- Обработка деталей машин методами поверхностного пластического деформирования(ППД)

Содержание
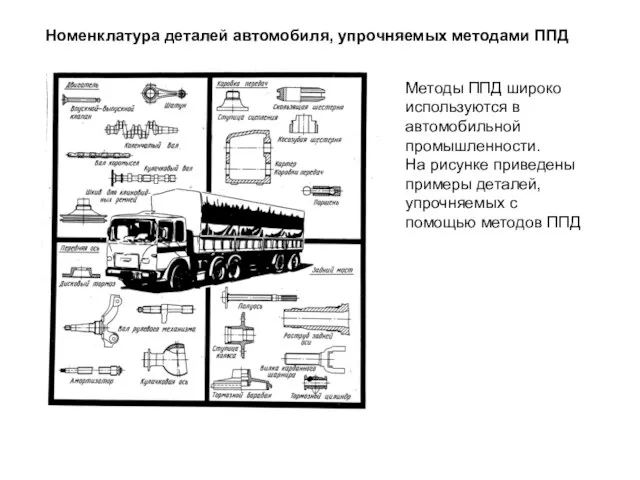
- 2. Номенклатура деталей автомобиля, упрочняемых методами ППД Методы ППД широко используются в автомобильной промышленности. На рисунке приведены
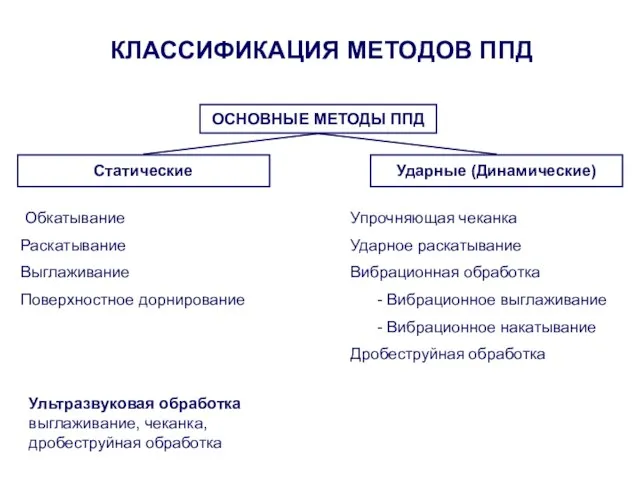
- 3. ОСНОВНЫЕ МЕТОДЫ ППД КЛАССИФИКАЦИЯ МЕТОДОВ ППД Статические Ударные (Динамические) Обкатывание Раскатывание Выглаживание Поверхностное дорнирование Упрочняющая чеканка
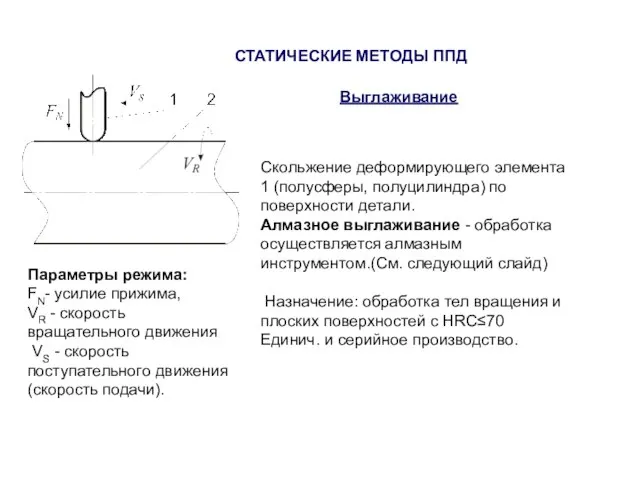
- 4. СТАТИЧЕСКИЕ МЕТОДЫ ППД Выглаживание Скольжение деформирующего элемента 1 (полусферы, полуцилиндра) по поверхности детали. Алмазное выглаживание -
- 5. АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ Скольжение деформирующего элемента - алмаза по поверхности детали. Алмазный инструмент
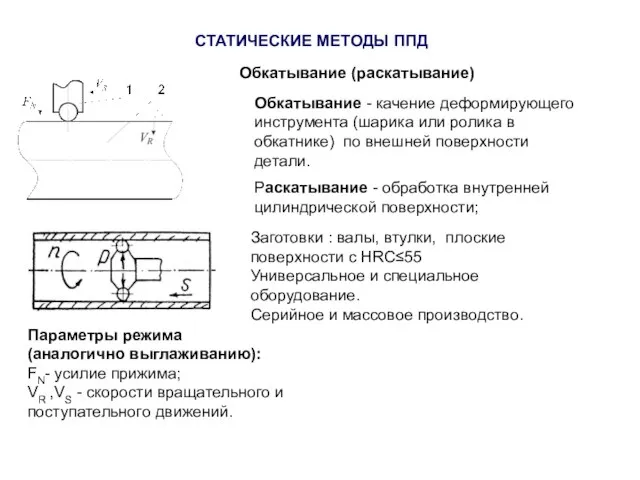
- 6. СТАТИЧЕСКИЕ МЕТОДЫ ППД Обкатывание (раскатывание) Обкатывание - качение деформирующего инструмента (шарика или ролика в обкатнике) по
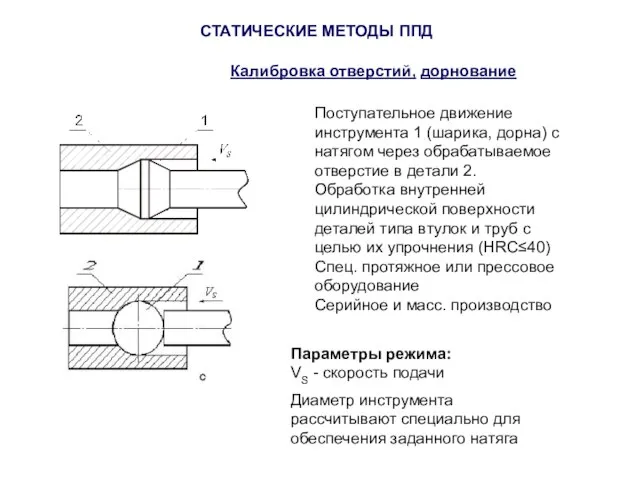
- 7. СТАТИЧЕСКИЕ МЕТОДЫ ППД Калибровка отверстий, дорнование Поступательное движение инструмента 1 (шарика, дорна) с натягом через обрабатываемое
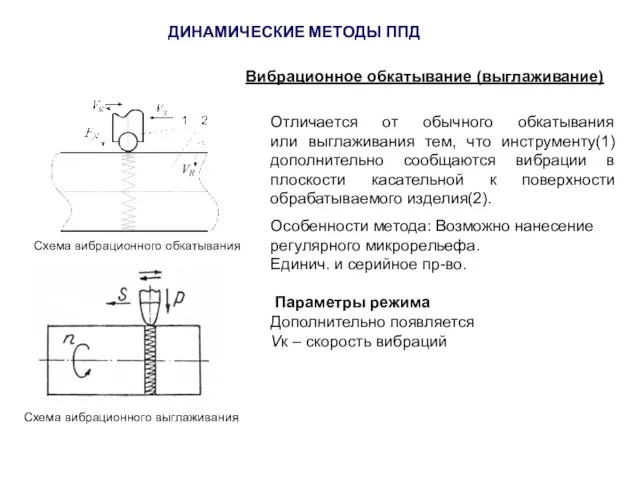
- 8. ДИНАМИЧЕСКИЕ МЕТОДЫ ППД Вибрационное обкатывание (выглаживание) Отличается от обычного обкатывания или выглаживания тем, что инструменту(1) дополнительно
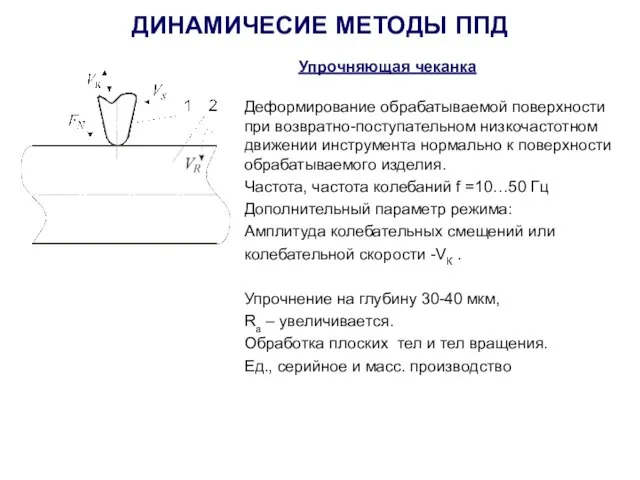
- 9. Упрочняющая чеканка Деформирование обрабатываемой поверхности при возвратно-поступательном низкочастотном движении инструмента нормально к поверхности обрабатываемого изделия. Частота,
- 10. Центробежная обработка плоских поверхностей тел вращения Обработка: HRC ≤ 50 с целью поверхностного упрочнения. Серийное и
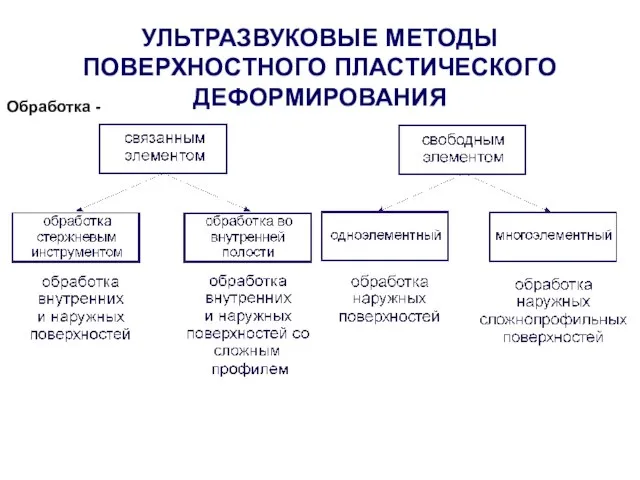
- 11. УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ Обработка -
- 12. СХЕМЫ УЗ ППД СВЯЗАННЫМ И СВОБОДНЫМ ДЕФОРМИРУЮЩИМИ ЭЛЕМЕНТАМИ 1 - обрабатываемая деталь; 2 - ультразвуковая колебательная
- 13. УЛЬТРАЗВУКОВОЕ ПОВЕРХНОСТНОЕ ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ Ультразвуковая упрочняющая обработка внешней поверхности тел вращения на токарном станке Параметры режима
- 14. УЛЬТРАЗВУКОВОЕ ПОВЕРХНОСТНОЕ ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ Ультразвуковая упрочняющая обработка плоской поверхности на фрезерном станке
- 15. УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ Ультразвуковой инструмент для обработки внешней поверхности на токарных и фрезерных станках Ультразвуковой инструмент для
- 16. УЛЬТРАЗВУКОВОЕ ПОВЕРХНОСТНОЕ ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ Сталь 40Х Дюраль Бронза Нержавеющая сталь - микротвердость поверхности, в зависимости от
- 17. УЛЬТРАЗВУКОВОЕ ППД МНОГОЭЛЕМЕНТНЫМ ИНСТРУМЕНТОМ ДЛЯ УПРОЧНЕНИЯ СВАРНЫХ ШВОВ Ультразвуковой технологический комплекс ШМЕЛЬ 1 для упрочнения сварных
- 18. Дробеструйная вибрационная обработка Дробеструйная обработка ДИНАМИЧЕСИЕ МЕТОДЫ ППД Ударное пластическое деформирование рабочими телами 1 (дробью) поверхности
- 19. ДРОБЕСТРУЙНАЯ ОБРАБОТКА Обрабатывающий центр для дробеструйной обработки Дробеструйная обработка зубчатого колеса
- 21. Скачать презентацию
Слайд 2Номенклатура деталей автомобиля, упрочняемых методами ППД
Методы ППД широко используются в автомобильной промышленности.
На
Номенклатура деталей автомобиля, упрочняемых методами ППД
Методы ППД широко используются в автомобильной промышленности.
На
Слайд 3ОСНОВНЫЕ МЕТОДЫ ППД
КЛАССИФИКАЦИЯ МЕТОДОВ ППД
Статические
Ударные (Динамические)
Обкатывание
Раскатывание
Выглаживание
Поверхностное дорнирование
Упрочняющая чеканка
Ударное
ОСНОВНЫЕ МЕТОДЫ ППД
КЛАССИФИКАЦИЯ МЕТОДОВ ППД
Статические
Ударные (Динамические)
Обкатывание
Раскатывание
Выглаживание
Поверхностное дорнирование
Упрочняющая чеканка
Ударное
Слайд 4СТАТИЧЕСКИЕ МЕТОДЫ ППД
Выглаживание
Скольжение деформирующего элемента 1 (полусферы, полуцилиндра) по поверхности детали.
Алмазное выглаживание
СТАТИЧЕСКИЕ МЕТОДЫ ППД
Выглаживание
Скольжение деформирующего элемента 1 (полусферы, полуцилиндра) по поверхности детали.
Алмазное выглаживание
Слайд 5АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ
Скольжение деформирующего элемента - алмаза по поверхности детали.
Алмазный инструмент
АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ
Скольжение деформирующего элемента - алмаза по поверхности детали.
Алмазный инструмент

Слайд 6СТАТИЧЕСКИЕ МЕТОДЫ ППД
Обкатывание (раскатывание)
Обкатывание - качение деформирующего инструмента (шарика или ролика в
СТАТИЧЕСКИЕ МЕТОДЫ ППД
Обкатывание (раскатывание)
Обкатывание - качение деформирующего инструмента (шарика или ролика в
Слайд 7СТАТИЧЕСКИЕ МЕТОДЫ ППД
Калибровка отверстий, дорнование
Поступательное движение инструмента 1 (шарика, дорна) с натягом
СТАТИЧЕСКИЕ МЕТОДЫ ППД
Калибровка отверстий, дорнование
Поступательное движение инструмента 1 (шарика, дорна) с натягом
Слайд 8ДИНАМИЧЕСКИЕ МЕТОДЫ ППД
Вибрационное обкатывание (выглаживание)
Отличается от обычного обкатывания
или выглаживания тем, что
ДИНАМИЧЕСКИЕ МЕТОДЫ ППД
Вибрационное обкатывание (выглаживание)
Отличается от обычного обкатывания или выглаживания тем, что
Слайд 9Упрочняющая чеканка
Деформирование обрабатываемой поверхности при возвратно-поступательном низкочастотном движении инструмента нормально к поверхности
Упрочняющая чеканка
Деформирование обрабатываемой поверхности при возвратно-поступательном низкочастотном движении инструмента нормально к поверхности
Слайд 10Центробежная обработка
плоских поверхностей
тел вращения
Обработка:
HRC ≤ 50 с целью поверхностного
Центробежная обработка
плоских поверхностей
тел вращения
Обработка:
HRC ≤ 50 с целью поверхностного

Слайд 11УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
Обработка -
УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
Обработка -
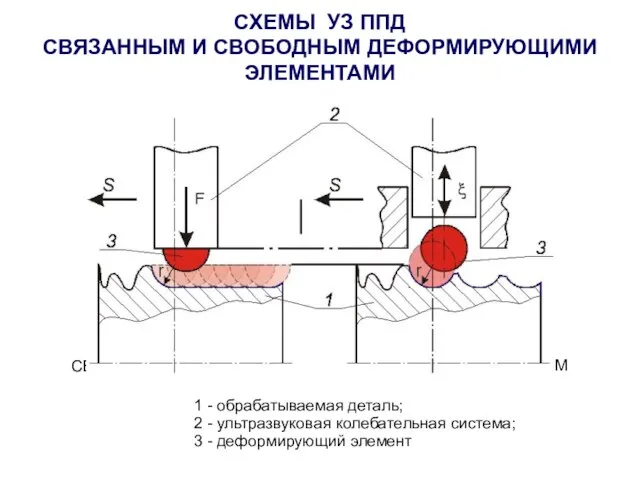
Слайд 12СХЕМЫ УЗ ППД
СВЯЗАННЫМ И СВОБОДНЫМ ДЕФОРМИРУЮЩИМИ ЭЛЕМЕНТАМИ
1 - обрабатываемая деталь;
2 -
СХЕМЫ УЗ ППД
СВЯЗАННЫМ И СВОБОДНЫМ ДЕФОРМИРУЮЩИМИ ЭЛЕМЕНТАМИ
1 - обрабатываемая деталь;
2 -
Слайд 13УЛЬТРАЗВУКОВОЕ ПОВЕРХНОСТНОЕ ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ
Ультразвуковая упрочняющая обработка внешней поверхности тел вращения на токарном
УЛЬТРАЗВУКОВОЕ ПОВЕРХНОСТНОЕ ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ
Ультразвуковая упрочняющая обработка внешней поверхности тел вращения на токарном

Слайд 14УЛЬТРАЗВУКОВОЕ ПОВЕРХНОСТНОЕ ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ
Ультразвуковая упрочняющая обработка плоской поверхности на фрезерном станке
УЛЬТРАЗВУКОВОЕ ПОВЕРХНОСТНОЕ ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ
Ультразвуковая упрочняющая обработка плоской поверхности на фрезерном станке

Слайд 15УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ
Ультразвуковой инструмент для обработки внешней поверхности на токарных и фрезерных станках
Ультразвуковой
УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ
Ультразвуковой инструмент для обработки внешней поверхности на токарных и фрезерных станках
Ультразвуковой

Слайд 16УЛЬТРАЗВУКОВОЕ ПОВЕРХНОСТНОЕ ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ
Сталь 40Х
Дюраль
Бронза
Нержавеющая сталь
- микротвердость поверхности, в зависимости от исходной
УЛЬТРАЗВУКОВОЕ ПОВЕРХНОСТНОЕ ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ
Сталь 40Х
Дюраль
Бронза
Нержавеющая сталь
- микротвердость поверхности, в зависимости от исходной

Слайд 17УЛЬТРАЗВУКОВОЕ ППД
МНОГОЭЛЕМЕНТНЫМ ИНСТРУМЕНТОМ ДЛЯ УПРОЧНЕНИЯ СВАРНЫХ ШВОВ
Ультразвуковой технологический комплекс ШМЕЛЬ 1
УЛЬТРАЗВУКОВОЕ ППД
МНОГОЭЛЕМЕНТНЫМ ИНСТРУМЕНТОМ ДЛЯ УПРОЧНЕНИЯ СВАРНЫХ ШВОВ
Ультразвуковой технологический комплекс ШМЕЛЬ 1

Слайд 18Дробеструйная вибрационная обработка
Дробеструйная обработка
ДИНАМИЧЕСИЕ МЕТОДЫ ППД
Ударное пластическое деформирование рабочими телами 1 (дробью)
Дробеструйная вибрационная обработка
Дробеструйная обработка
ДИНАМИЧЕСИЕ МЕТОДЫ ППД
Ударное пластическое деформирование рабочими телами 1 (дробью)

Слайд 19ДРОБЕСТРУЙНАЯ ОБРАБОТКА
Обрабатывающий центр для дробеструйной обработки
Дробеструйная обработка
зубчатого колеса
ДРОБЕСТРУЙНАЯ ОБРАБОТКА
Обрабатывающий центр для дробеструйной обработки
Дробеструйная обработка
зубчатого колеса

 Клінічна вертебрологія 4
Клінічна вертебрологія 4 Выставки ЗАО «АбхазЭкспоГрупп» призваны содействовать отечественным и иностранным предприятиям в продвижении товаров и услуг, с
Выставки ЗАО «АбхазЭкспоГрупп» призваны содействовать отечественным и иностранным предприятиям в продвижении товаров и услуг, с Виды и формы общения
Виды и формы общения Функции государства
Функции государства О готовности педагогов к реализации принципов педагогики понимания
О готовности педагогов к реализации принципов педагогики понимания ЭФФЕКТИВНОСТЬ ОПТИМИЗАЦИИ ИЛИ КАК ПОЙМАТЬ СИНЮЮ ПТИЦУ?
ЭФФЕКТИВНОСТЬ ОПТИМИЗАЦИИ ИЛИ КАК ПОЙМАТЬ СИНЮЮ ПТИЦУ? Ипотечное кредитование в ЮниКредит Банке
Ипотечное кредитование в ЮниКредит Банке Презентация на тему Характеристика биогеоценоза
Презентация на тему Характеристика биогеоценоза  Презентация на тему Права литературных героев
Презентация на тему Права литературных героев Презентация на тему В гости к зиме (2 класс)
Презентация на тему В гости к зиме (2 класс) Хуан Грис (1887-1927)
Хуан Грис (1887-1927) Международная миротворческая деятельность ВС РФ
Международная миротворческая деятельность ВС РФ Я ученик школы №4
Я ученик школы №4 Пасхальные сувениры из плотного картона. Техника декупаж
Пасхальные сувениры из плотного картона. Техника декупаж Промышленный дизайн
Промышленный дизайн СМС дети УЛЫБКА. Здоровая пробежка
СМС дети УЛЫБКА. Здоровая пробежка Концепция уличной торговли
Концепция уличной торговли Социально-ориентированная стратегия развития России до 2020 года
Социально-ориентированная стратегия развития России до 2020 года Приказ Минобрнауки России от 15.02.2012 г. №107
Приказ Минобрнауки России от 15.02.2012 г. №107 Родная рудная земля
Родная рудная земля Новый год
Новый год ИНОСТРАННЫЕ ИНВЕСТИЦИИ В РОССИИ, ИХ РЕГУЛИРОВАНИЕ
ИНОСТРАННЫЕ ИНВЕСТИЦИИ В РОССИИ, ИХ РЕГУЛИРОВАНИЕ Презентация на тему Первобытная культура
Презентация на тему Первобытная культура Деловой стиль женщины
Деловой стиль женщины Антицеллюлитный и лимфодренажный массаж
Антицеллюлитный и лимфодренажный массаж Своя игра 5 класс
Своя игра 5 класс Подготовка к сочинениюС2
Подготовка к сочинениюС2 Салат рыбный с яйцом
Салат рыбный с яйцом