- Мастер-модель

Содержание
- 2. Мастер-модель - это изготовленная по чертежам модель в натуральную величину со всеми входящими в конструкцию деталями
- 3. В настоящее время существует два противоположных метода получения первоначальной модели. 1.Аддитивный метод (Additive – добавление) используется
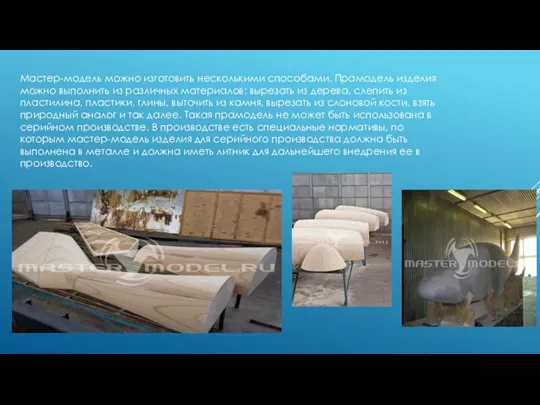
- 4. Мастер-модель можно изготовить несколькими способами. Прамодель изделия можно выполнить из различных материалов: вырезать из дерева, слепить
- 5. 1. Изготовление мастер-модели непосредственно в металле. Этот способ в основном используется для изготовления мастер-моделей не очень
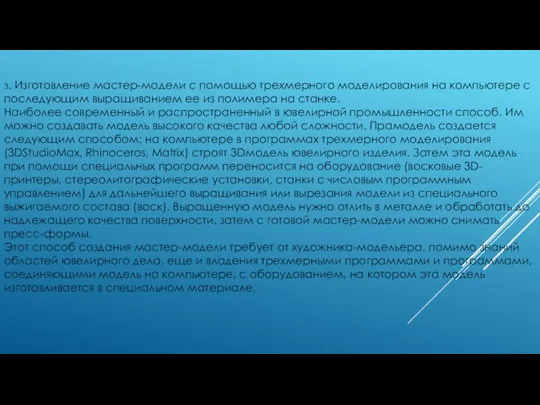
- 6. 3. Изготовление мастер-модели с помощью трехмерного моделирования на компьютере с последующим выращиванием ее из полимера на
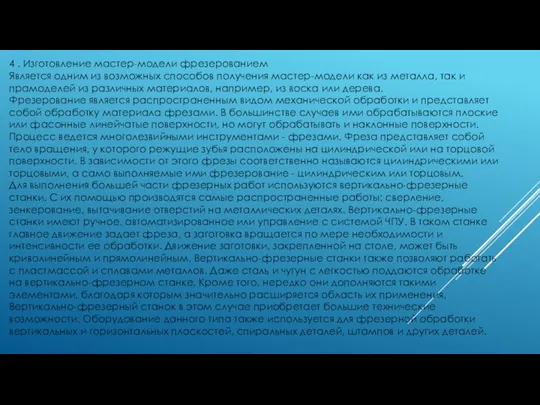
- 7. 4 . Изготовление мастер-модели фрезерованием Является одним из возможных способов получения мастер-модели как из металла, так
- 9. Скачать презентацию
Слайд 3В настоящее время существует два противоположных метода получения первоначальной модели.
1.Аддитивный метод (Additive
В настоящее время существует два противоположных метода получения первоначальной модели.
1.Аддитивный метод (Additive
Слайд 4Мастер-модель можно изготовить несколькими способами. Прамодель изделия можно выполнить из различных материалов:
Мастер-модель можно изготовить несколькими способами. Прамодель изделия можно выполнить из различных материалов:
Слайд 51. Изготовление мастер-модели непосредственно в металле.
Этот способ в основном используется для изготовления
1. Изготовление мастер-модели непосредственно в металле.
Этот способ в основном используется для изготовления
Слайд 63. Изготовление мастер-модели с помощью трехмерного моделирования на компьютере с последующим выращиванием
3. Изготовление мастер-модели с помощью трехмерного моделирования на компьютере с последующим выращиванием
Слайд 74 . Изготовление мастер-модели фрезерованием
Является одним из возможных способов получения мастер-модели как
4 . Изготовление мастер-модели фрезерованием
Является одним из возможных способов получения мастер-модели как
 Энергосбережение в быту.
Энергосбережение в быту. Технологии защиты от инсайдеров для центров обработки и хранилищ данных
Технологии защиты от инсайдеров для центров обработки и хранилищ данных Богатырская тема в искусстве
Богатырская тема в искусстве Земля - наш дом
Земля - наш дом О ходе реализации Федерального законаот 22 июля 2005 года № 116-ФЗ «Об особых экономических зонахв Российской Федерации» и плане да
О ходе реализации Федерального законаот 22 июля 2005 года № 116-ФЗ «Об особых экономических зонахв Российской Федерации» и плане да Презентация на тему Математика Древнего Востока и Китая
Презентация на тему Математика Древнего Востока и Китая Куклы-марионетки
Куклы-марионетки Новый образовательный стандарт: структура, назначение, функции
Новый образовательный стандарт: структура, назначение, функции Кубань- многонациональный край
Кубань- многонациональный край Без любви всё - ничто
Без любви всё - ничто Lernprobleme. Beginnen wir mit dem ersten Problem
Lernprobleme. Beginnen wir mit dem ersten Problem Презентация на тему Древесина как природный материал
Презентация на тему Древесина как природный материал Судебное доказывание и доказательства
Судебное доказывание и доказательства Презентация на тему Товарные знаки и знаки обслуживания
Презентация на тему Товарные знаки и знаки обслуживания  ЭФФЕКТИВНАЯ ИГРА
ЭФФЕКТИВНАЯ ИГРА unit_testirovanie
unit_testirovanie Александровская колонна Арх. Огюст Монферран Александровская колонна была воздвигнута на площади перед Зимним дворцом по воле Ни
Александровская колонна Арх. Огюст Монферран Александровская колонна была воздвигнута на площади перед Зимним дворцом по воле Ни Презентация на тему Решение задач 5 класс
Презентация на тему Решение задач 5 класс «Умножение отрицательных чисел».
«Умножение отрицательных чисел». Решение краевых задач ОДУ
Решение краевых задач ОДУ Части речи в конспектах
Части речи в конспектах лихачёв родная земля
лихачёв родная земля Братья наши меньшие.
Братья наши меньшие. По секрету всему свету: Каталог Разработчиков Программного Обеспечения
По секрету всему свету: Каталог Разработчиков Программного Обеспечения Цикл уроков_Алгоритмы
Цикл уроков_Алгоритмы Линии. Упражнения
Линии. Упражнения Презентация на тему МУНИЦИПАЛЬНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОДИНЦОВСКАЯ ГИМНАЗИЯ
Презентация на тему МУНИЦИПАЛЬНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОДИНЦОВСКАЯ ГИМНАЗИЯ Психология, как профессия
Психология, как профессия