- Обор для сварки

Содержание
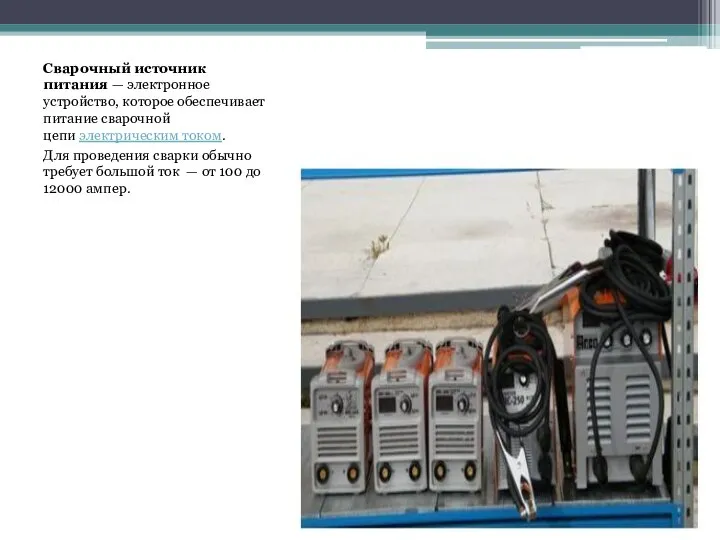
- 3. Сварочный источник питания — электронное устройство, которое обеспечивает питание сварочной цепи электрическим током. Для проведения сварки
- 4. Классификация Сварочные аппараты бывают постоянного тока (CC) или постоянного напряжения (CV); автомат постоянного тока изменяет выходное
- 5. В зависимости от способа подачи сварочной проволоки, механизм может быть: толкающим; тянущим; комбинированным. Толкающие механизмы вместе
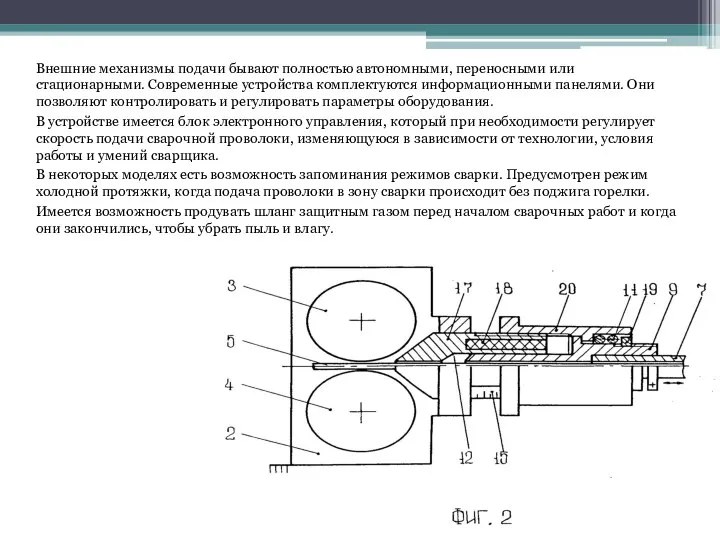
- 6. Внешние механизмы подачи бывают полностью автономными, переносными или стационарными. Современные устройства комплектуются информационными панелями. Они позволяют
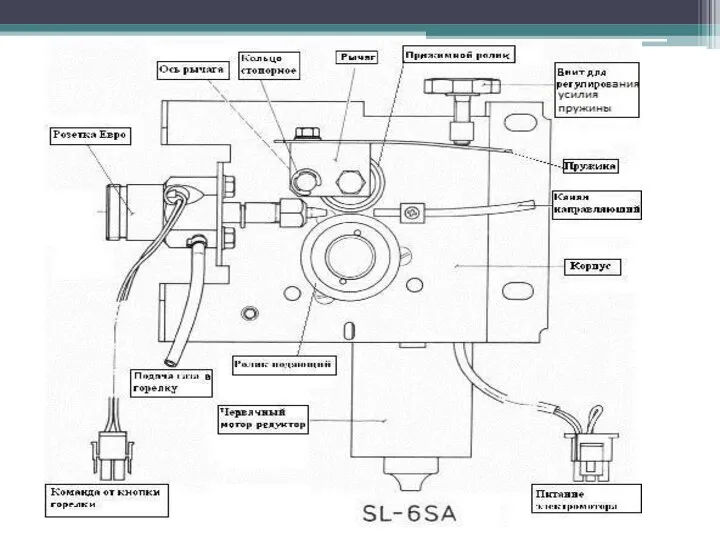
- 7. Ординарный механизм подачи состоит из электродвигателя постоянного тока, понижающего редуктора, прижимного и ведущего ролика, направляющего и
- 9. В производстве газовых горелок применяются прочные и надежные материалы. Так, сама горелка обычно изготавливается из латуни,
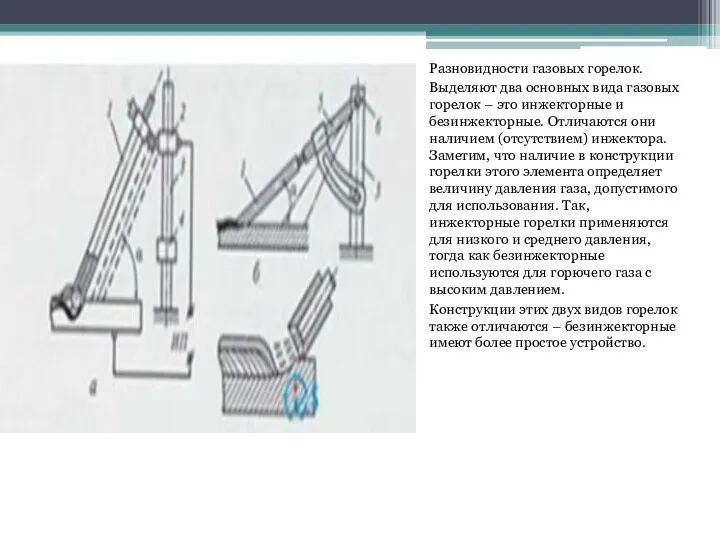
- 10. Разновидности газовых горелок. Выделяют два основных вида газовых горелок – это инжекторные и безинжекторные. Отличаются они
- 11. Блоки водяного охлаждения позволяют сварочной горелке работать бесперебойно с высокой мощностью и без перегрева. Посредством подключаемых
- 12. Сварочная горелка с водяным охлаждением позволяет задействовать свой полный потенциал с ПВ = 100% при любых
- 13. Как правило, на сварочных горелках с водяным охлаждением имеется три шланга – два для подключения циркулирующей
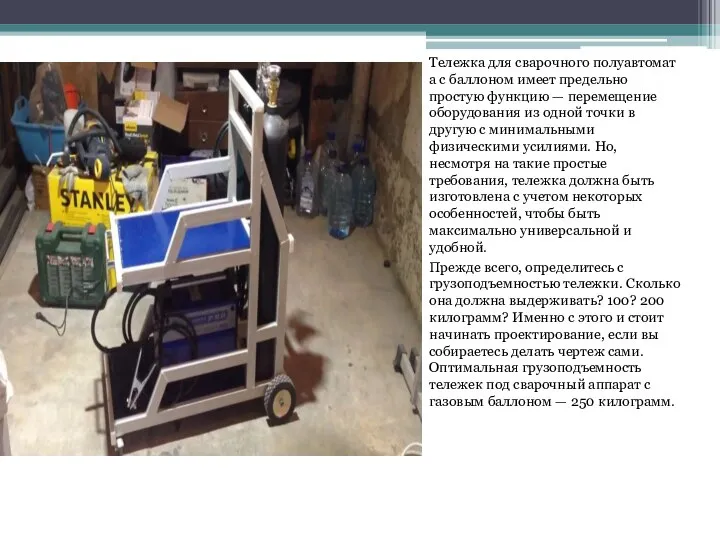
- 14. Тележка для сварочного полуавтомата с баллоном имеет предельно простую функцию — перемещение оборудования из одной точки
- 16. Скачать презентацию
Слайд 3Сварочный источник питания — электронное устройство, которое обеспечивает питание сварочной цепи электрическим током.
Для проведения
Сварочный источник питания — электронное устройство, которое обеспечивает питание сварочной цепи электрическим током.
Для проведения
Слайд 4Классификация
Сварочные аппараты бывают постоянного тока (CC) или постоянного напряжения (CV); автомат
Классификация
Сварочные аппараты бывают постоянного тока (CC) или постоянного напряжения (CV); автомат
Слайд 5В зависимости от способа подачи сварочной проволоки, механизм может быть:
толкающим;
тянущим;
комбинированным.
Толкающие механизмы вместе
В зависимости от способа подачи сварочной проволоки, механизм может быть:
толкающим;
тянущим;
комбинированным.
Толкающие механизмы вместе
Слайд 6Внешние механизмы подачи бывают полностью автономными, переносными или стационарными. Современные устройства комплектуются
Внешние механизмы подачи бывают полностью автономными, переносными или стационарными. Современные устройства комплектуются
Слайд 7Ординарный механизм подачи состоит из электродвигателя постоянного тока, понижающего редуктора, прижимного и
Ординарный механизм подачи состоит из электродвигателя постоянного тока, понижающего редуктора, прижимного и
Слайд 9В производстве газовых горелок применяются прочные и надежные материалы. Так, сама горелка
В производстве газовых горелок применяются прочные и надежные материалы. Так, сама горелка
Слайд 10Разновидности газовых горелок.
Выделяют два основных вида газовых горелок – это инжекторные и
Разновидности газовых горелок.
Выделяют два основных вида газовых горелок – это инжекторные и
Слайд 11Блоки водяного охлаждения позволяют сварочной горелке работать бесперебойно с высокой мощностью и
Блоки водяного охлаждения позволяют сварочной горелке работать бесперебойно с высокой мощностью и
Слайд 12Сварочная горелка с водяным охлаждением позволяет задействовать свой полный потенциал с ПВ
Сварочная горелка с водяным охлаждением позволяет задействовать свой полный потенциал с ПВ
Слайд 13Как правило, на сварочных горелках с водяным охлаждением имеется три шланга –
Как правило, на сварочных горелках с водяным охлаждением имеется три шланга –
Слайд 14Тележка для сварочного полуавтомата с баллоном имеет предельно простую функцию — перемещение оборудования из одной точки в
Тележка для сварочного полуавтомата с баллоном имеет предельно простую функцию — перемещение оборудования из одной точки в
 Зимнее первенство Самары 2020-2021г. Стадион Волга. Финальный этап. 2х30 мин. ( С учётом набранных очков )
Зимнее первенство Самары 2020-2021г. Стадион Волга. Финальный этап. 2х30 мин. ( С учётом набранных очков ) ВОЗМОЖНОСТИ ВЛИЯНИЯ ПОТРЕБИТЕЛЕЙ НА КОНЕЧНЫЙ ТАРИФ
ВОЗМОЖНОСТИ ВЛИЯНИЯ ПОТРЕБИТЕЛЕЙ НА КОНЕЧНЫЙ ТАРИФ ВКР: Совершенствование бухгалтерского учета и анализа затрат на производство сельскохозяйственной продукции
ВКР: Совершенствование бухгалтерского учета и анализа затрат на производство сельскохозяйственной продукции Презентация на тему Делимость чисел 6 класс
Презентация на тему Делимость чисел 6 класс КОМПАНИЯ EURORESEARCH AND CONSULTING ЕВРОРЕСЕЧ И КОНСАЛТИНГ
КОМПАНИЯ EURORESEARCH AND CONSULTING ЕВРОРЕСЕЧ И КОНСАЛТИНГ Профессии, связанные с географией
Профессии, связанные с географией Общественное движение в 80-90-х годах
Общественное движение в 80-90-х годах Повторение - мать учения 1 класс
Повторение - мать учения 1 класс Прогноз погоды на основе примет чувашского народа
Прогноз погоды на основе примет чувашского народа Rusak
Rusak ИСПОЛНЕНИЕ БЮДЖЕТА МО ТЮМЕНСКИЙ МУНИЦИПАЛЬНЫЙ РАЙОН за 1 полугодие 2011 года
ИСПОЛНЕНИЕ БЮДЖЕТА МО ТЮМЕНСКИЙ МУНИЦИПАЛЬНЫЙ РАЙОН за 1 полугодие 2011 года «Ты да я – вместе целая семья».
«Ты да я – вместе целая семья». Анкета №3. Работа в команде
Анкета №3. Работа в команде Урок в 10 классе (профильный уровень)МНОГООБРАЗИЕ СТРАН МИРА
Урок в 10 классе (профильный уровень)МНОГООБРАЗИЕ СТРАН МИРА Мой выбор!
Мой выбор! Викторина по сказкам народов России
Викторина по сказкам народов России Презентация на тему Единственное и множественное число имён существительных (2 класс)
Презентация на тему Единственное и множественное число имён существительных (2 класс) Цель - повысить качество жизни наших граждан, дать новые стимулы для развития человеческого капитала, в целом, придать мощный пози
Цель - повысить качество жизни наших граждан, дать новые стимулы для развития человеческого капитала, в целом, придать мощный пози Первые общерусские князья (10 класс)
Первые общерусские князья (10 класс) Телевизионный сюжет. Структура, содержание, форма
Телевизионный сюжет. Структура, содержание, форма Инвестиционная площадка
Инвестиционная площадка Задание по дисциплине Геоэкономика для специальности Таможенное дело
Задание по дисциплине Геоэкономика для специальности Таможенное дело Отель Poseidon, Фиджи
Отель Poseidon, Фиджи Выполнил ученик 7 «Б» класса: Грымзин Алексей
Выполнил ученик 7 «Б» класса: Грымзин Алексей 1. Уровень корупции
1. Уровень корупции 1 сентября – День Знаний!
1 сентября – День Знаний!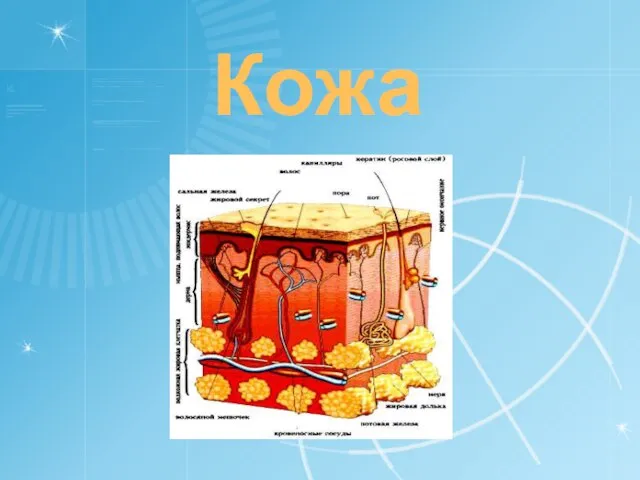 Презентация на тему Кожа
Презентация на тему Кожа Основные понятия делопроизводства. Тема 1
Основные понятия делопроизводства. Тема 1