- Научные основы современного машиностроения

Содержание
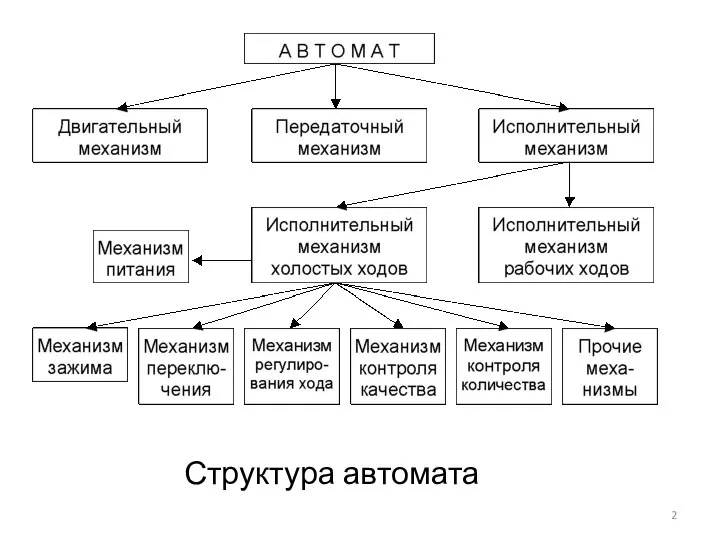
- 2. Структура автомата
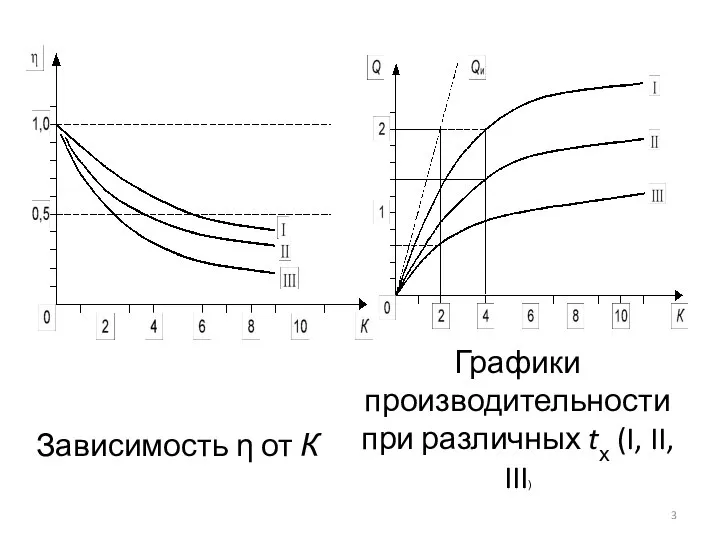
- 3. Зависимость η от К Графики производительности при различных tх (I, II, III)
- 4. Этапы и фазы ЖЦИ
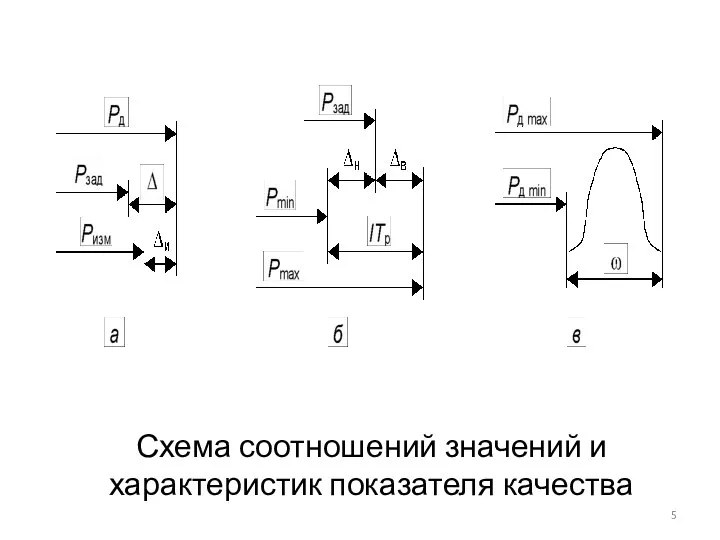
- 5. Схема соотношений значений и характеристик показателя качества
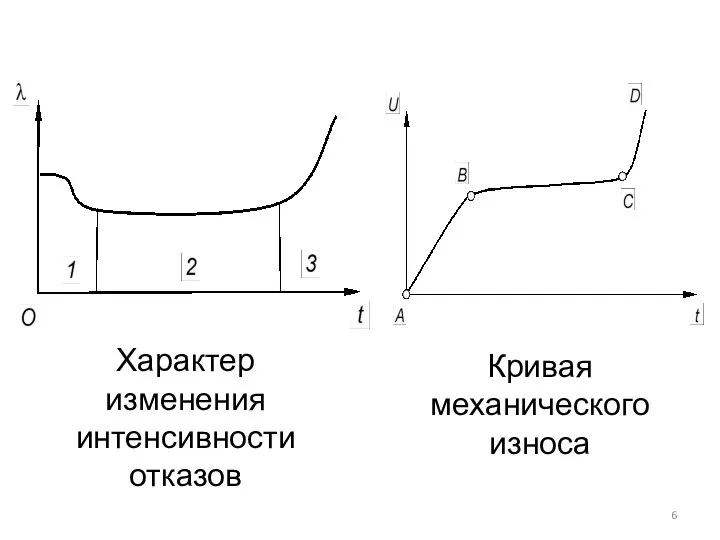
- 6. Кривая механического износа Характер изменения интенсивности отказов
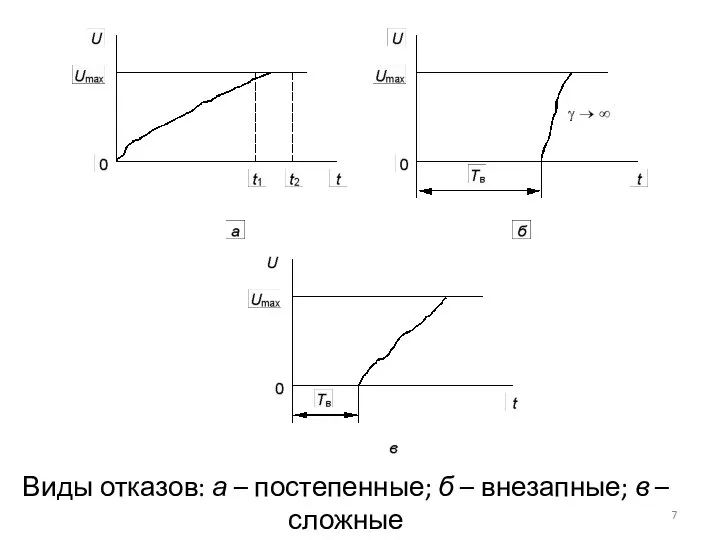
- 7. Виды отказов: а – постепенные; б – внезапные; в – сложные
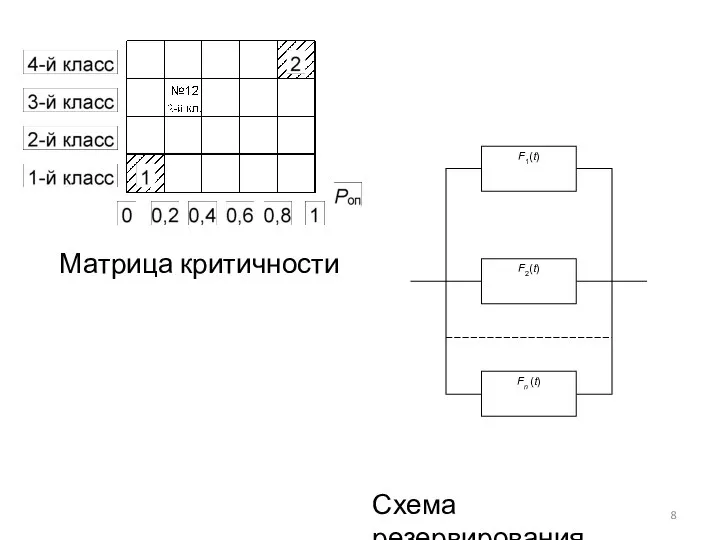
- 8. Схема резервирования Матрица критичности
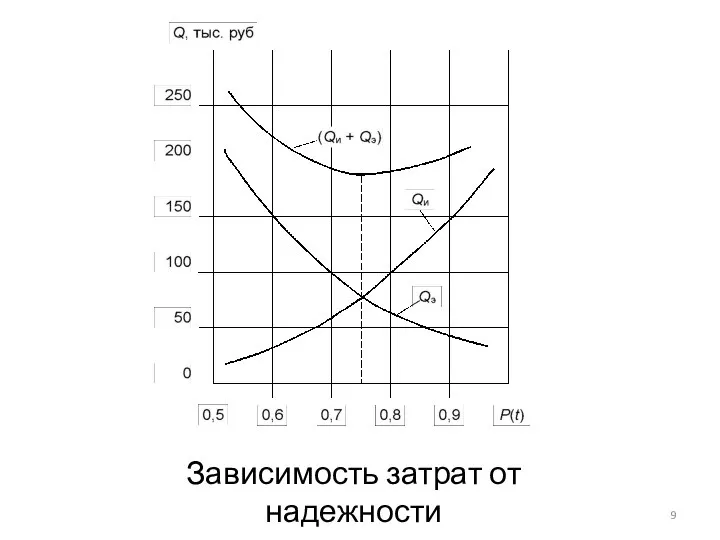
- 9. Зависимость затрат от надежности
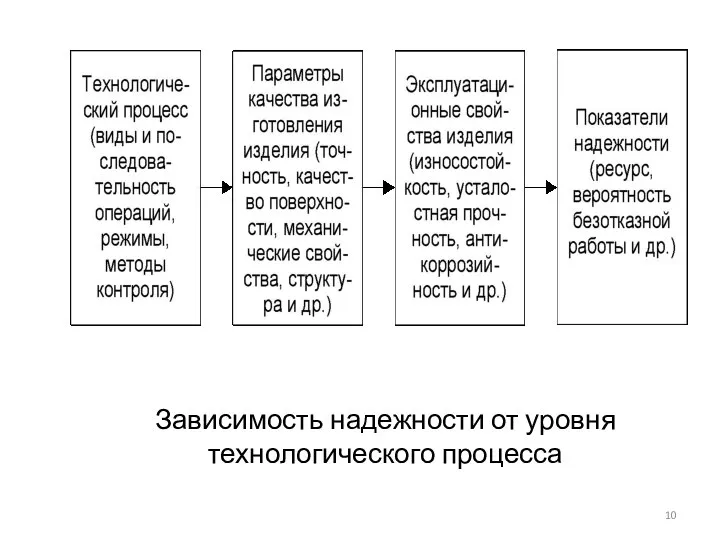
- 10. Зависимость надежности от уровня технологического процесса
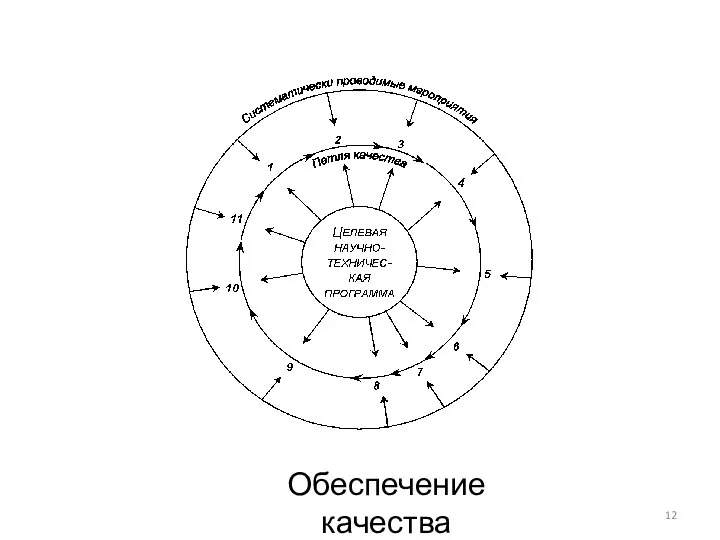
- 11. Система управления качеством (петля качества)
- 12. Обеспечение качества
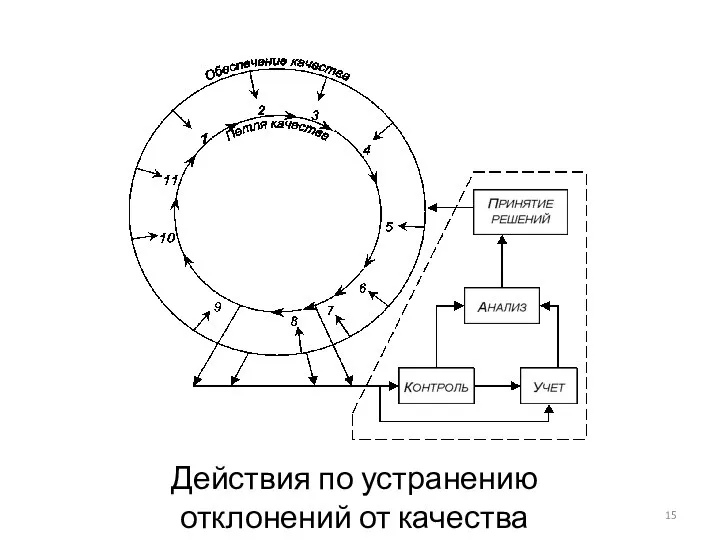
- 15. Действия по устранению отклонений от качества
- 16. Функциональная схема управления качества продукции на производстве
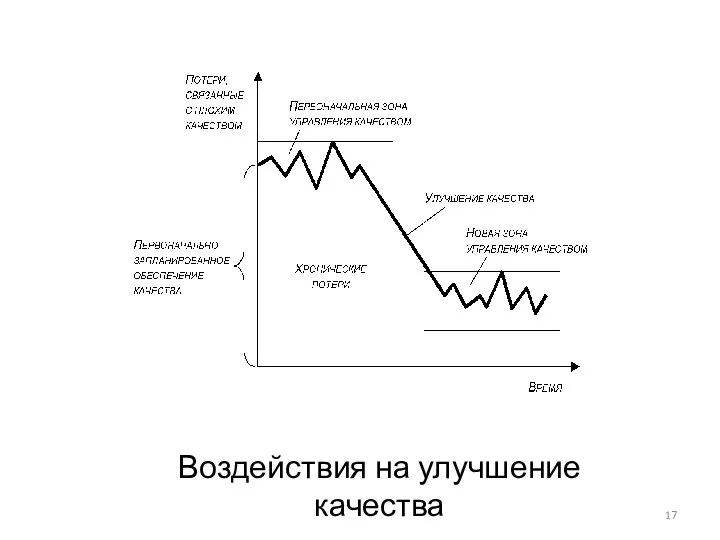
- 17. Воздействия на улучшение качества
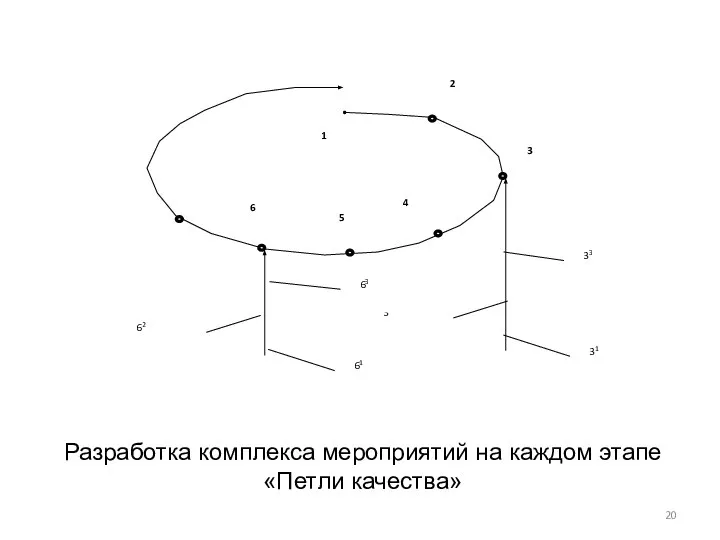
- 20. Разработка комплекса мероприятий на каждом этапе «Петли качества»
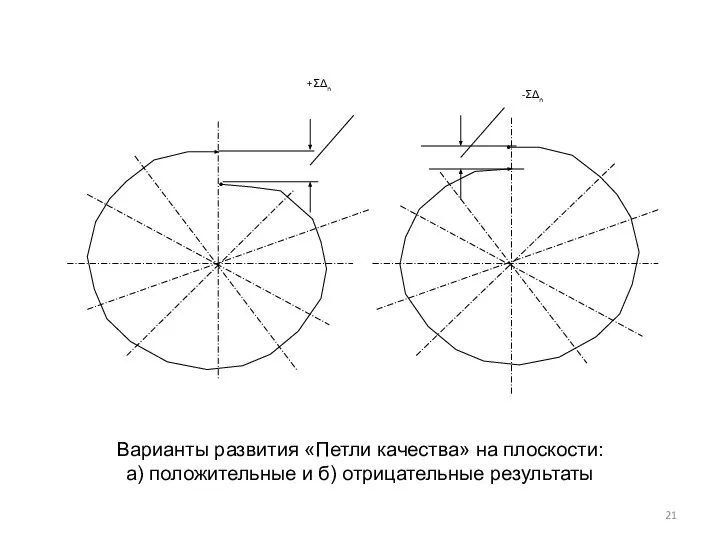
- 21. Варианты развития «Петли качества» на плоскости: а) положительные и б) отрицательные результаты
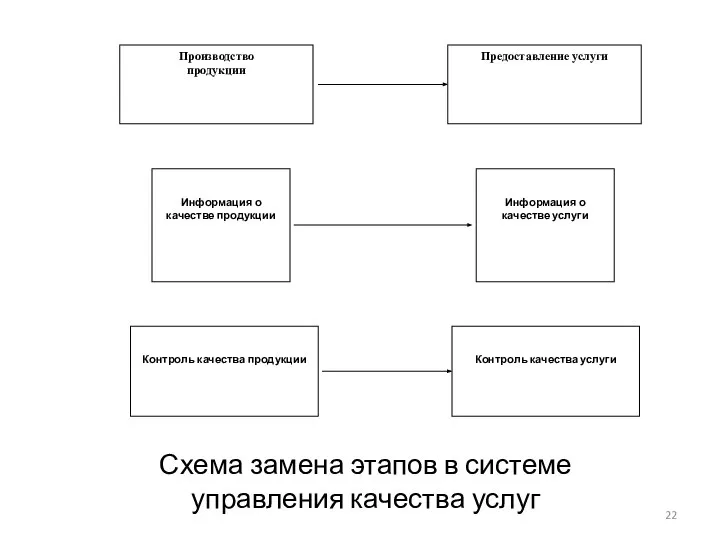
- 22. Схема замена этапов в системе управления качества услуг
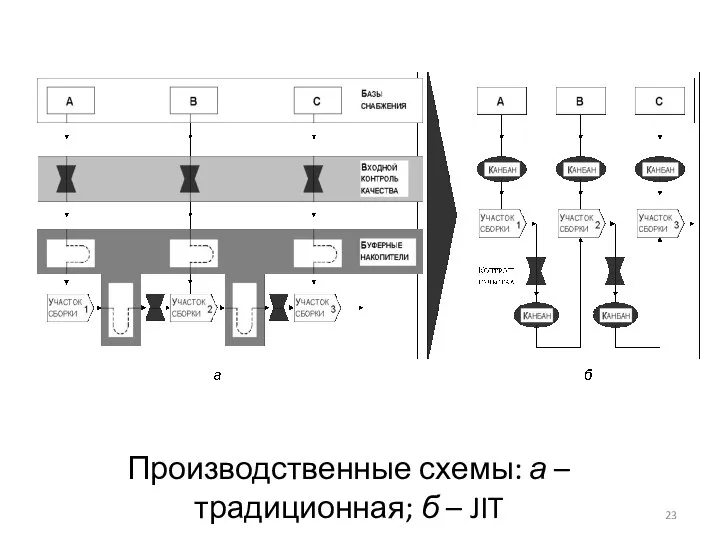
- 23. Производственные схемы: а – традиционная; б – JIT
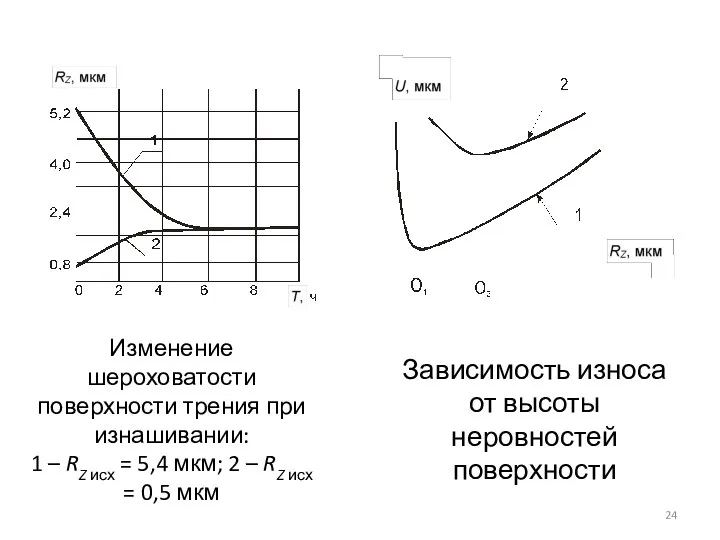
- 24. Изменение шероховатости поверхности трения при изнашивании: 1 – RZ исх = 5,4 мкм; 2 – RZ
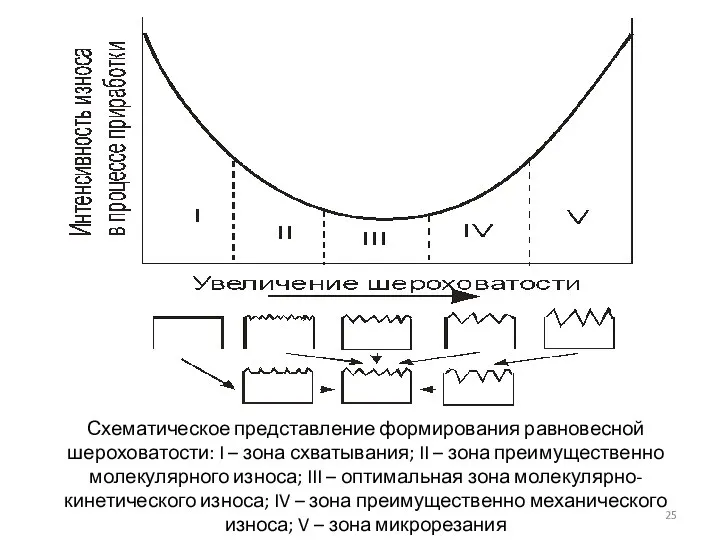
- 25. Схематическое представление формирования равновесной шероховатости: I – зона схватывания; II – зона преимущественно молекулярного износа; III
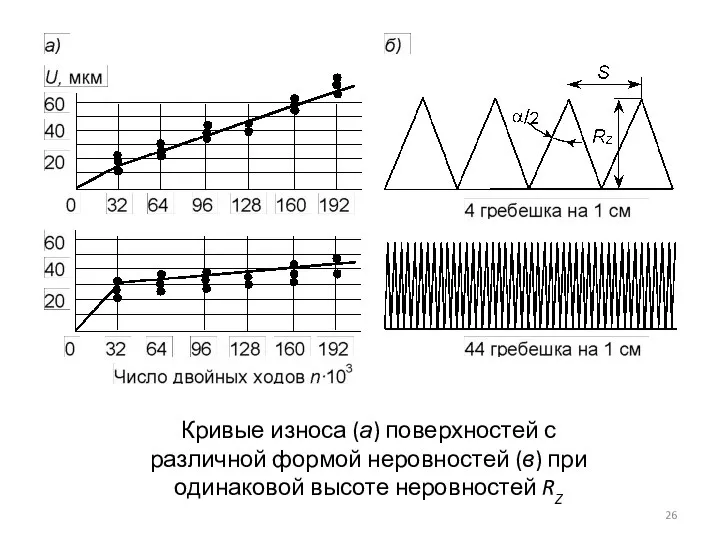
- 26. Кривые износа (а) поверхностей с различной формой неровностей (в) при одинаковой высоте неровностей RZ
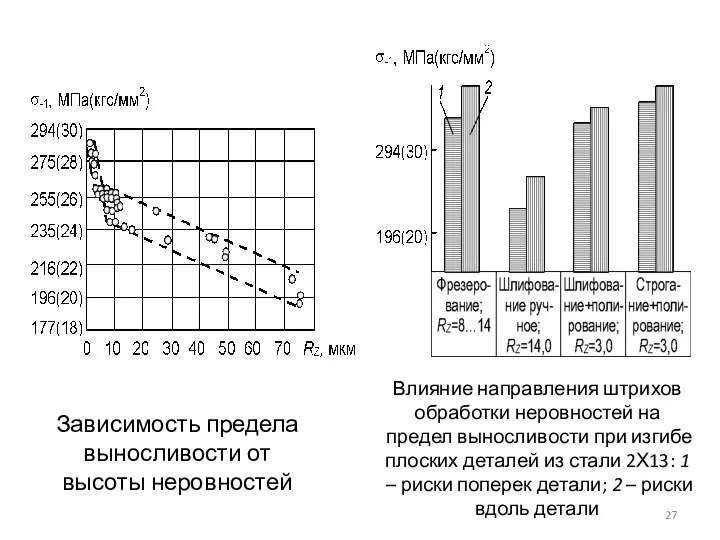
- 27. Зависимость предела выносливости от высоты неровностей Влияние направления штрихов обработки неровностей на предел выносливости при изгибе
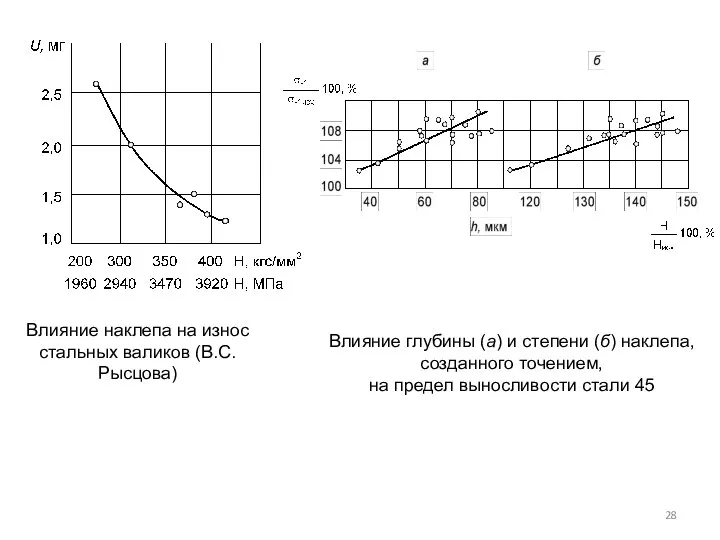
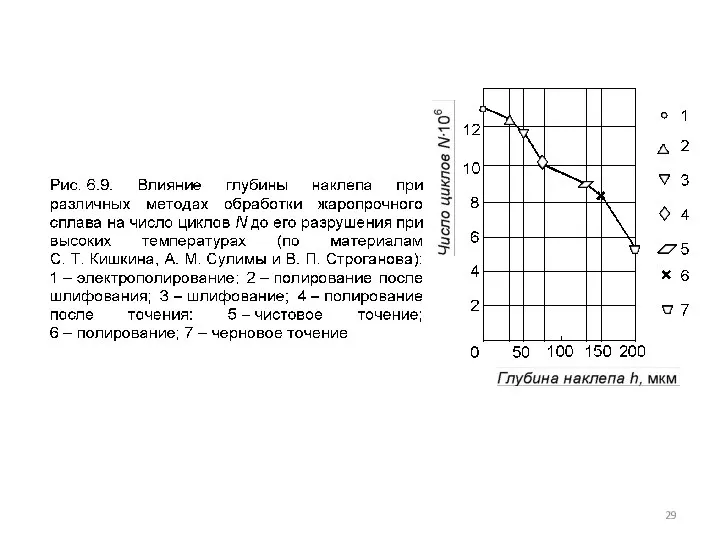
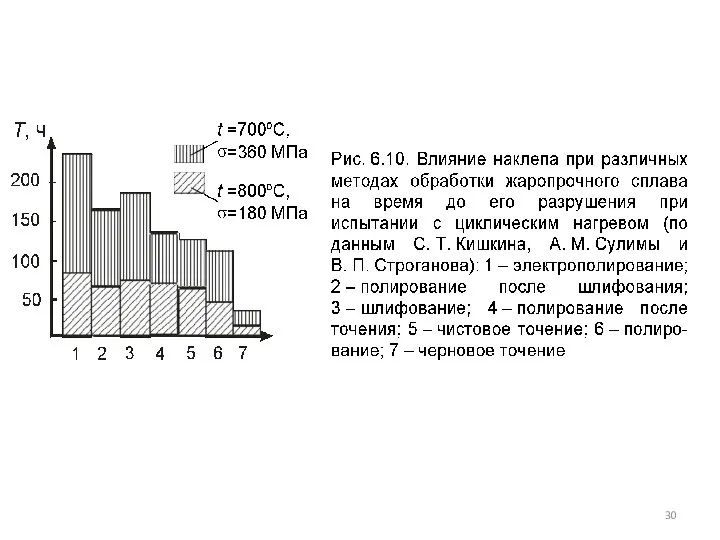
- 28. Влияние наклепа на износ стальных валиков (В.С. Рысцова) Влияние глубины (а) и степени (б) наклепа, созданного
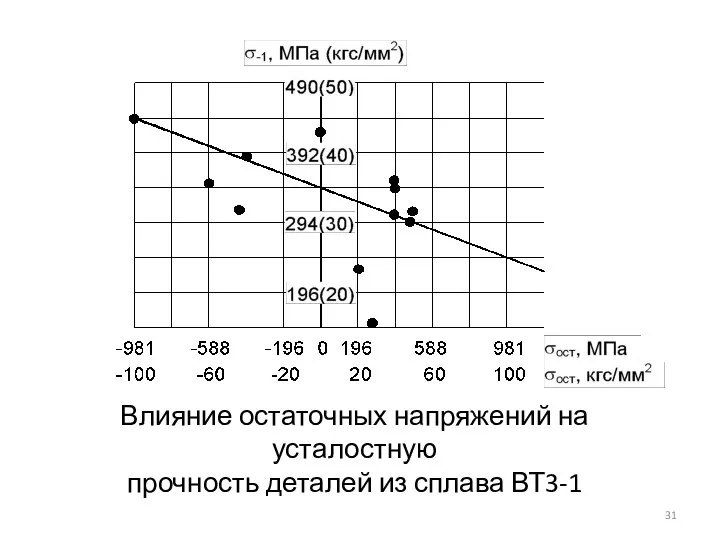
- 31. Влияние остаточных напряжений на усталостную прочность деталей из сплава ВТ3-1
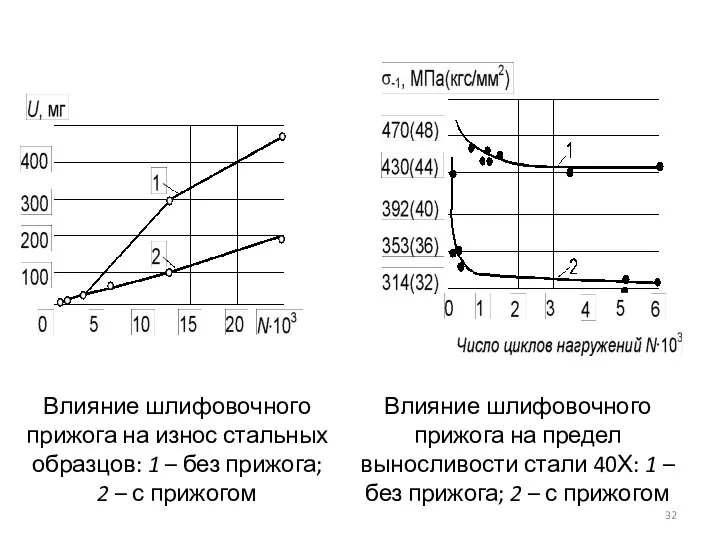
- 32. Влияние шлифовочного прижога на износ стальных образцов: 1 – без прижога; 2 – с прижогом Влияние
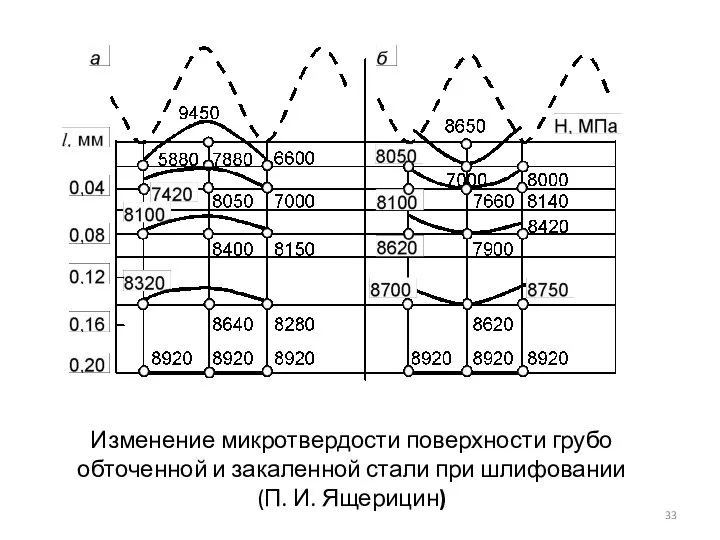
- 33. Изменение микротвердости поверхности грубо обточенной и закаленной стали при шлифовании (П. И. Ящерицин)
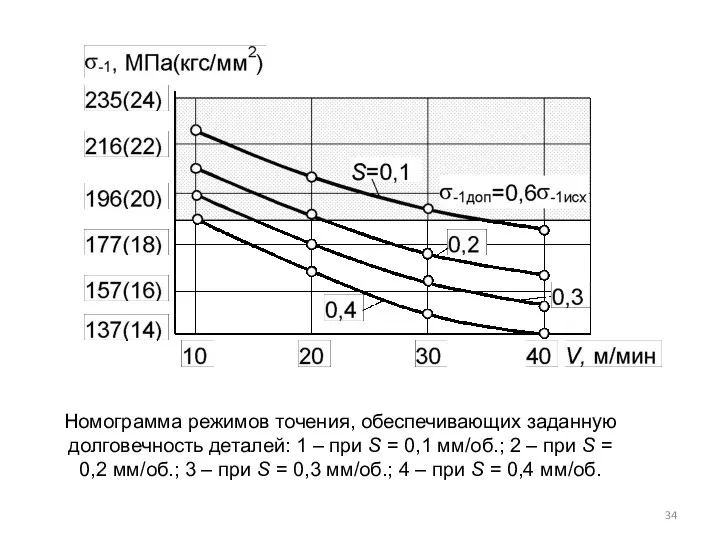
- 34. Номограмма режимов точения, обеспечивающих заданную долговечность деталей: 1 – при S = 0,1 мм/об.; 2 –
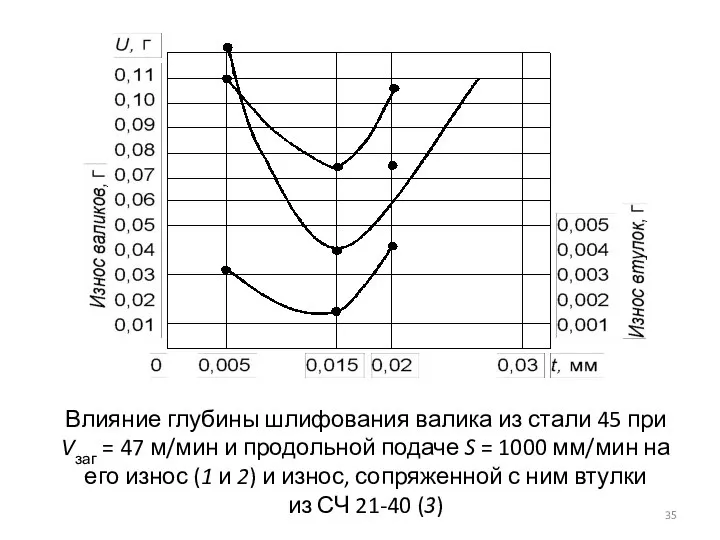
- 35. Влияние глубины шлифования валика из стали 45 при Vзаг = 47 м/мин и продольной подаче S
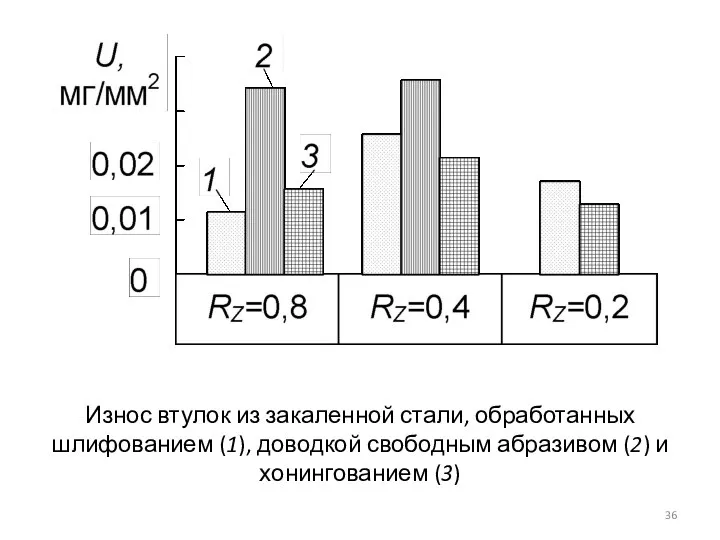
- 36. Износ втулок из закаленной стали, обработанных шлифованием (1), доводкой свободным абразивом (2) и хонингованием (3)
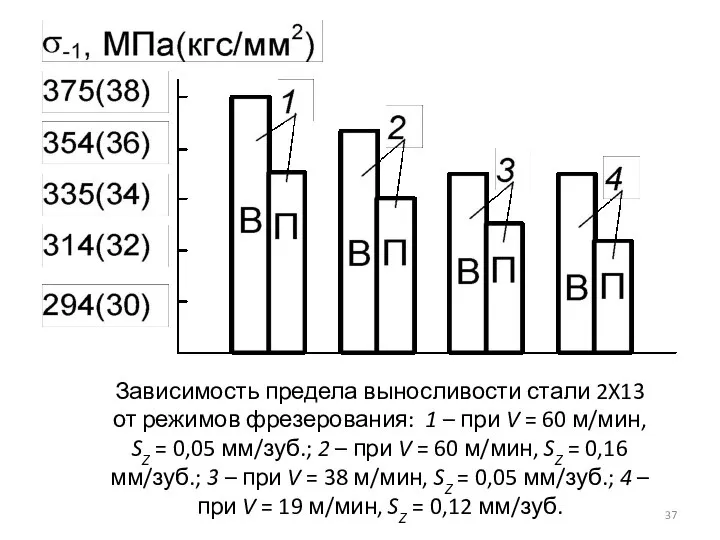
- 37. Зависимость предела выносливости стали 2X13 от режимов фрезерования: 1 – при V = 60 м/мин, SZ
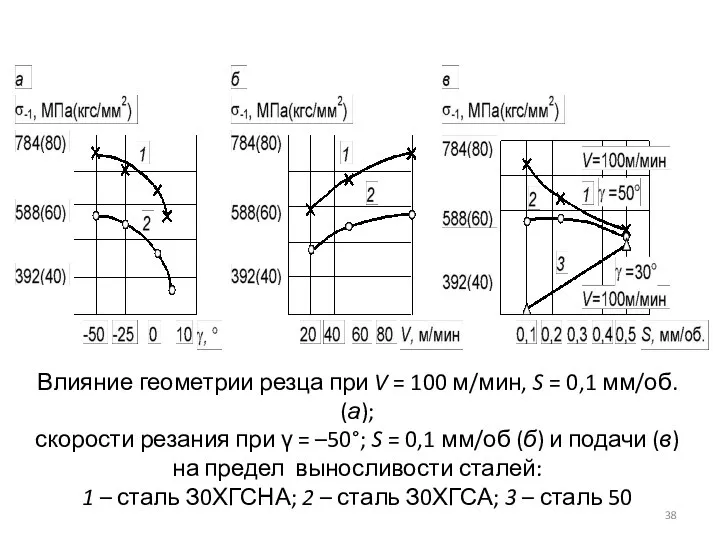
- 38. Влияние геометрии резца при V = 100 м/мин, S = 0,1 мм/об. (а); скорости резания при
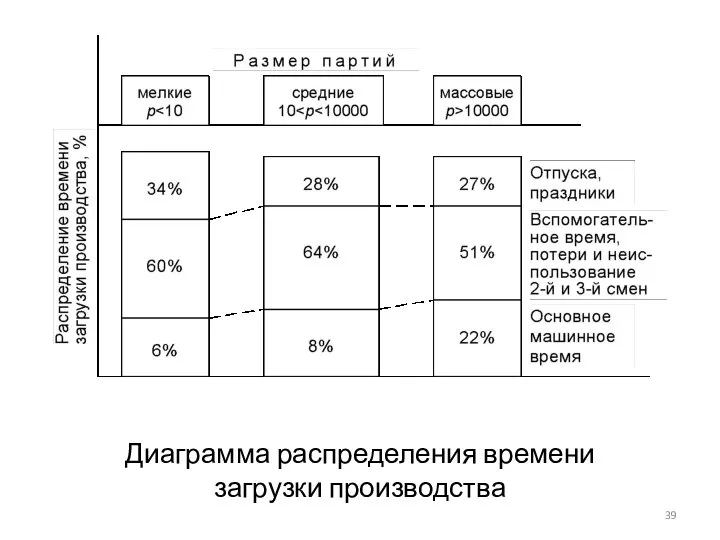
- 39. Диаграмма распределения времени загрузки производства
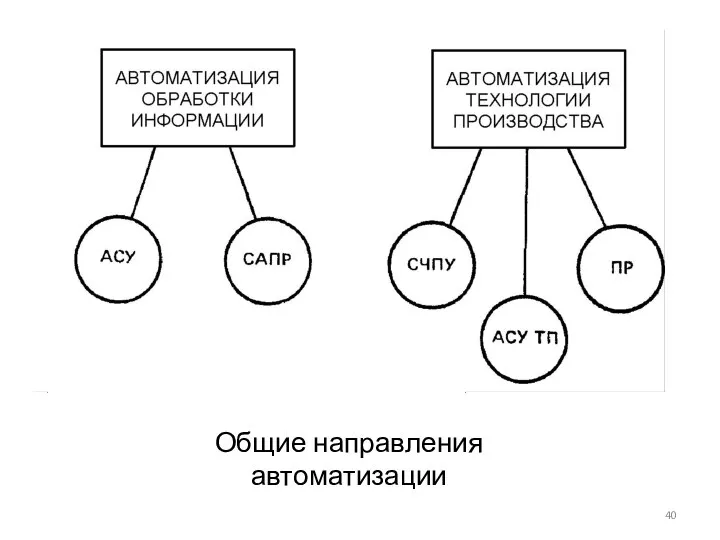
- 40. Общие направления автоматизации
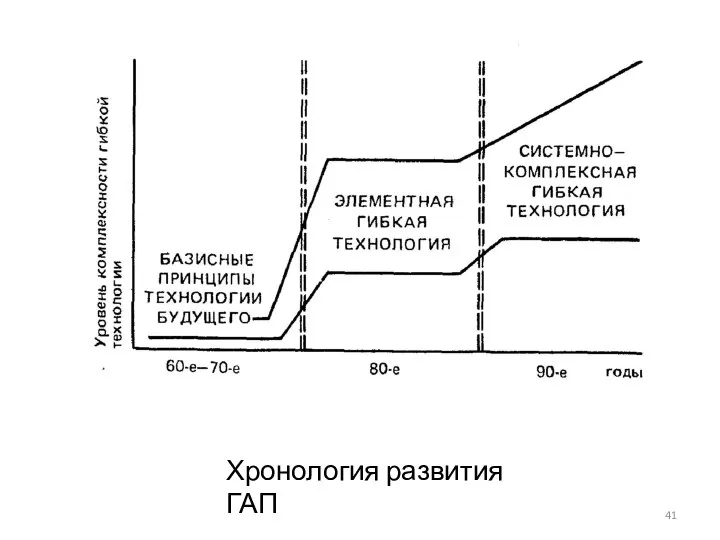
- 41. Хронология развития ГАП
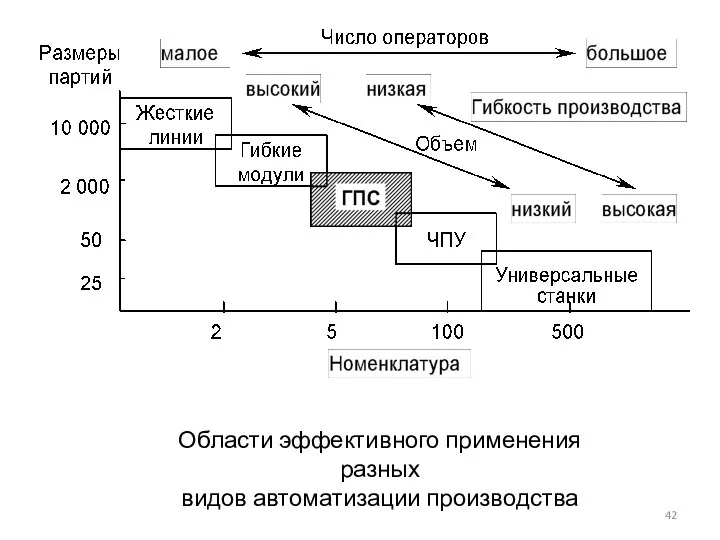
- 42. Области эффективного применения разных видов автоматизации производства
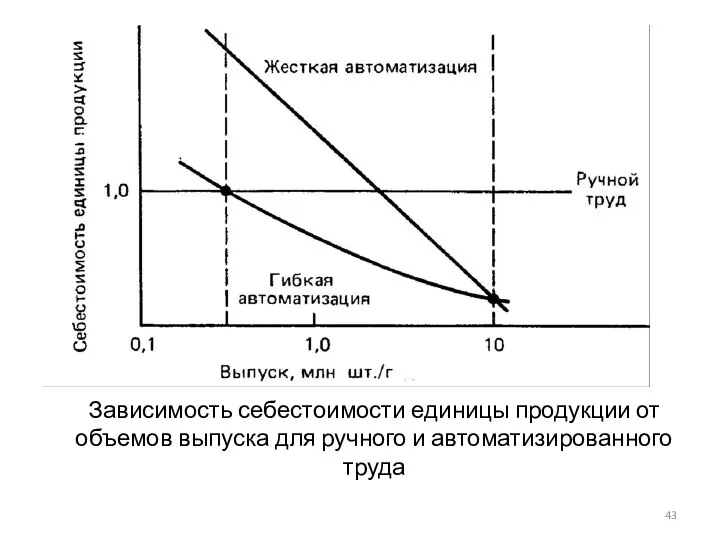
- 43. Зависимость себестоимости единицы продукции от объемов выпуска для ручного и автоматизированного труда
- 44. Информационная модель проекта
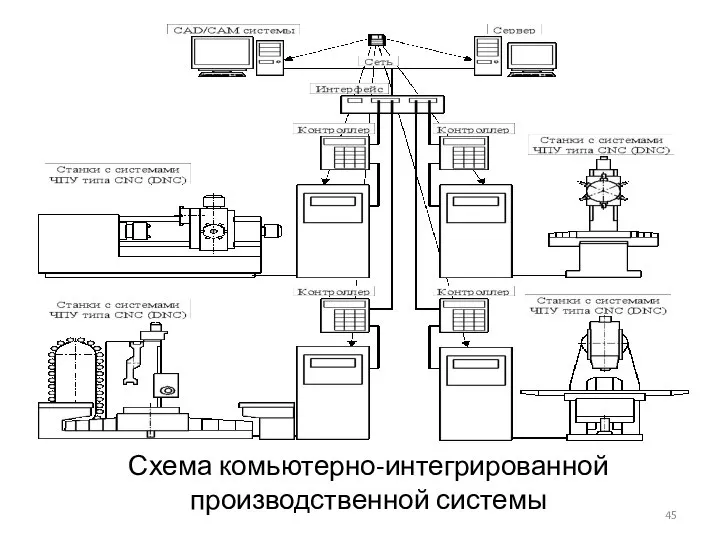
- 45. Схема комьютерно-интегрированной производственной системы
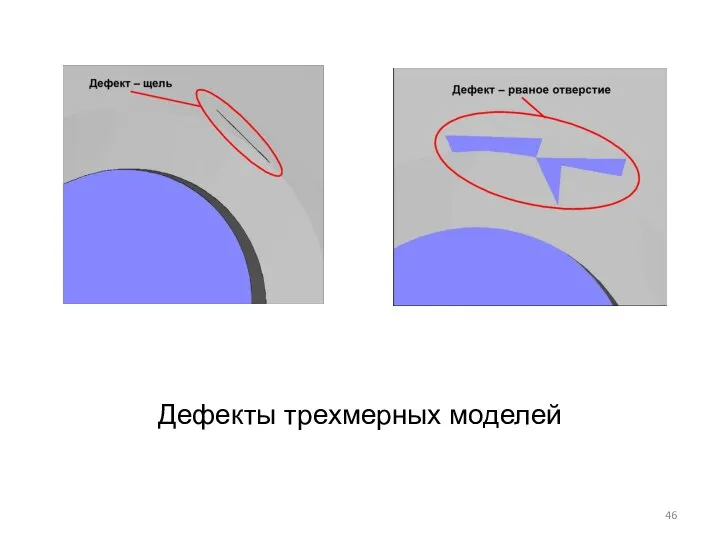
- 46. Дефекты трехмерных моделей
- 48. Скачать презентацию
Слайд 3Зависимость η от К
Графики производительности
при различных tх (I, II, III)
Зависимость η от К
Графики производительности
при различных tх (I, II, III)
Слайд 4Этапы и фазы ЖЦИ
Этапы и фазы ЖЦИ

Слайд 5Схема соотношений значений и характеристик показателя качества
Схема соотношений значений и характеристик показателя качества
Слайд 6Кривая механического износа
Характер изменения интенсивности отказов
Кривая механического износа
Характер изменения интенсивности отказов
Слайд 7Виды отказов: а – постепенные; б – внезапные; в – сложные
Виды отказов: а – постепенные; б – внезапные; в – сложные
Слайд 8Схема резервирования
Матрица критичности
Схема резервирования
Матрица критичности
Слайд 9Зависимость затрат от надежности
Зависимость затрат от надежности
Слайд 10Зависимость надежности от уровня
технологического процесса
Зависимость надежности от уровня
технологического процесса
Слайд 11Система управления качеством (петля качества)
Система управления качеством (петля качества)

Слайд 12Обеспечение качества
Обеспечение качества


Слайд 15Действия по устранению отклонений от качества
Действия по устранению отклонений от качества
Слайд 16Функциональная схема управления качества
продукции на производстве
Функциональная схема управления качества
продукции на производстве

Слайд 17Воздействия на улучшение качества
Воздействия на улучшение качества


Слайд 20Разработка комплекса мероприятий на каждом этапе «Петли качества»
Разработка комплекса мероприятий на каждом этапе «Петли качества»
Слайд 21Варианты развития «Петли качества» на плоскости:
а) положительные и б) отрицательные результаты
Варианты развития «Петли качества» на плоскости:
а) положительные и б) отрицательные результаты
Слайд 22Схема замена этапов в системе управления качества услуг
Схема замена этапов в системе управления качества услуг
Слайд 23Производственные схемы: а – традиционная; б – JIT
Производственные схемы: а – традиционная; б – JIT
Слайд 24Изменение шероховатости поверхности трения при изнашивании:
1 – RZ исх = 5,4 мкм; 2 – RZ исх
Изменение шероховатости поверхности трения при изнашивании:
1 – RZ исх = 5,4 мкм; 2 – RZ исх
Слайд 25Схематическое представление формирования равновесной шероховатости: I – зона схватывания; II – зона
Схематическое представление формирования равновесной шероховатости: I – зона схватывания; II – зона
Слайд 26Кривые износа (а) поверхностей с различной формой неровностей (в) при одинаковой высоте
Кривые износа (а) поверхностей с различной формой неровностей (в) при одинаковой высоте
Слайд 27Зависимость предела
выносливости от высоты неровностей
Влияние направления штрихов обработки неровностей на
Зависимость предела
выносливости от высоты неровностей
Влияние направления штрихов обработки неровностей на
Слайд 28Влияние наклепа на износ стальных валиков (В.С. Рысцова)
Влияние глубины (а) и степени
Влияние наклепа на износ стальных валиков (В.С. Рысцова)
Влияние глубины (а) и степени
Слайд 31Влияние остаточных напряжений на усталостную
прочность деталей из сплава ВТ3-1
Влияние остаточных напряжений на усталостную
прочность деталей из сплава ВТ3-1
Слайд 32Влияние шлифовочного прижога на износ стальных образцов: 1 – без прижога;
2
Влияние шлифовочного прижога на износ стальных образцов: 1 – без прижога;
2
Слайд 33Изменение микротвердости поверхности грубо обточенной и закаленной стали при шлифовании (П. И. Ящерицин)
Изменение микротвердости поверхности грубо обточенной и закаленной стали при шлифовании (П. И. Ящерицин)
Слайд 34Номограмма режимов точения, обеспечивающих заданную
долговечность деталей: 1 – при S =
Номограмма режимов точения, обеспечивающих заданную долговечность деталей: 1 – при S =
Слайд 35Влияние глубины шлифования валика из стали 45 при Vзаг = 47 м/мин и продольной подаче
Влияние глубины шлифования валика из стали 45 при Vзаг = 47 м/мин и продольной подаче
Слайд 36Износ втулок из закаленной стали, обработанных шлифованием (1), доводкой свободным абразивом (2)
Износ втулок из закаленной стали, обработанных шлифованием (1), доводкой свободным абразивом (2)
Слайд 37Зависимость предела выносливости стали 2X13
от режимов фрезерования: 1 – при V =
Зависимость предела выносливости стали 2X13
от режимов фрезерования: 1 – при V =
Слайд 38Влияние геометрии резца при V = 100 м/мин, S = 0,1 мм/об.
Влияние геометрии резца при V = 100 м/мин, S = 0,1 мм/об.
Слайд 39Диаграмма распределения времени загрузки производства
Диаграмма распределения времени загрузки производства
Слайд 40Общие направления автоматизации
Общие направления автоматизации
Слайд 41Хронология развития ГАП
Хронология развития ГАП
Слайд 42Области эффективного применения разных
видов автоматизации производства
Области эффективного применения разных
видов автоматизации производства
Слайд 43Зависимость себестоимости единицы продукции от объемов выпуска для ручного и автоматизированного труда
Зависимость себестоимости единицы продукции от объемов выпуска для ручного и автоматизированного труда
Слайд 44Информационная модель проекта
Информационная модель проекта
Слайд 45Схема комьютерно-интегрированной производственной системы
Схема комьютерно-интегрированной производственной системы
Слайд 46Дефекты трехмерных моделей
Дефекты трехмерных моделей
 Летняя коллекция Экостиль
Летняя коллекция Экостиль Охрана редких растений – наше общее дело. Вы согласны?
Охрана редких растений – наше общее дело. Вы согласны? Закон, по которому ты живешь
Закон, по которому ты живешь Маркетинг-план
Маркетинг-план Typemaster Presentation
Typemaster Presentation День рождения Дедушки Мороза
День рождения Дедушки Мороза 30 апреля – 5 мая 2012 года
30 апреля – 5 мая 2012 года Устный
Устный Презентация на тему Насекомые (1 класс)
Презентация на тему Насекомые (1 класс) ОТЧЕТ Главы городского округа Отрадный по итогам 2011 года
ОТЧЕТ Главы городского округа Отрадный по итогам 2011 года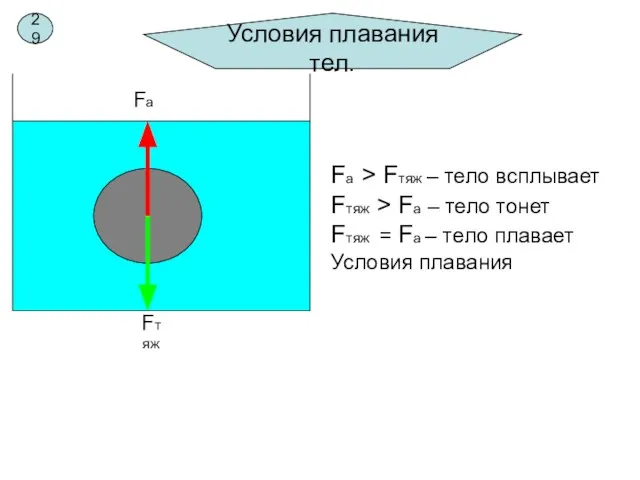 Условия плавания тел.
Условия плавания тел. Гражданское общество и государство. Гражданское общество
Гражданское общество и государство. Гражданское общество Театральные декорации
Театральные декорации Презентация на тему Профессия Экономист
Презентация на тему Профессия Экономист  День Победы Военная техника
День Победы Военная техника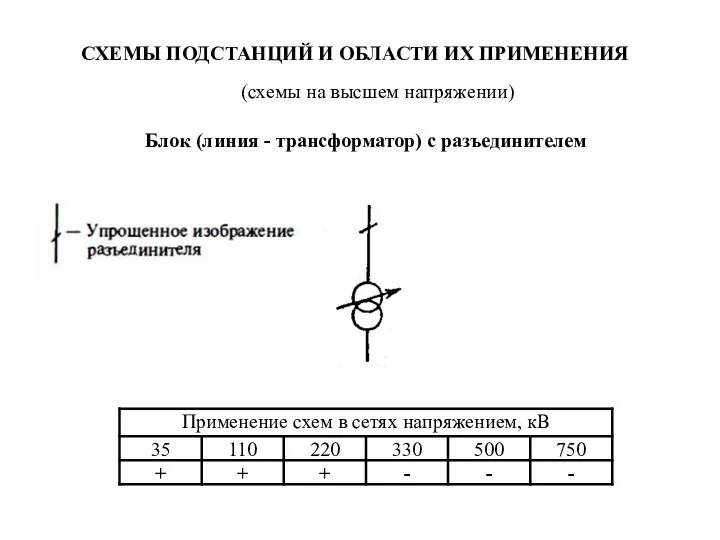 Схемы подстанций и области их применения
Схемы подстанций и области их применения Конкурентная война
Конкурентная война Приглашение к участию в тендере ГК «АвтоСпецЦентр»
Приглашение к участию в тендере ГК «АвтоСпецЦентр» Системы норм римского частного права
Системы норм римского частного права  Поле Русской славы Дню защитника Отечества посвящается Мероприятие подготовил и провел Преподаватель-организатор ОБЖ Трофимчук
Поле Русской славы Дню защитника Отечества посвящается Мероприятие подготовил и провел Преподаватель-организатор ОБЖ Трофимчук  Организация и проведение ВПР осенью 2020 года
Организация и проведение ВПР осенью 2020 года Беседы о русской стилистике и культуре речи
Беседы о русской стилистике и культуре речи НОРМАТИВНЕ І ПРОГРАМОВЕ ВРЕГУЛЮВАННЯ ЗМІСТУ ОСВІТНЬОЇ РОБОТИ З ДІТЬМИ ДОШКІЛЬНОГО ВІКУ
НОРМАТИВНЕ І ПРОГРАМОВЕ ВРЕГУЛЮВАННЯ ЗМІСТУ ОСВІТНЬОЇ РОБОТИ З ДІТЬМИ ДОШКІЛЬНОГО ВІКУ Личностно-ориентированное обучение в начальной школе
Личностно-ориентированное обучение в начальной школе Кошки и мы
Кошки и мы Управління грошовими потоками підприємства
Управління грошовими потоками підприємства Феодальная раздробленность на Руси 6 класс
Феодальная раздробленность на Руси 6 класс Проверочная работа5 класс
Проверочная работа5 класс