- Методы управления качеством

Содержание
- 2. Развёртывание функции качества Бенчмаркинг Анализ видов и последствий отказов Пока–Йоке Простые статистические методы контроля качества Семь
- 3. 1. Развёртывание функции качества (Quality Function Deployment, QFD) 1966 г. ( Д. Акао, С. Мицуно, А.
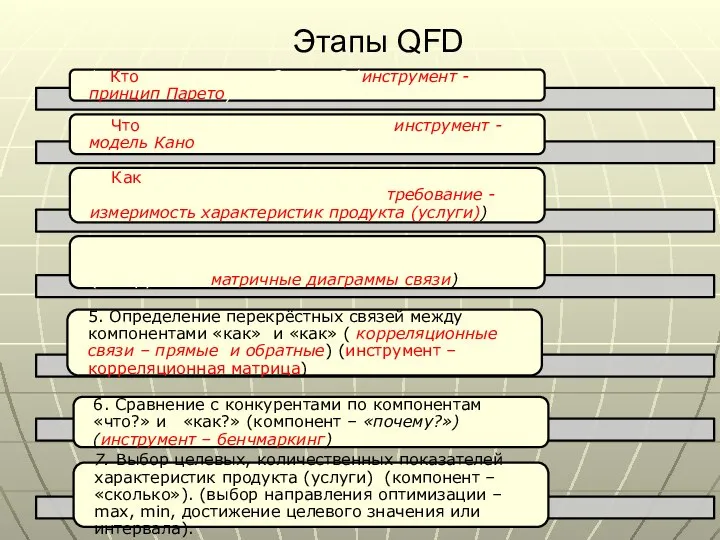
- 4. Этапы QFD
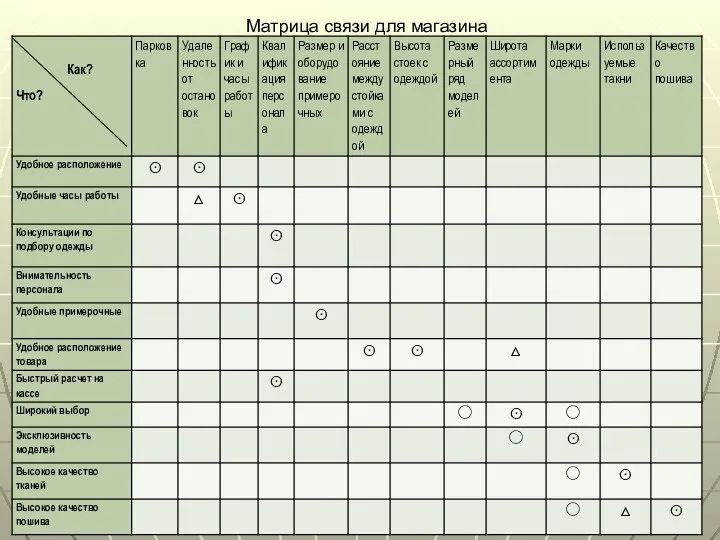
- 5. Матрица связи для магазина
- 6. 2. Бенчмаркинг Бенчмаркинг (от англ. “benchmark”- опорная точка, база) – это систематически выполняемый сравнительный анализ элементов
- 7. Виды бенчмаркинга В зависимости от предмета сравнения В зависимости от объекта сравнения
- 8. Рекомендуемые комбинации видов бенчмаркинга (Андерсен Б. Бизнес-процессы. Инструменты совершенствования. М.: Стандарты и качество, 2003)
- 9. Этапы проведения бенчмаркинга
- 10. 3. Метод анализа видов и последствий отказов Failure Mode and Effects Analysis, FMEA Последовательность реализации FMEA
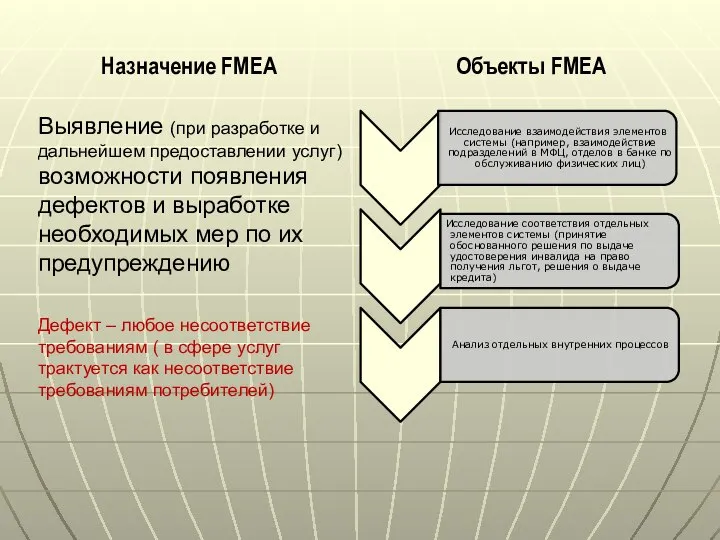
- 11. Назначение FMEA Выявление (при разработке и дальнейшем предоставлении услуг) возможности появления дефектов и выработке необходимых мер
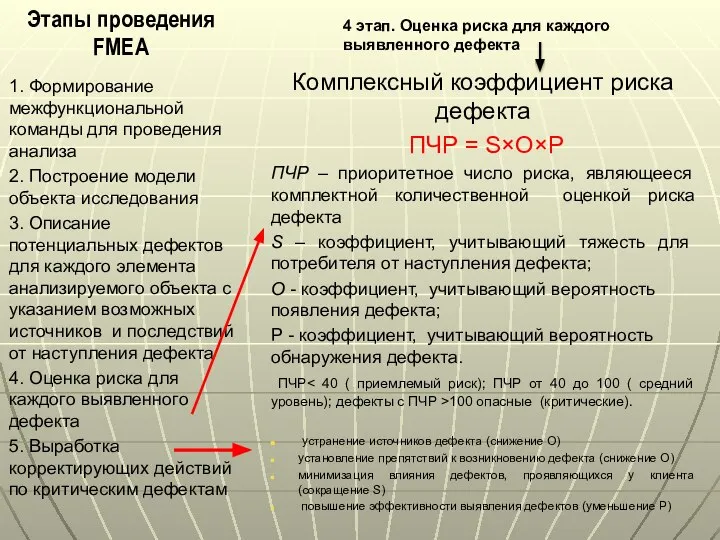
- 12. Этапы проведения FMEA 4 этап. Оценка риска для каждого выявленного дефекта Комплексный коэффициент риска дефекта ПЧР
- 13. 4. Пока–ёкэ C.Синго,1964 г. (япон. «защита от ошибок») Человеческие ошибки: Невнимательность Непонимание Неосторожность Забывчивость
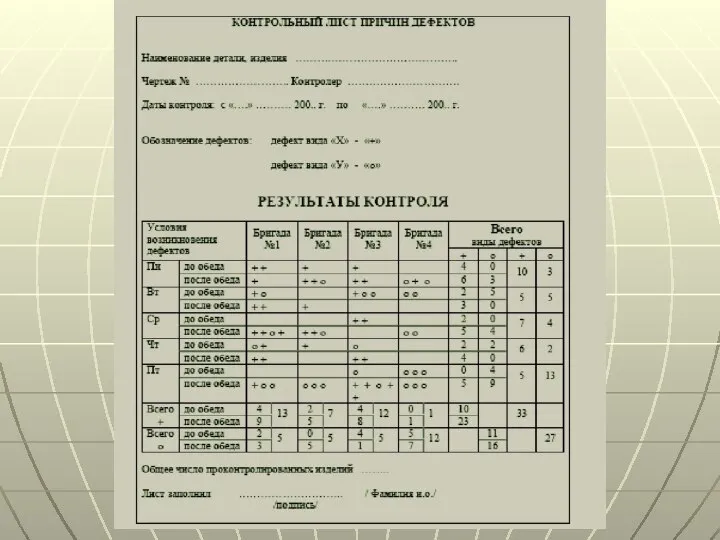
- 14. Классификация типов ошибок для применения метода в сфере услуг (Дж. Эванс, 2007) Сервисные ошибки ошибки процесса
- 15. 7 Простых инструменты контроля качества «Контроль качества состоит в том, чтобы, проверяя нужным образом подобранные данные,
- 16. Контрольный листок Гистограмма Диаграмма разброса (рассеивания) Диаграмма Парето Стратификация (расслоение данных) Диаграмма Исикавы (причинно-следственная диаграмма) Контрольная
- 17. 1. Оценка отклонений параметров от установленной нормы. Выполняется часто с помощью контрольных карт и гистограмм. 2.
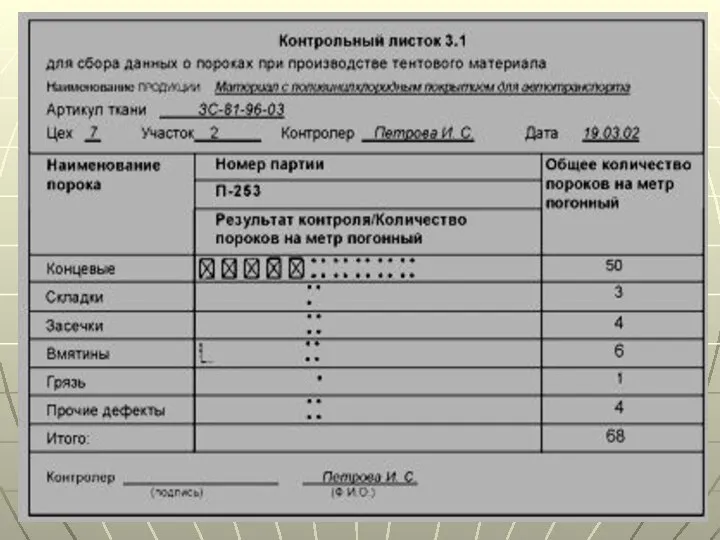
- 18. Контрольный листок Контрольный листок — это форма для систематического сбора данных и автоматического их упорядочения с
- 19. Контрольный листок - бланк для первичного сбора информации Предназначен для: а) регистрации контролируемых параметров; б) облегчения
- 20. Контрольный листок по видам жалоб в кафе
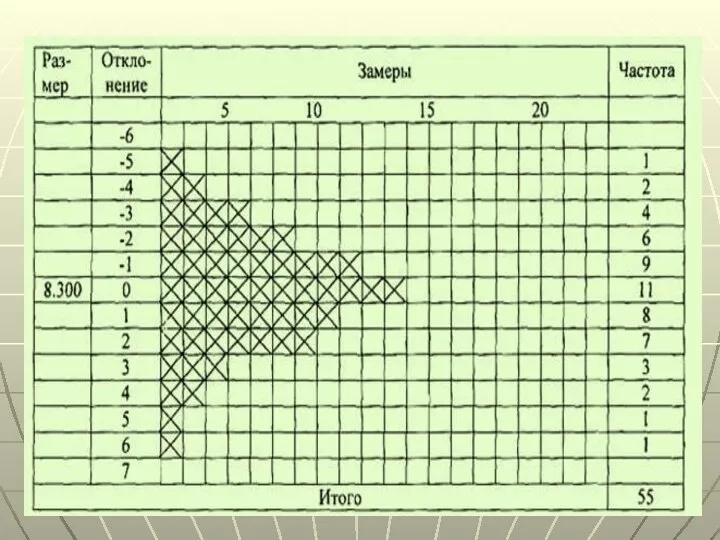
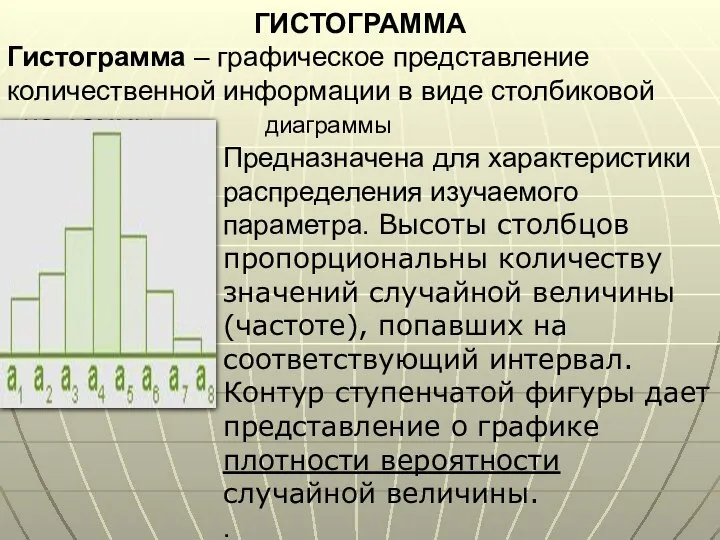
- 24. ГИСТОГРАММА Гистограмма – графическое представление количественной информации в виде столбиковой диаграммы. Предназначена для характеристики распределения изучаемого
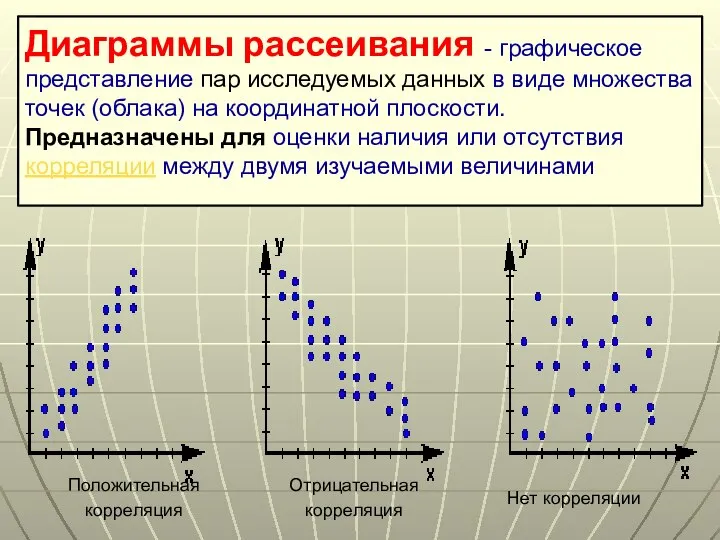
- 25. Диаграммы рассеивания - графическое представление пар исследуемых данных в виде множества точек (облака) на координатной плоскости.
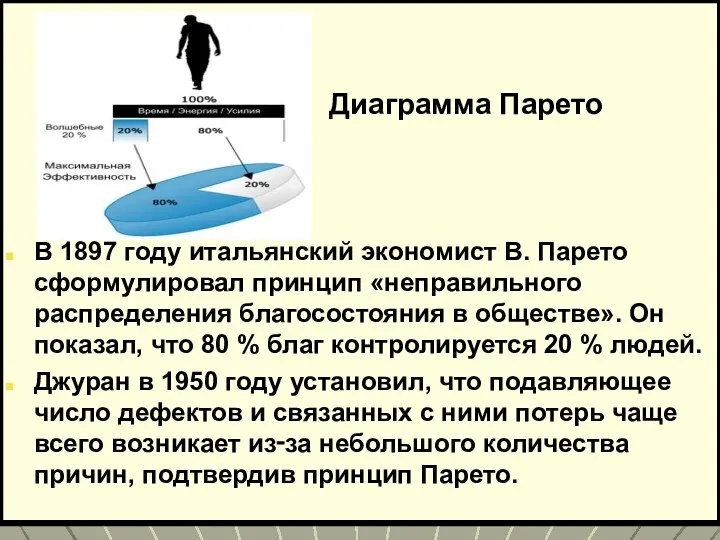
- 26. Диаграмма Парето В 1897 году итальянский экономист В. Парето сформулировал принцип «неправильного распределения благосостояния в обществе».
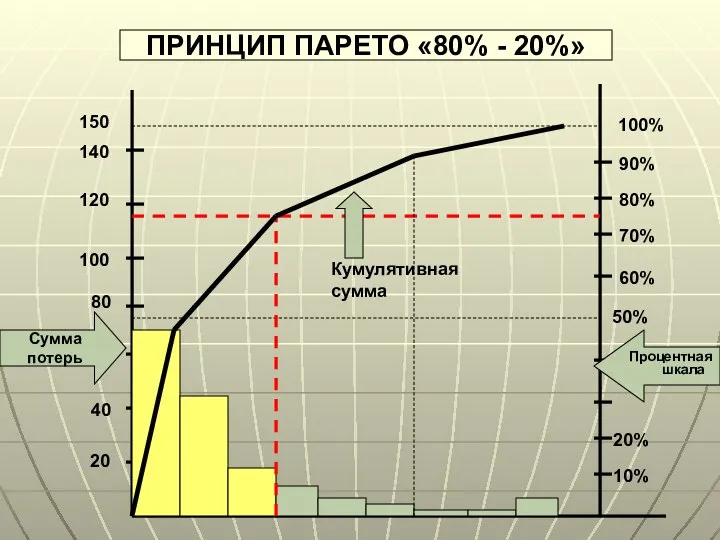
- 27. 150 100% 50% Процентная шкала 10% 20% 60% 70% 80% 90% Сумма потерь 20 40 80
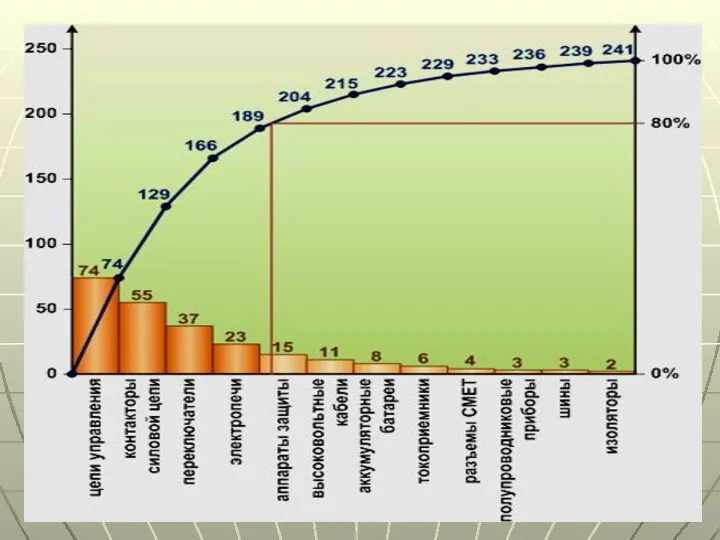
- 28. Контроль металлических заготовок
- 30. Построение диаграммы Начертите одну горизонтальную и две вертикальные оси. 1. Вертикальные оси. Нанесите на левую ось
- 31. ПРАКТИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ПОСТРОЕНИЮ ДИАГРАММ ПАРЕТО Воспользуйтесь разными принципами классификации причин (т. е. произведите стратификацию имеющихся
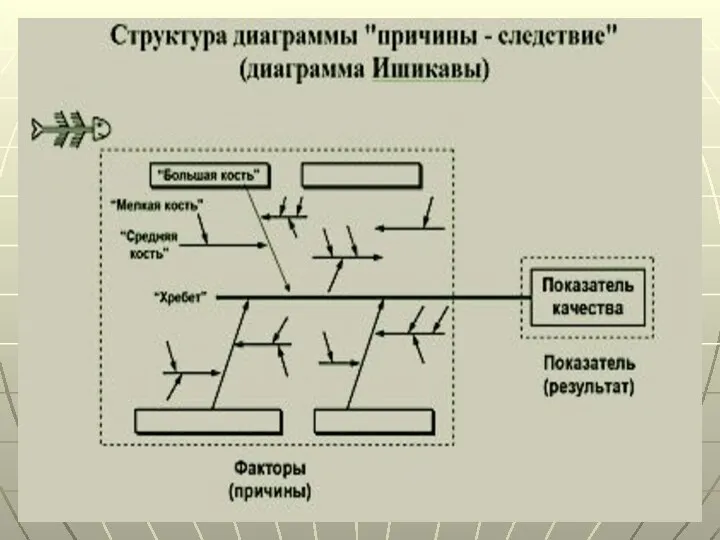
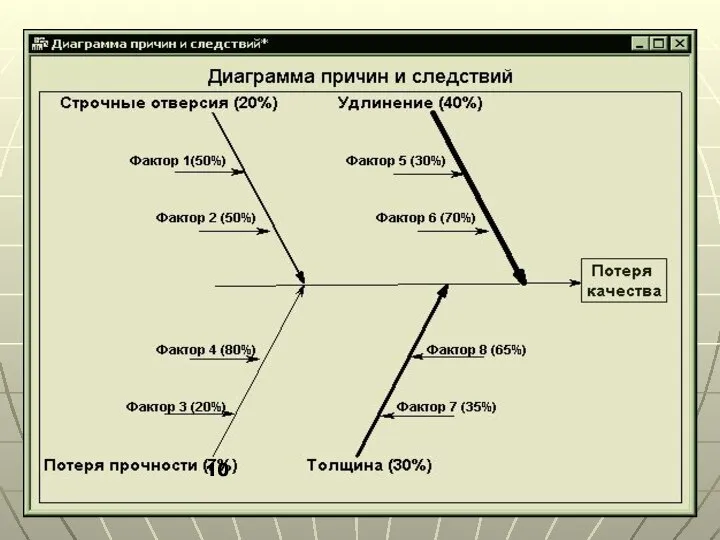
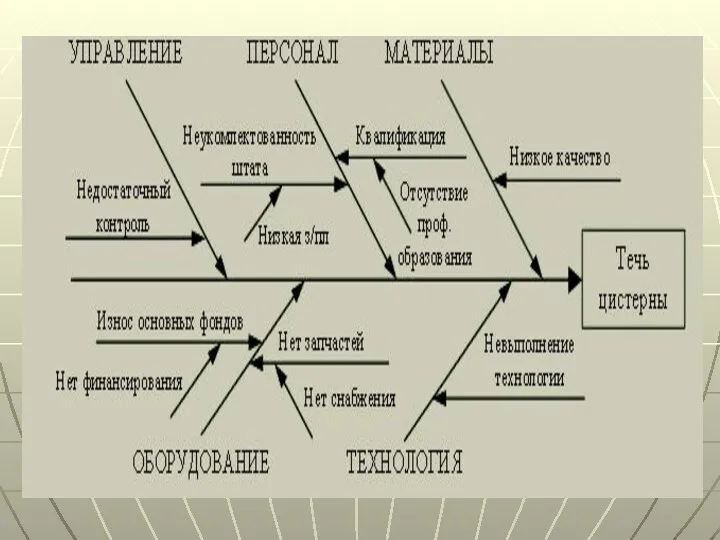
- 32. Причинно – следственная диаграмма Исикавы
- 33. Диаграмма носит название “Диаграмма причин и следствий”. Иногда ее называют также “Рыбий скелет” из-за некоторого визуального
- 35. 10
- 38. Порядок построения причинно-следственной диаграммы Определение цели Сформулируйте цель как можно точнее. Если показатель сформулирован абстрактно, то
- 39. 2. Составление списка факторов - условий, которые влияют или могут влиять на рассматриваемую проблему. При этом
- 40. 4. Построение схемы «рыбья кость» Постройте столько диаграмм причин и результатов, сколько показателей вы хотите исследовать.
- 41. КОНТРОЛЬНЫЕ КАРТЫ ШУХАРТА
- 42. Уолтер Эндрю Шухарт (1891–1967) — американский инженер, в начале прошлого века работал в Bell Laboratories. В
- 43. Шухарт сформулировал идею вариабельности процессов и их природу. Вариацией называется разница между параметрами изделий, производимых с
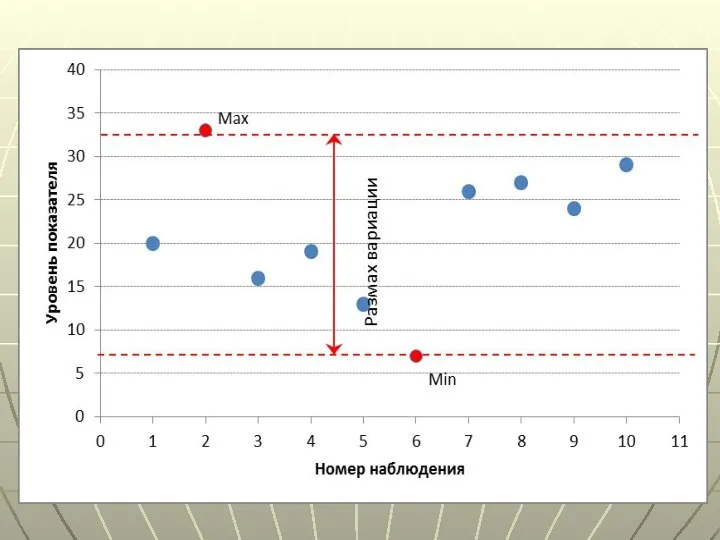
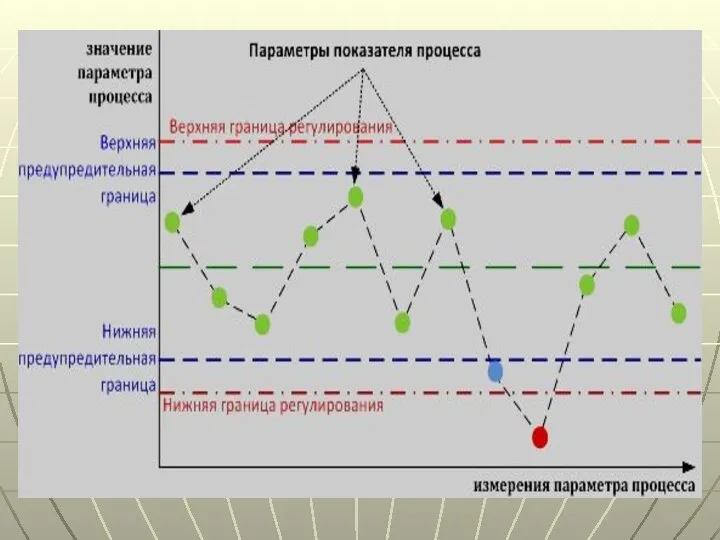
- 44. Идея контрольной карты проста: это график, на котором отмечены значения измерений и контрольные границы для них.
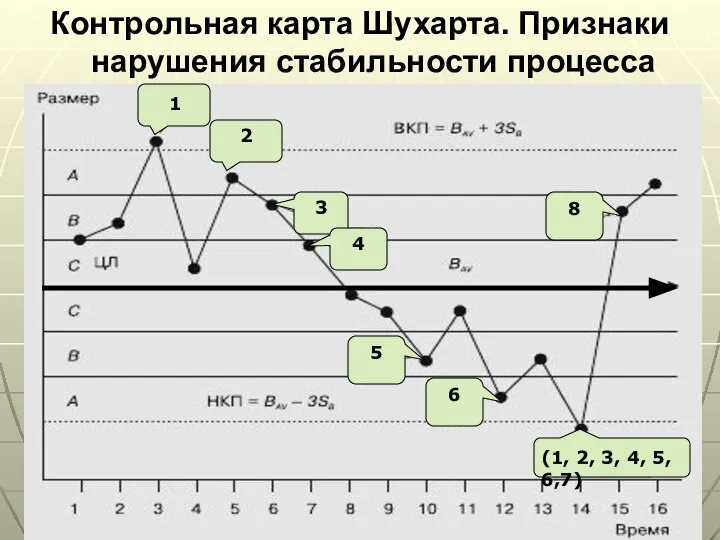
- 47. Контрольная карта Шухарта. Признаки нарушения стабильности процесса 1 2 3 4 5 6 8 (1, 2,
- 48. ДИАГРАММЫ ПОТОКОВ
- 49. Диаграмма потоков работ
- 51. Скачать презентацию
Слайд 2Развёртывание функции качества
Бенчмаркинг
Анализ видов и последствий отказов
Пока–Йоке
Простые статистические методы контроля
Развёртывание функции качества
Бенчмаркинг
Анализ видов и последствий отказов
Пока–Йоке
Простые статистические методы контроля
Слайд 31. Развёртывание функции качества
(Quality Function Deployment, QFD)
1966 г. ( Д.
1. Развёртывание функции качества
(Quality Function Deployment, QFD)
1966 г. ( Д.
Слайд 4Этапы QFD
Этапы QFD
Слайд 5Матрица связи для магазина
Матрица связи для магазина
Слайд 6
2. Бенчмаркинг
Бенчмаркинг (от англ. “benchmark”- опорная точка, база) – это систематически выполняемый
2. Бенчмаркинг
Бенчмаркинг (от англ. “benchmark”- опорная точка, база) – это систематически выполняемый
Слайд 7Виды бенчмаркинга
В зависимости от
предмета сравнения
В зависимости от
объекта сравнения
Виды бенчмаркинга
В зависимости от
предмета сравнения
В зависимости от
объекта сравнения

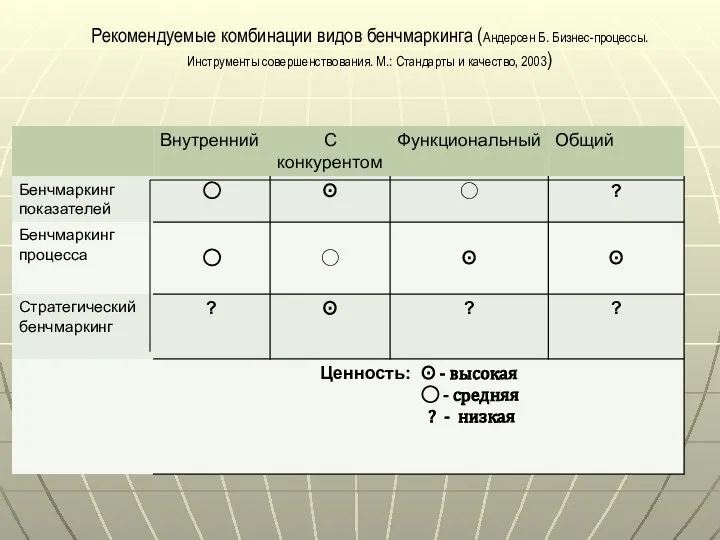
Слайд 8Рекомендуемые комбинации видов бенчмаркинга (Андерсен Б. Бизнес-процессы. Инструменты совершенствования. М.: Стандарты и
Рекомендуемые комбинации видов бенчмаркинга (Андерсен Б. Бизнес-процессы. Инструменты совершенствования. М.: Стандарты и
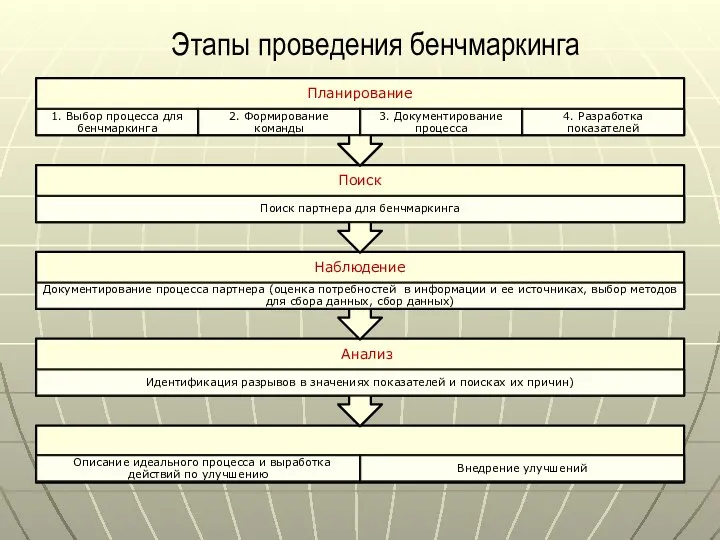
Слайд 9Этапы проведения бенчмаркинга
Этапы проведения бенчмаркинга
Слайд 10
3. Метод анализа видов и последствий отказов
Failure Mode and Effects Analysis,
3. Метод анализа видов и последствий отказов Failure Mode and Effects Analysis,
Слайд 11Назначение FMEA
Выявление (при разработке и дальнейшем предоставлении услуг) возможности появления дефектов и
Назначение FMEA
Выявление (при разработке и дальнейшем предоставлении услуг) возможности появления дефектов и
Слайд 12Этапы проведения FMEA
4 этап. Оценка риска для каждого выявленного дефекта
Комплексный коэффициент
Этапы проведения FMEA
4 этап. Оценка риска для каждого выявленного дефекта
Комплексный коэффициент
Слайд 13
4. Пока–ёкэ
C.Синго,1964 г. (япон. «защита от ошибок»)
Человеческие ошибки:
Невнимательность
Непонимание
Неосторожность
Забывчивость
4. Пока–ёкэ
C.Синго,1964 г. (япон. «защита от ошибок»)
Человеческие ошибки:
Невнимательность
Непонимание
Неосторожность
Забывчивость
Слайд 14Классификация типов ошибок для применения метода в сфере услуг (Дж. Эванс, 2007)
Классификация типов ошибок для применения метода в сфере услуг (Дж. Эванс, 2007)
Слайд 15 7 Простых инструменты
контроля качества
«Контроль качества состоит в том, чтобы,
7 Простых инструменты
контроля качества
«Контроль качества состоит в том, чтобы,
Слайд 16Контрольный листок
Гистограмма
Диаграмма разброса (рассеивания)
Диаграмма Парето
Стратификация (расслоение данных)
Диаграмма Исикавы (причинно-следственная диаграмма)
Контрольная
Контрольный листок
Гистограмма
Диаграмма разброса (рассеивания)
Диаграмма Парето
Стратификация (расслоение данных)
Диаграмма Исикавы (причинно-следственная диаграмма)
Контрольная

Слайд 171. Оценка отклонений параметров от установленной нормы. Выполняется часто с помощью контрольных карт
1. Оценка отклонений параметров от установленной нормы. Выполняется часто с помощью контрольных карт
Слайд 18Контрольный листок
Контрольный листок — это форма для систематического сбора данных и автоматического
Контрольный листок
Контрольный листок — это форма для систематического сбора данных и автоматического
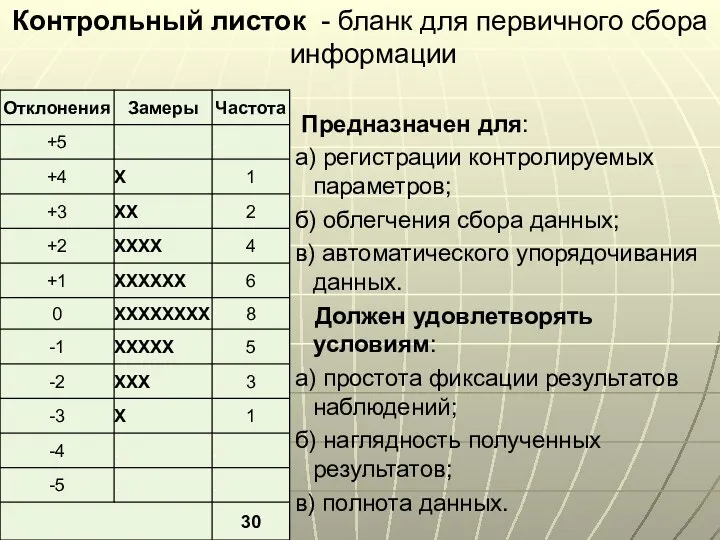
Слайд 19Контрольный листок - бланк для первичного сбора информации
Предназначен для:
а) регистрации контролируемых
Контрольный листок - бланк для первичного сбора информации
Предназначен для:
а) регистрации контролируемых
Слайд 20Контрольный листок по видам жалоб в кафе
Контрольный листок по видам жалоб в кафе

Слайд 24ГИСТОГРАММА
Гистограмма – графическое представление количественной информации в виде столбиковой диаграммы.
Предназначена для характеристики
Гистограмма – графическое представление количественной информации в виде столбиковой диаграммы.
Предназначена для характеристики
Слайд 25Диаграммы рассеивания - графическое представление пар исследуемых данных в виде множества точек
Диаграммы рассеивания - графическое представление пар исследуемых данных в виде множества точек
Слайд 26
Диаграмма Парето
В 1897 году итальянский экономист В. Парето сформулировал принцип
Диаграмма Парето
В 1897 году итальянский экономист В. Парето сформулировал принцип
Слайд 27150
100%
50%
Процентная шкала
10%
20%
60%
70%
80%
90%
Сумма потерь
20
40
80
100
120
140
Кумулятивная сумма
ПРИНЦИП ПАРЕТО «80% - 20%»
150
100%
50%
Процентная шкала
10%
20%
60%
70%
80%
90%
Сумма потерь
20
40
80
100
120
140
Кумулятивная сумма
ПРИНЦИП ПАРЕТО «80% - 20%»
Слайд 28Контроль металлических заготовок
Контроль металлических заготовок

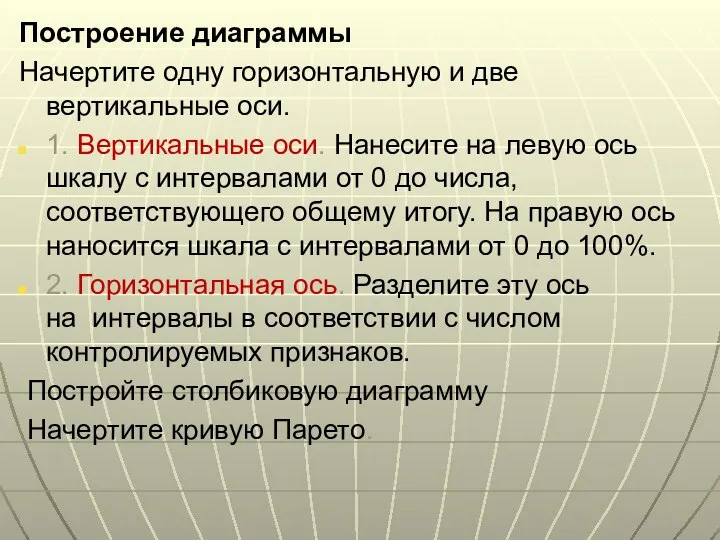
Слайд 30Построение диаграммы
Начертите одну горизонтальную и две вертикальные оси.
1. Вертикальные оси. Нанесите на левую ось
Построение диаграммы
Начертите одну горизонтальную и две вертикальные оси.
1. Вертикальные оси. Нанесите на левую ось
Слайд 31ПРАКТИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ПОСТРОЕНИЮ ДИАГРАММ ПАРЕТО
Воспользуйтесь разными принципами классификации причин (т. е.
ПРАКТИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ПОСТРОЕНИЮ ДИАГРАММ ПАРЕТО
Воспользуйтесь разными принципами классификации причин (т. е.
Слайд 32Причинно – следственная диаграмма Исикавы
Причинно – следственная диаграмма Исикавы
Слайд 33Диаграмма носит название
“Диаграмма причин и следствий”.
Иногда ее называют также
“Рыбий скелет”
из-за
Диаграмма носит название
“Диаграмма причин и следствий”.
Иногда ее называют также
“Рыбий скелет”
из-за
Слайд 3510
10

Слайд 38Порядок построения причинно-следственной диаграммы
Определение цели
Сформулируйте цель как можно точнее. Если показатель сформулирован
Порядок построения причинно-следственной диаграммы
Определение цели
Сформулируйте цель как можно точнее. Если показатель сформулирован
Слайд 392. Составление списка факторов - условий, которые влияют или могут влиять на
2. Составление списка факторов - условий, которые влияют или могут влиять на
Слайд 404. Построение схемы «рыбья кость»
Постройте столько диаграмм причин и результатов, сколько показателей
4. Построение схемы «рыбья кость»
Постройте столько диаграмм причин и результатов, сколько показателей
Слайд 41КОНТРОЛЬНЫЕ КАРТЫ ШУХАРТА
КОНТРОЛЬНЫЕ КАРТЫ ШУХАРТА
Слайд 42Уолтер Эндрю Шухарт (1891–1967) — американский инженер, в начале прошлого века работал
Уолтер Эндрю Шухарт (1891–1967) — американский инженер, в начале прошлого века работал
Слайд 43Шухарт сформулировал идею вариабельности процессов и их природу. Вариацией называется разница между
Шухарт сформулировал идею вариабельности процессов и их природу. Вариацией называется разница между
Слайд 44Идея контрольной карты проста: это график, на котором отмечены значения измерений и
Идея контрольной карты проста: это график, на котором отмечены значения измерений и
Слайд 47Контрольная карта Шухарта. Признаки нарушения стабильности процесса
1
2
3
4
5
6
8
(1, 2, 3, 4, 5, 6,7)
Контрольная карта Шухарта. Признаки нарушения стабильности процесса
1
2
3
4
5
6
8
(1, 2, 3, 4, 5, 6,7)
Слайд 48ДИАГРАММЫ ПОТОКОВ
ДИАГРАММЫ ПОТОКОВ
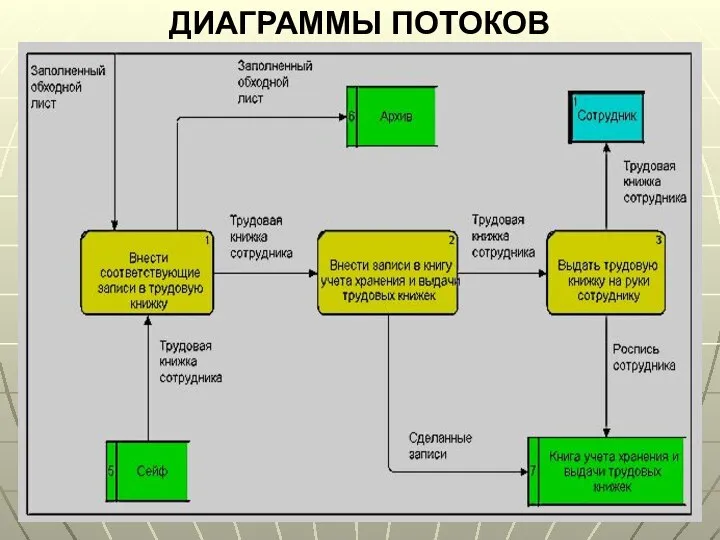
Слайд 49Диаграмма потоков работ
Диаграмма потоков работ

 Пословицы разных народов
Пословицы разных народов Текстовый редактор Word
Текстовый редактор Word Церковь Святого Виталия в Равенне
Церковь Святого Виталия в Равенне Разработка учетных и аналитических приложений в среде «1С:Предприятие»
Разработка учетных и аналитических приложений в среде «1С:Предприятие» Известные герои немецких сказок
Известные герои немецких сказок Современное состояние системы каталогов и картотек вузовских библиотек Харькова(по материалам исследования)
Современное состояние системы каталогов и картотек вузовских библиотек Харькова(по материалам исследования) Динамика развития проекта E-xecutive
Динамика развития проекта E-xecutive Этика предмет исследования
Этика предмет исследования 7 классы Гражданственность и патриотизм
7 классы Гражданственность и патриотизм Management stratуgique
Management stratуgique  BAAN 14 X vs BA 20 X (LZ)
BAAN 14 X vs BA 20 X (LZ) Проэкт по введению в специальность. Методы тестирования
Проэкт по введению в специальность. Методы тестирования Овощи в диетическом питании
Овощи в диетическом питании Опыт программного мониторинга в сфере ухода и поддержки. Достижения, проблемы, перспективы Подготовлено для Секции 9. Мониторинг
Опыт программного мониторинга в сфере ухода и поддержки. Достижения, проблемы, перспективы Подготовлено для Секции 9. Мониторинг  Организация производства. Тема 4
Организация производства. Тема 4 Складне речення з різними типами зв`язку
Складне речення з різними типами зв`язку Обобщение по теме: «Великие русские писатели»
Обобщение по теме: «Великие русские писатели» Янтарные штучки
Янтарные штучки Подобные слагаемые 6 класс
Подобные слагаемые 6 класс Азбука прав
Азбука прав Правила поведения в школе-интернате для подготовительного класса
Правила поведения в школе-интернате для подготовительного класса Источники права в Турции
Источники права в Турции We ARE TOGETHER FOREVER. - презентация
We ARE TOGETHER FOREVER. - презентация Понятие конституционного суда. Конституционный суд РФ
Понятие конституционного суда. Конституционный суд РФ Занимательные задачи по теме: "Теорема Пифагора".
Занимательные задачи по теме: "Теорема Пифагора". Инновационные методы мотивации персонала в условиях COVID-19
Инновационные методы мотивации персонала в условиях COVID-19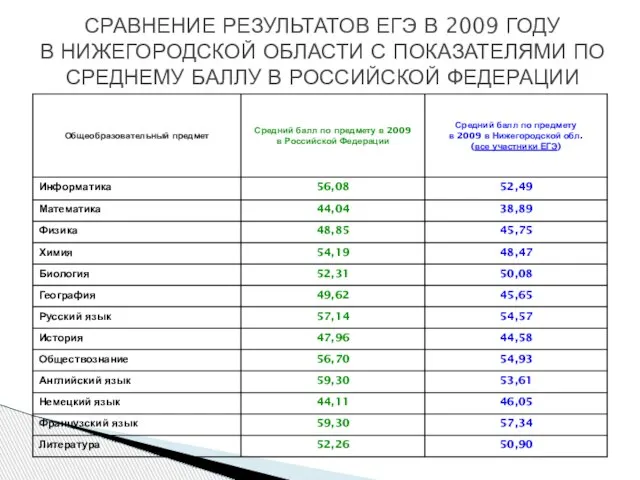 СРАВНЕНИЕ РЕЗУЛЬТАТОВ ЕГЭ В 2009 ГОДУВ НИЖЕГОРОДСКОЙ ОБЛАСТИ С ПОКАЗАТЕЛЯМИ ПО СРЕДНЕМУ БАЛЛУ В РОССИЙСКОЙ ФЕДЕРАЦИИ
СРАВНЕНИЕ РЕЗУЛЬТАТОВ ЕГЭ В 2009 ГОДУВ НИЖЕГОРОДСКОЙ ОБЛАСТИ С ПОКАЗАТЕЛЯМИ ПО СРЕДНЕМУ БАЛЛУ В РОССИЙСКОЙ ФЕДЕРАЦИИ МОУ СОШ с.Новогромово Черемховского района Иркутской области
МОУ СОШ с.Новогромово Черемховского района Иркутской области