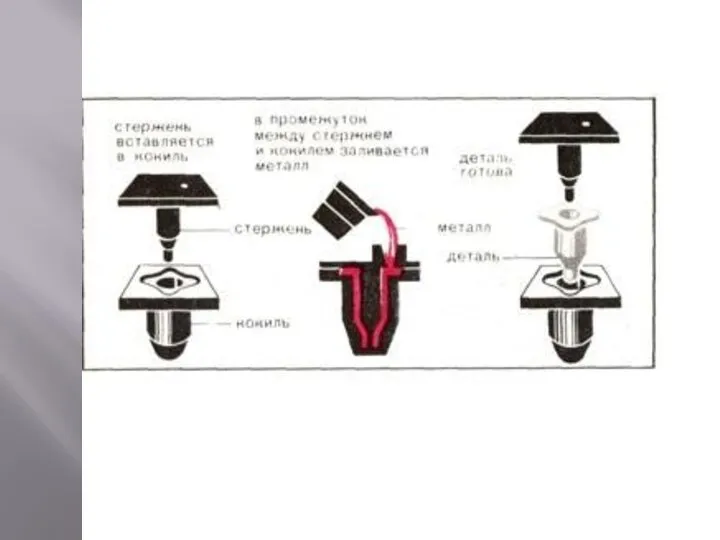
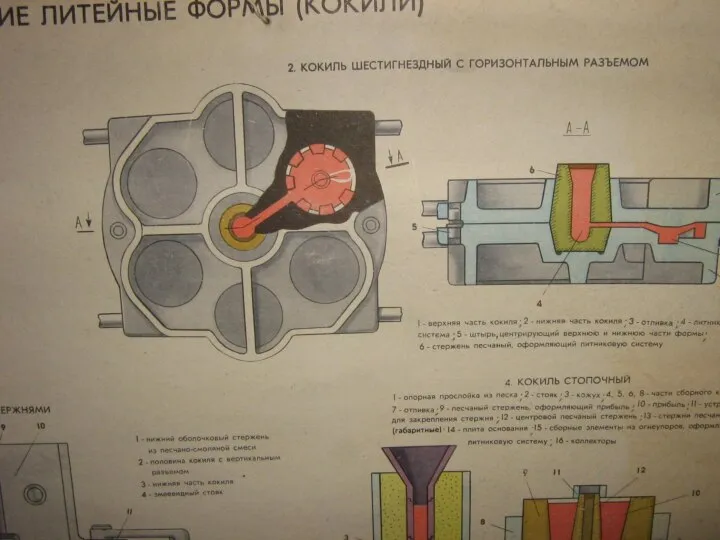
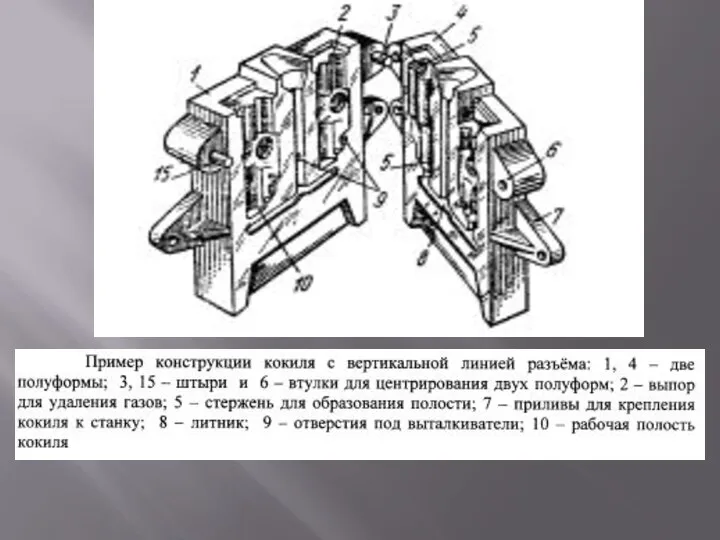
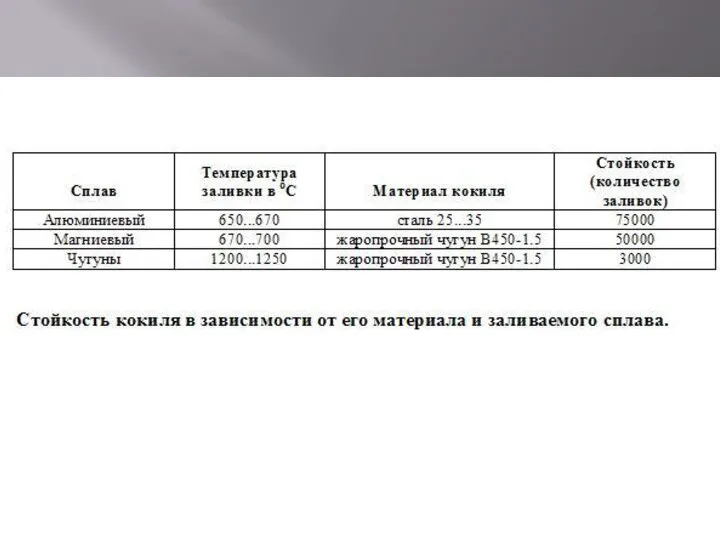
- 27. Литьё в кокиль
- 32. Литьё в кокиль Обладает высокой производительностью, использует многоразовые металлические литейные формы, предрасположен к автоматизации, улучшает технологические
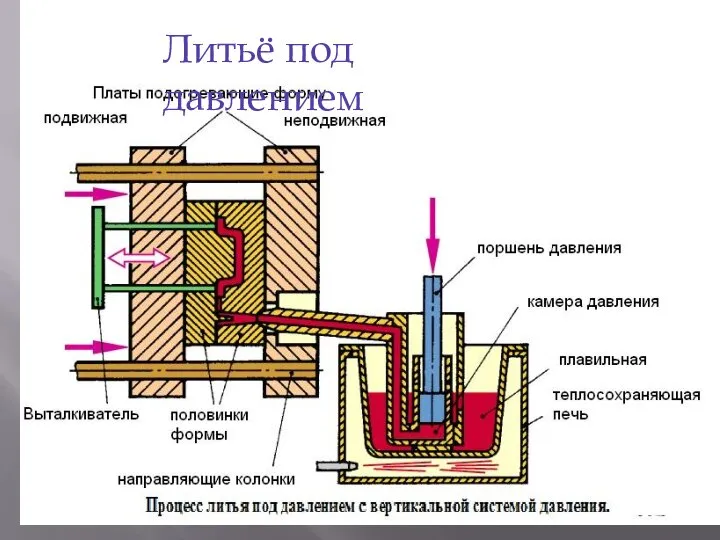
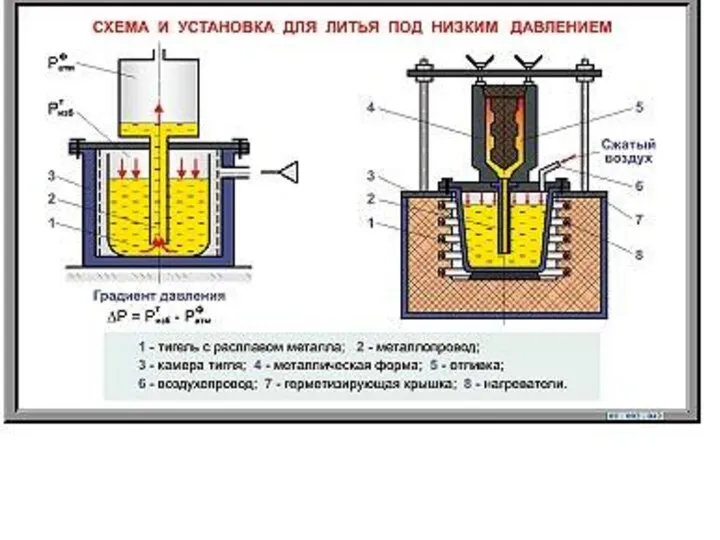
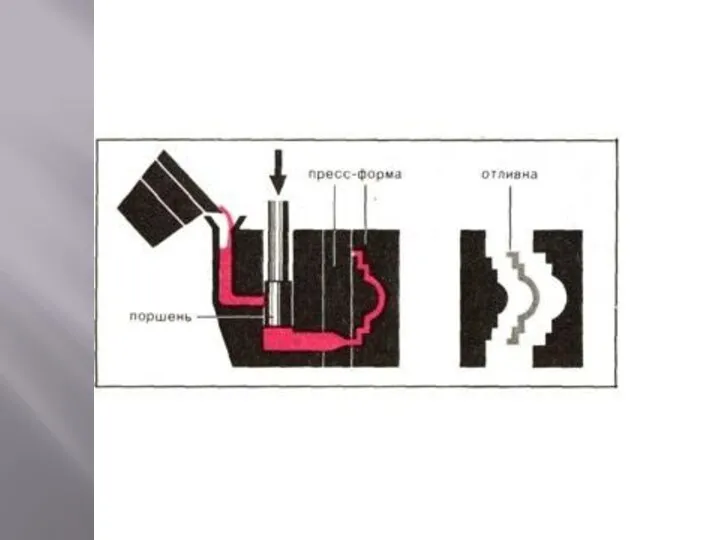
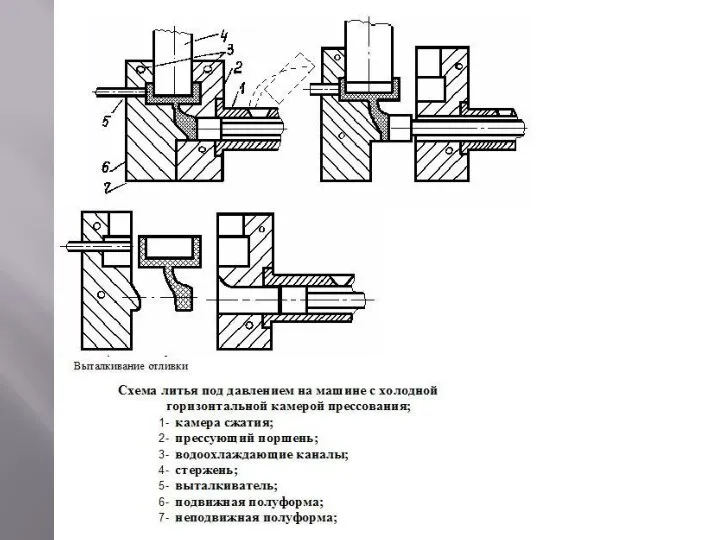
- 33. Литьё под давлением
- 40. Литьё под давлением Самый производительный способ литья. Универсален в отношении сложности конструкции отливок (возможно получение в
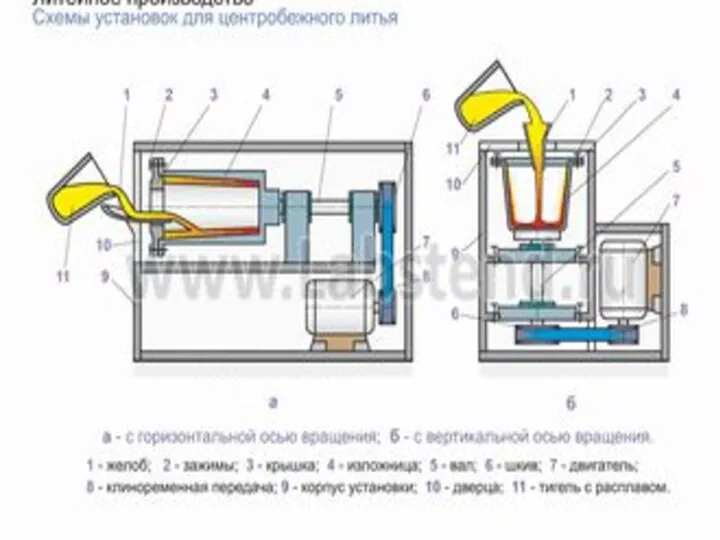
- 41. Центробежное литьё Своеобразие способа – в отсутствии литниковой системы и стержней. Внешняя поверхность оформляется вращающейся формой,
- 48. Скачать презентацию
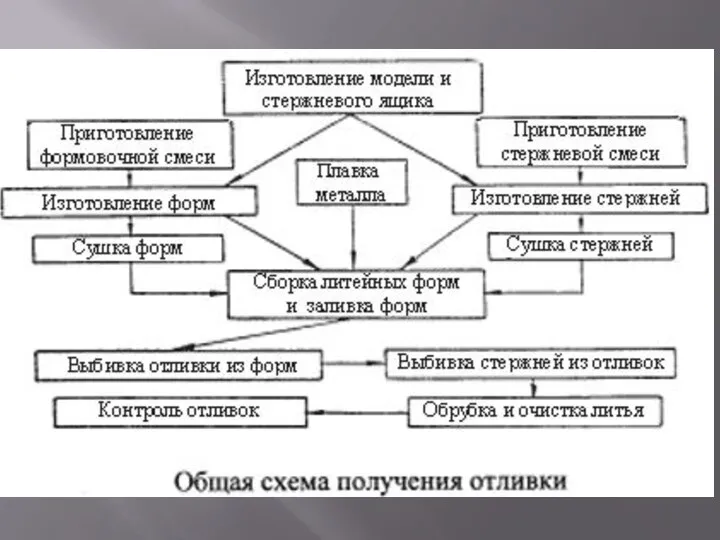
Слайд 3Технологический процесс получения отливок
Изготовление модели
Изготовление литейной формы и стержней
Расплавление исходного материала
Заливка
Извлечение отливки
Очистка
Обрубка
Зачистка
Термообработка
Технологический процесс получения отливок
Изготовление модели
Изготовление литейной формы и стержней
Расплавление исходного материала
Заливка
Извлечение отливки
Очистка
Обрубка
Зачистка
Термообработка

Слайд 5Высокий коэффициент использования материала (КИМ).
Универсальность в отношении массы, габаритных размеров, сложности, точности
Высокий коэффициент использования материала (КИМ).
Универсальность в отношении массы, габаритных размеров, сложности, точности
Слайд 6Литьё в песчано-глинистую форму
Литьё в песчано-глинистую форму


Слайд 11Литьё в песчано-глинистую форму
Самый универсальный способ в отношении размеров, массы, формы и
Литьё в песчано-глинистую форму
Самый универсальный способ в отношении размеров, массы, формы и

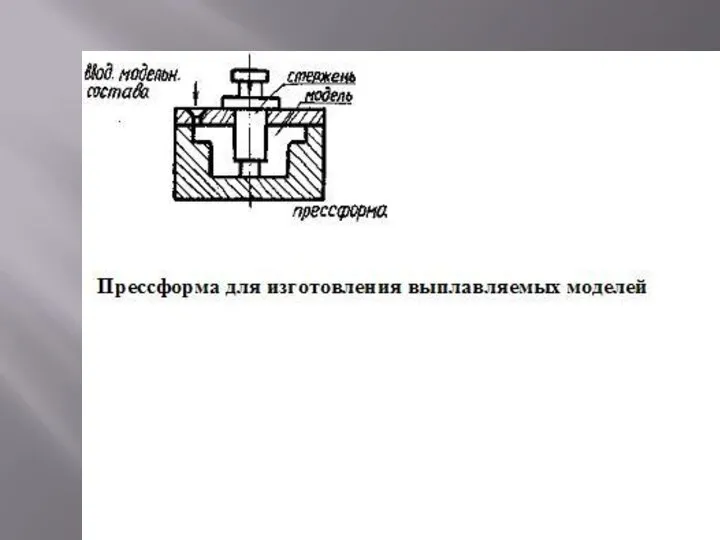




Слайд 18Литьё по выплавляемым моделям
Универсальный способ в отношении сложности конструкции и материала отливок
Литьё по выплавляемым моделям
Универсальный способ в отношении сложности конструкции и материала отливок



Слайд 25Литьё в оболочковые формы
Литьё в оболочковые формы обеспечивает производительность получения отливок несложной
Литьё в оболочковые формы
Литьё в оболочковые формы обеспечивает производительность получения отливок несложной
Слайд 27Литьё в кокиль
Литьё в кокиль
Слайд 32Литьё в кокиль
Обладает высокой производительностью, использует многоразовые металлические литейные формы, предрасположен к
Литьё в кокиль
Обладает высокой производительностью, использует многоразовые металлические литейные формы, предрасположен к
Слайд 33Литьё под давлением
Литьё под давлением


Слайд 40Литьё под давлением
Самый производительный способ литья.
Универсален в отношении сложности конструкции отливок
Литьё под давлением
Самый производительный способ литья.
Универсален в отношении сложности конструкции отливок
Слайд 41Центробежное литьё
Своеобразие способа – в отсутствии литниковой системы и стержней. Внешняя поверхность
Центробежное литьё
Своеобразие способа – в отсутствии литниковой системы и стержней. Внешняя поверхность

 Награды EY2012 6 July 2012
Награды EY2012 6 July 2012 Анализ ОАО Газпром за 2016-2017 годы
Анализ ОАО Газпром за 2016-2017 годы Планы MGRI SEG Student Chapter. Весенний семестр, 2021
Планы MGRI SEG Student Chapter. Весенний семестр, 2021 Презентация на тему Единый социальный налог
Презентация на тему Единый социальный налог  Кондитерское сырье и подготовка его к использованию. Урок – зачёт – игра
Кондитерское сырье и подготовка его к использованию. Урок – зачёт – игра Программа индивидуального развития ученицы 7 класса Руссиной Наталии
Программа индивидуального развития ученицы 7 класса Руссиной Наталии Дошкольное образование
Дошкольное образование Графический редактор PAINT
Графический редактор PAINT Presentation Mali-Russia
Presentation Mali-Russia 16. Импульс материальной точки. Другая формулировка второго закона Ньютона
16. Импульс материальной точки. Другая формулировка второго закона Ньютона История китайской живописи
История китайской живописи ГИА по химии
ГИА по химии Юридическая компания Талион
Юридическая компания Талион На безымянной высоте
На безымянной высоте Магнитные наноструктуры и их применение в спинтронике
Магнитные наноструктуры и их применение в спинтронике Использование приборов радиационной и химической разведки
Использование приборов радиационной и химической разведки Презентация на тему Межотраслевые комплексы России
Презентация на тему Межотраслевые комплексы России  Презентация на тему Культура раннего Возрождения в Италии
Презентация на тему Культура раннего Возрождения в Италии Презентация на тему Охрана животных
Презентация на тему Охрана животных  Социализация детей и подростков в семье и школе
Социализация детей и подростков в семье и школе Самоорганизующиеся молекулы.
Самоорганизующиеся молекулы. Пригородные поезда
Пригородные поезда Презентация на тему Любовная лирика Пушкина
Презентация на тему Любовная лирика Пушкина  Юрист - профессмя или прризвание
Юрист - профессмя или прризвание Технологическое дорожное картирование
Технологическое дорожное картирование Характеристика товара. Логистическая технология хранения готовой продукции
Характеристика товара. Логистическая технология хранения готовой продукции Презентация на тему СССР в начале Второй мировой войны (1939 – 1941 гг.)
Презентация на тему СССР в начале Второй мировой войны (1939 – 1941 гг.)  8-03 В поисках путей модернизации
8-03 В поисках путей модернизации