- Монтаж бетонных плит покрытия

Содержание
- 2. Технологический процесс монтажа плит перекрытия Монтаж должен выполняться опытными специалистами, обладающими необходимыми знаниями в области строительства.
- 3. Перед монтажом перекрытий выполняется опалубка.
- 4. На подготовительном этапе проверяется гидроизоляция фундамента на отсутствие разрывов и дефектов. Монтажные работы плит перекрытия производятся
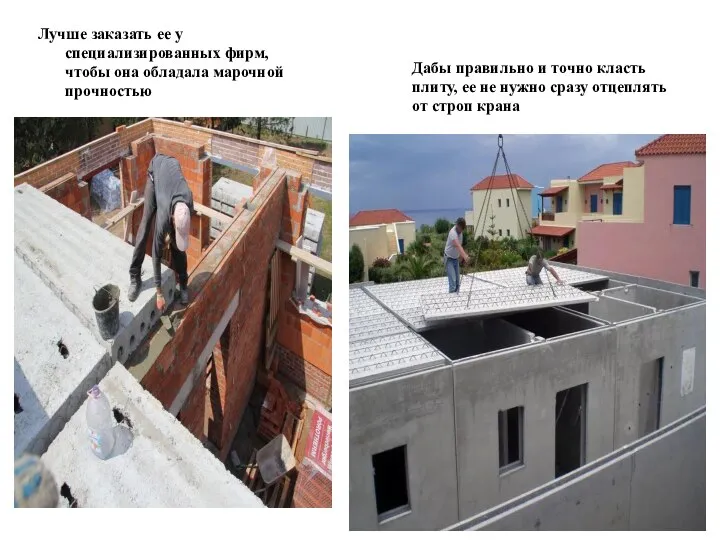
- 5. Лучше заказать ее у специализированных фирм, чтобы она обладала марочной прочностью Дабы правильно и точно класть
- 6. Специалисты предупреждают, что пустотные плиты лучше устанавливать на две короткие стороны Профессионалы советуют не рубить болгаркой
- 7. Когда монтаж перекрытия закончен, начинают процесс укладки арматуры. Анкеровка предусмотрена для фиксации плит и придания всей
- 8. Стоит акцентировать внимание на том, что возведение сооружений относится к деятельности с высокой степенью опасности
- 9. Инструменты при монтаже Монтажный лом Кельма Траверсы Захваты Стойки Подкос
- 10. Стропы Автокран Струбцины и хомуты Кондуктор Уровень в деревянном или металлическом корпусе Складной метр и рулетка
- 11. Сварка вертикальных швов При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного
- 12. Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой
- 13. Лестница- используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор Треугольник - это
- 14. В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно
- 15. Для правильного формирования шва при сварке плавящимся электродом необходимо электрод по отношению к поверхности свариваемого металла
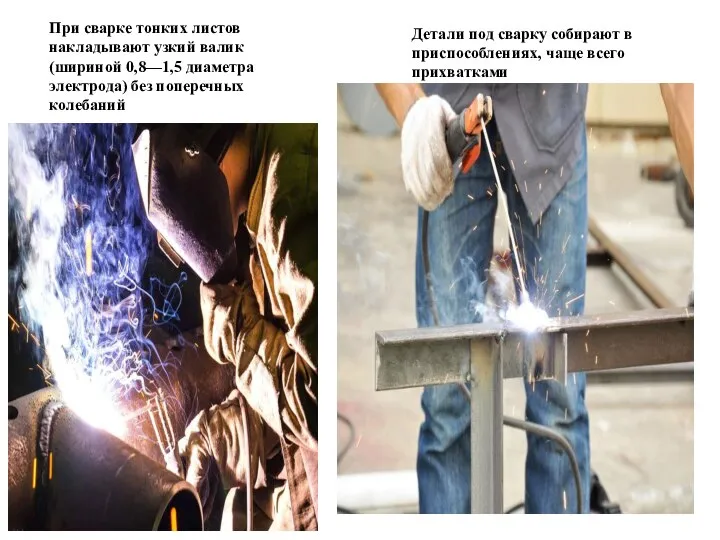
- 16. Детали под сварку собирают в приспособлениях, чаще всего прихватками При сварке тонких листов накладывают узкий валик
- 17. При сварке встык шва с V-образной разделкой дугу зажигают вблизи скоса кромок и наплавляют валик металла
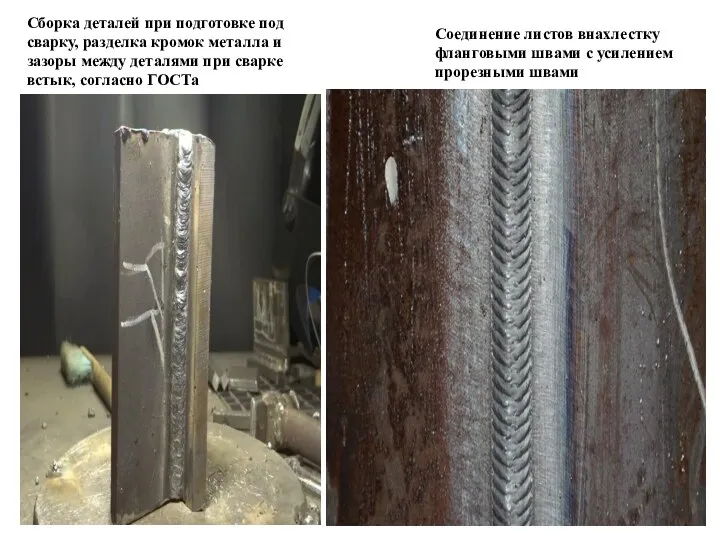
- 18. Соединение листов внахлестку фланговыми швами с усилением прорезными швами Сборка деталей при подготовке под сварку, разделка
- 19. Короткие швы выполняют на проход — от начала шва до его конца. Для повышения работоспособности сварных
- 21. Скачать презентацию
Слайд 2Технологический процесс монтажа плит перекрытия
Монтаж должен выполняться опытными специалистами, обладающими необходимыми знаниями
Технологический процесс монтажа плит перекрытия
Монтаж должен выполняться опытными специалистами, обладающими необходимыми знаниями

Слайд 3Перед
монтажом
перекрытий
выполняется
опалубка.
Перед
монтажом
перекрытий
выполняется
опалубка.

Слайд 4На подготовительном этапе проверяется гидроизоляция фундамента на отсутствие разрывов и дефектов.
Монтажные работы
На подготовительном этапе проверяется гидроизоляция фундамента на отсутствие разрывов и дефектов.
Монтажные работы

Слайд 5Лучше заказать ее у специализированных фирм, чтобы она обладала марочной прочностью
Дабы правильно
Лучше заказать ее у специализированных фирм, чтобы она обладала марочной прочностью
Дабы правильно
Слайд 6Специалисты предупреждают, что пустотные плиты лучше устанавливать на две короткие стороны
Профессионалы советуют не
Специалисты предупреждают, что пустотные плиты лучше устанавливать на две короткие стороны
Профессионалы советуют не

Слайд 7Когда монтаж перекрытия закончен, начинают процесс укладки арматуры. Анкеровка предусмотрена для фиксации
Когда монтаж перекрытия закончен, начинают процесс укладки арматуры. Анкеровка предусмотрена для фиксации

Слайд 8Стоит акцентировать внимание на том, что возведение сооружений относится к деятельности с
Стоит акцентировать внимание на том, что возведение сооружений относится к деятельности с

Слайд 9Инструменты при монтаже
Монтажный лом
Кельма
Траверсы
Захваты
Стойки
Подкос
Инструменты при монтаже
Монтажный лом
Кельма
Траверсы
Захваты
Стойки
Подкос

Слайд 10Стропы
Автокран
Струбцины и хомуты
Кондуктор
Уровень в деревянном или металлическом корпусе
Складной метр и рулетка
Стропы
Автокран
Струбцины и хомуты
Кондуктор
Уровень в деревянном или металлическом корпусе
Складной метр и рулетка

Слайд 11Сварка вертикальных швов
При электродуговой методике металл в кратере шва при вертикальном положении
Сварка вертикальных швов
При электродуговой методике металл в кратере шва при вертикальном положении

Слайд 12Если же вы решили произвести сварку вертикального шва сверху вниз, то это
Если же вы решили произвести сварку вертикального шва сверху вниз, то это

Слайд 13Лестница- используется в том случае, когда между спаиваемыми деталями образуется слишком большой
Лестница- используется в том случае, когда между спаиваемыми деталями образуется слишком большой

Слайд 14В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки
В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки

Слайд 15Для правильного формирования шва при сварке плавящимся электродом необходимо электрод по отношению
Для правильного формирования шва при сварке плавящимся электродом необходимо электрод по отношению

Слайд 16Детали под сварку собирают в приспособлениях, чаще всего прихватками
При сварке тонких листов
Детали под сварку собирают в приспособлениях, чаще всего прихватками
При сварке тонких листов
Слайд 17При сварке встык шва с V-образной разделкой дугу зажигают вблизи скоса кромок
При сварке встык шва с V-образной разделкой дугу зажигают вблизи скоса кромок

Слайд 18Соединение листов внахлестку фланговыми швами с усилением прорезными швами
Сборка деталей при подготовке
Соединение листов внахлестку фланговыми швами с усилением прорезными швами
Сборка деталей при подготовке
Слайд 19Короткие швы выполняют на проход — от начала шва до его конца.
Для
Короткие швы выполняют на проход — от начала шва до его конца.
Для

 ТРАНСПОРТНОЕ ОБРАЗОВАНИЕ И НАУКУ НА СЛУЖБУ ТРАНСПОРТУ
ТРАНСПОРТНОЕ ОБРАЗОВАНИЕ И НАУКУ НА СЛУЖБУ ТРАНСПОРТУ Жестокое обращение с ребенком
Жестокое обращение с ребенком Семейство тяжелых рядных дизельных двигателей ЯМЗ-650 Общее описание конструкции Основные элементы систем и механизмов двигате
Семейство тяжелых рядных дизельных двигателей ЯМЗ-650 Общее описание конструкции Основные элементы систем и механизмов двигате МАРКЕТИНГ В Е. - презентация
МАРКЕТИНГ В Е. - презентация Банковские карты
Банковские карты Элективный курс «Удивительная линейка»
Элективный курс «Удивительная линейка» Добро пожаловать в команду МИРАТОРГ
Добро пожаловать в команду МИРАТОРГ Кодирование и обработка графической и мультимедийной информации
Кодирование и обработка графической и мультимедийной информации Порядок присвоения квалификационных разрядов работникам дистанции пути
Порядок присвоения квалификационных разрядов работникам дистанции пути Использование метода проектов на уроках информатики для развития творческой личности учащихся
Использование метода проектов на уроках информатики для развития творческой личности учащихся Проблемы загрязнения воды
Проблемы загрязнения воды Искусство северного возрождения. А. ДЮРЕР
Искусство северного возрождения. А. ДЮРЕР Снятие мерок с фигуры человека
Снятие мерок с фигуры человека Своя игра Татьянин день
Своя игра Татьянин день Налоговые и неналоговые доходы местных бюджетов и пути укрепления их доходной базы
Налоговые и неналоговые доходы местных бюджетов и пути укрепления их доходной базы Скелет человека. Осевой скелет
Скелет человека. Осевой скелет Зачем изучать логарифмы
Зачем изучать логарифмы  Защита от инфразвукового оружия
Защита от инфразвукового оружия Производство брикетного топлива
Производство брикетного топлива Методические рекомендации к составлению основной общеобразовательной программы ДОУ компенсирующего вида
Методические рекомендации к составлению основной общеобразовательной программы ДОУ компенсирующего вида Сложные условия на Паскале
Сложные условия на Паскале Наш общий дом - Природа!
Наш общий дом - Природа! Деревья
Деревья Презентация на тему Интерференция света
Презентация на тему Интерференция света Memoreon. Идея проекта
Memoreon. Идея проекта «Где рождаются законы»
«Где рождаются законы» Как сделать слайд-презентацию эффективной
Как сделать слайд-презентацию эффективной Алкоголь
Алкоголь