- Общее представление о строении металлов

Содержание
- 2. Тема:1 1.1.Кристаллические структуры металлов и сплавов Металлы и их сплавы в твердом состоянии представляют собой кристаллические
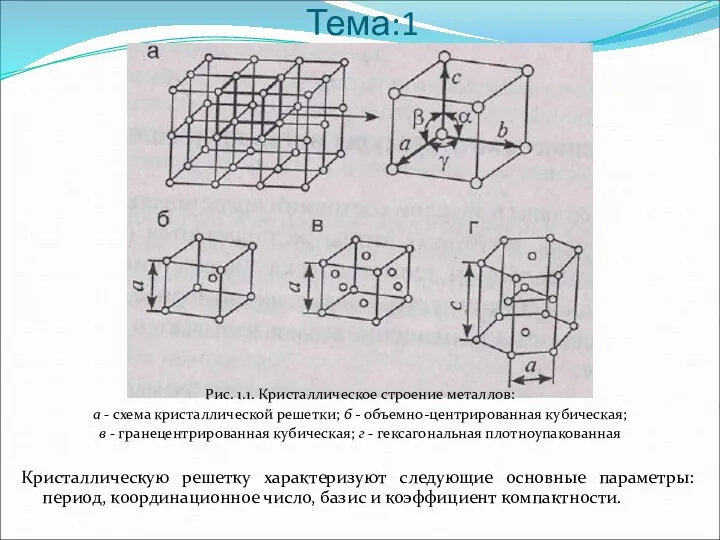
- 3. Тема:1 Рис. 1.1. Кристаллическое строение металлов: а - схема кристаллической решетки; б - объемно-центрированная кубическая; в
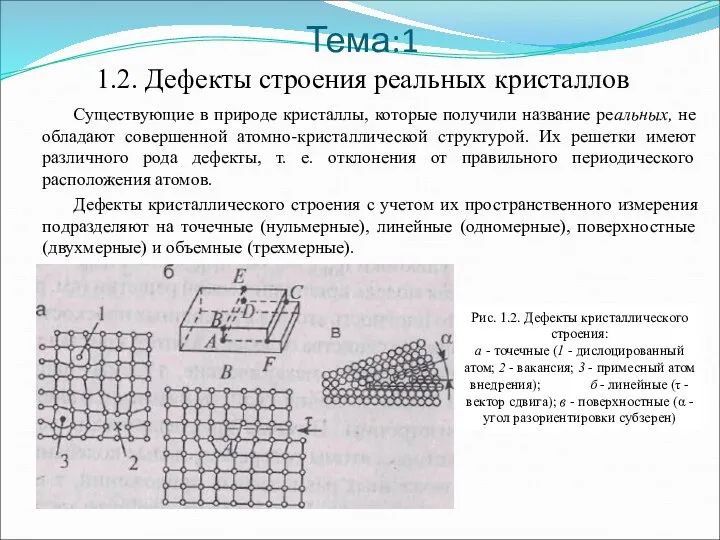
- 4. Тема:1 1.2. Дефекты строения реальных кристаллов Существующие в природе кристаллы, которые получили название реальных, не обладают
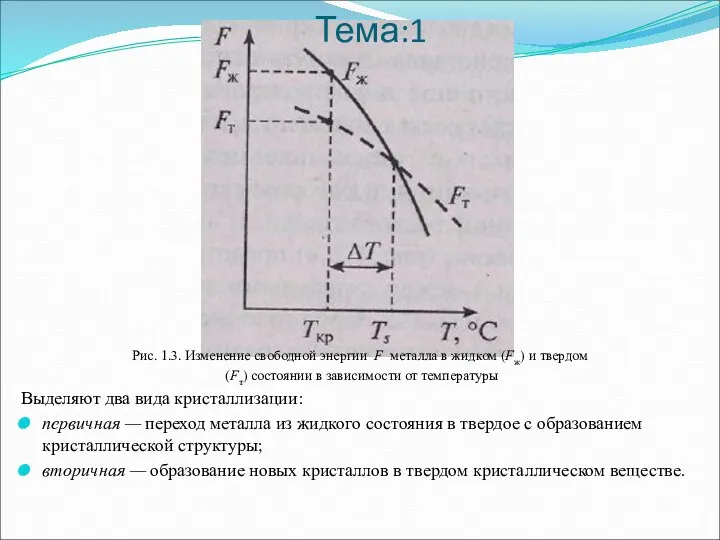
- 5. Тема:1 1.3. Кристаллизация металлов Кристаллизация обусловлена стремлением системы при определенных условиях перейти к энергетически более устойчивому
- 6. Тема:1 Рис. 1.3. Изменение свободной энергии F металла в жидком (Fж) и твердом (Fт) состоянии в
- 7. Тема:1 1.4. Полиморфизм металлов Существование разных типов кристаллических решеток у одного и того же вещества при
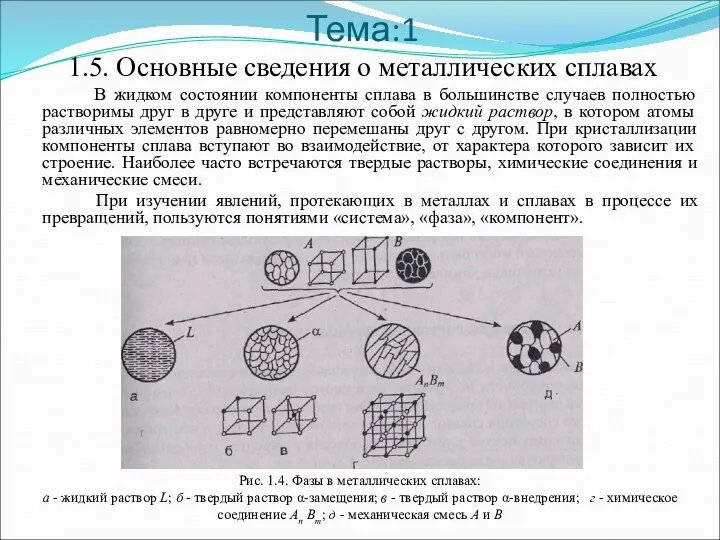
- 8. Тема:1 1.5. Основные сведения о металлических сплавах В жидком состоянии компоненты сплава в большинстве случаев полностью
- 9. Тема:1 1.6. Диаграммы состояния двойных сплавов Процесс кристаллизации металлических сплавов и связанные с ним закономерности их
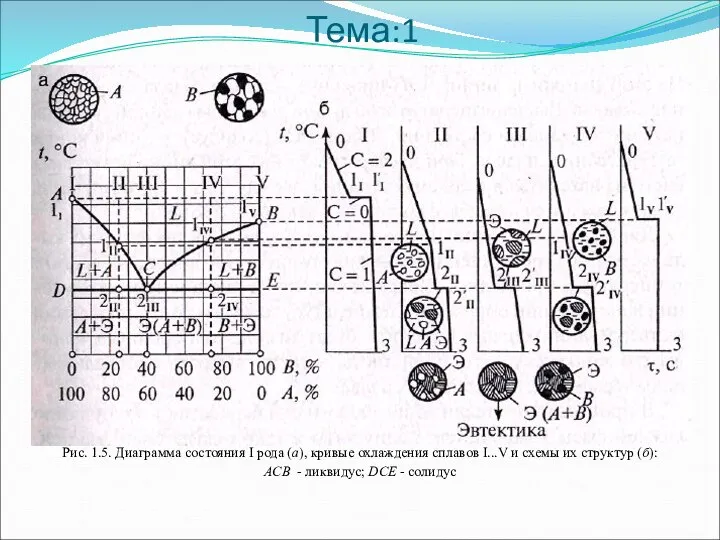
- 10. Тема:1 Рис. 1.5. Диаграмма состояния I рода (а), кривые охлаждения сплавов I...V и схемы их структур
- 11. Тема:1 1.6.1. Диаграмма состояния для сплавов, компоненты которых нерастворимы в твердом состоянии (I рода) Компоненты сплава
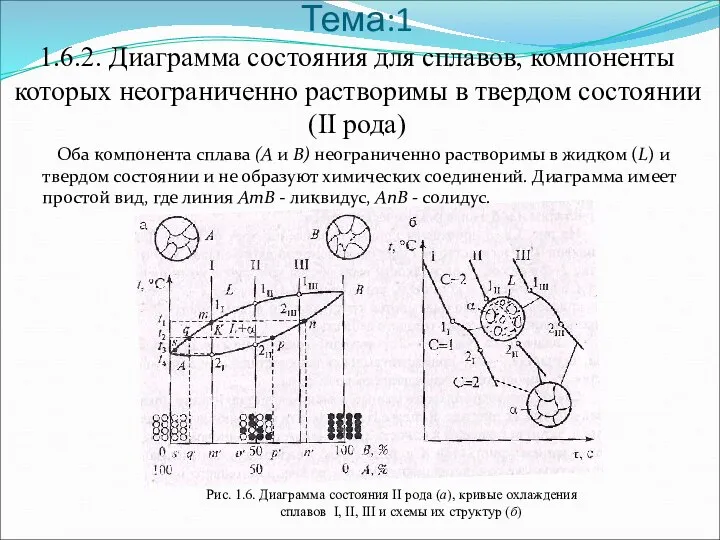
- 12. Тема:1 1.6.2. Диаграмма состояния для сплавов, компоненты которых неограниченно растворимы в твердом состоянии (II рода) Оба
- 13. Тема:1 1.6.3. Диаграмма состояния для сплавов, компоненты которых ограниченно растворимы в твердом состоянии (III рода) Характерной
- 14. Тема:1 1.6.4. Диаграмма состояния для сплавов, компоненты которых образуют устойчивое химическое соединение (IV рода) Оба компонента
- 15. Тема:1 1.6.5. Связь между свойствами сплавов и типом диаграммы состояния Свойства сплавов зависят от их строения,
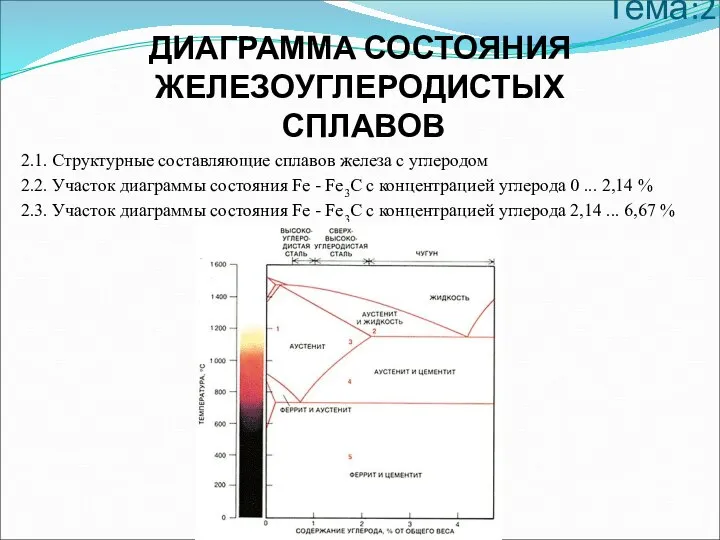
- 16. Тема:2 ДИАГРАММА СОСТОЯНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ 2.1. Структурные составляющие сплавов железа с углеродом 2.2. Участок диаграммы состояния
- 17. Тема:2 2.1. Структурные составляющие сплавов железа с углеродом В технике наиболее широко применяют сплавы железа с
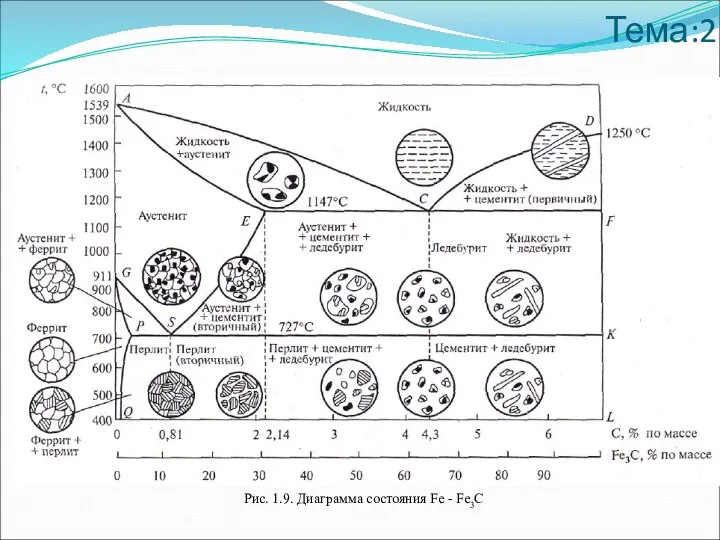
- 18. Тема:2 Рис. 1.9. Диаграмма состояния Fе - Fe3C
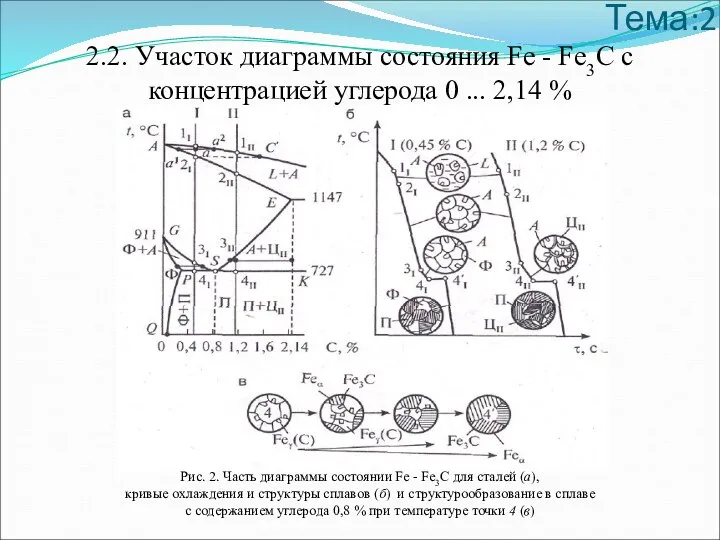
- 19. Тема:2 2.2. Участок диаграммы состояния Fе - Fе3С с концентрацией углерода 0 ... 2,14 % Рис.
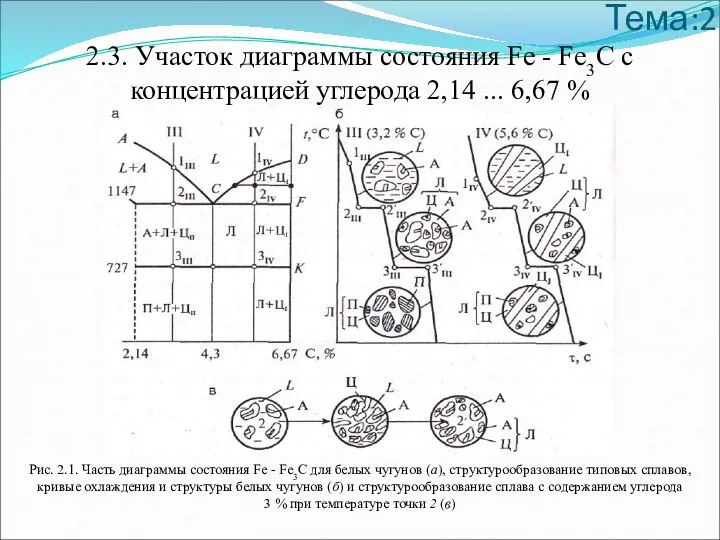
- 20. Тема:2 2.3. Участок диаграммы состояния Fе - Fе3С с концентрацией углерода 2,14 ... 6,67 % Рис.
- 21. Тема:3 ТЕРМИЧЕСКАЯ ОБРАБОТКА 3.1. Основы термической обработки стали 3.1.1. Превращение перлита в аустенит и рост зерна
- 22. Тема:3 3.1. Основы термической обработки стали Термическая обработка заключается в нагреве изделий и заготовок до определенной
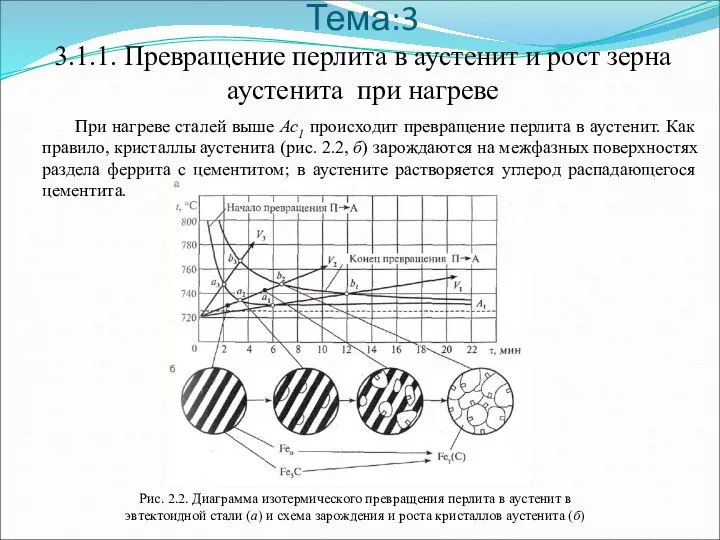
- 23. Тема:3 3.1.1. Превращение перлита в аустенит и рост зерна аустенита при нагреве При нагреве сталей выше
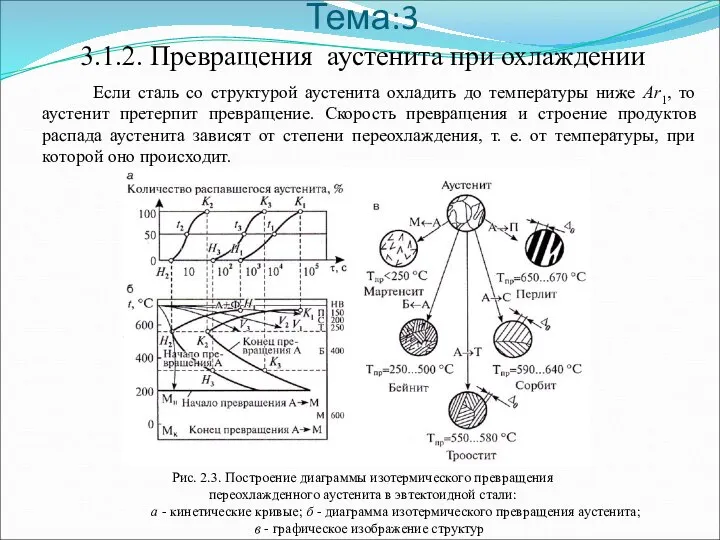
- 24. Тема:3 3.1.2. Превращения аустенита при охлаждении Если сталь со структурой аустенита охладить до температуры ниже Аr1,
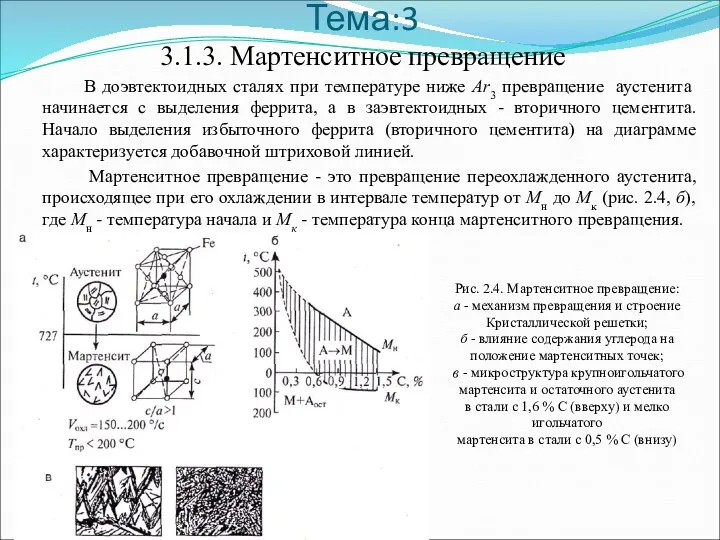
- 25. Тема:3 3.1.3. Мартенситное превращение В доэвтектоидных сталях при температуре ниже Аr3 превращение аустенита начинается с выделения
- 26. Тема:3 3.1.4. Превращения мартенсита при нагреве Мартенсит и остаточный аустенит являются неравновесными фазами, которые при нагреве
- 27. Тема:3 3.2. Основные виды термической обработки стали Термическая обработка позволяет значительно изменить многие свойства металлов, особенно
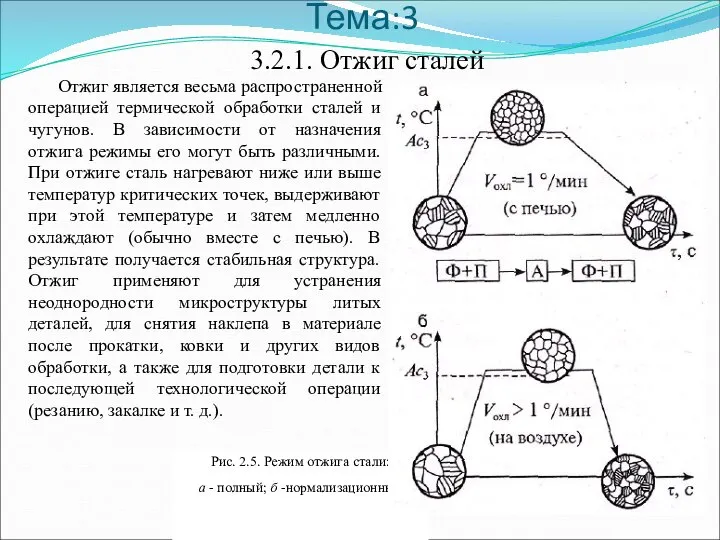
- 28. Рис. 2.5. Режим отжига стали: а - полный; б -нормализационный Тема:3 3.2.1. Отжиг сталей Отжиг является
- 29. Тема:3 3.2.2. Закалка сталей Закалка является основным видом упрочняющей термической обработки сталей и чугунов. При закалке
- 30. Тема:3 3.2.3. Закаливаемость и прокаливаемостъ стали Важными характеристиками стали, необходимыми для назначения технологических режимов закалки, являются
- 31. Тема:3 3.2.4. Поверхностная закалка Поверхностной закалкой называют процесс термической обработки, заключающийся в нагреве поверхностного слоя изделия
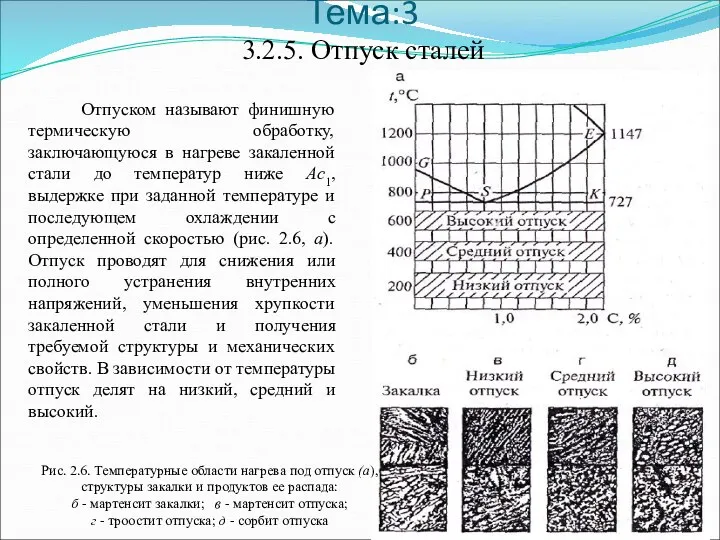
- 32. Тема:3 3.2.5. Отпуск сталей Отпуском называют финишную термическую обработку, заключающуюся в нагреве закаленной стали до температур
- 33. Тема:3 3.3. Термомеханическая обработка стали Термомеханическая обработка (ТМО) стали заключается в сочетании пластической деформации стали в
- 34. Тема:3 3.4. Термическая обработка чугуна В чугунах, как и в сталях, в твердом состоянии происходят фазовые
- 35. Тема:3 3.5. Дефекты термической обработки стали При термической обработке стали могут возникнуть следующие дефекты: недостаточная твердость,
- 36. Тема: 4 ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА 4.1. Основы химико-термической обработки сталей 4.2. Цементация 4.3. Азотирование 4.4. Цианирование 4.5.
- 37. Тема: 4 4.1. Основы химико-термической обработки сталей Химико-термической обработкой называют технологический процесс заключающийся в диффузионном насыщении
- 38. Тема: 4 4.2. Цементация Цементацией называется технологический процесс диффузионного насыщения поверхности стальных изделий углеродом. Цементация применяется
- 39. Тема: 4 4.3. Азотирование Азотированием называется технологический процесс диффузионного насыщения поверхности стальных изделий азотом, в результате
- 40. Тема: 4 4.4. Цианирование Цианирование сталей заключается в поверхностном насыщении стальных изделий одновременно углеродом и азотом
- 41. Тема: 4 4.5. Диффузионная металлизация Диффузионное насыщение поверхностного слоя стальных изделий металлами - диффузионная металлизация -
- 42. Тема:5 УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ СТАЛИ 5.1. Влияние примесей на свойства сталей 5.2. Классификация сталей 5.3. Углеродистые
- 43. Тема:5 5.1. Влияние примесей на свойства сталей Свойства сталей зависят не только от их состава и
- 44. Тема:5 5.2. Классификация сталей Стали классифицируют по химическому составу, способу производства, назначению, качеству, степени раскисления, структуре
- 45. Тема:5 5.3. Углеродистые стали Углеродистые стали относятся к числу самых распространенных конструкционных материалов. Объем их производства
- 46. Тема:5 5.4. Легированные стали Основными легирующими элементами являются кремний, никель, марганец, хром. Такие элементы, как вольфрам,
- 47. Тема:5 5.4.1. Конструкционные стали Цементуемые стали обычно содержат 0,1 ... 0,25 % углерода, а в качестве
- 48. Тема:5 5.4.2. Инструментальные стали К инструментальным сталям относятся легированные стали повышенной прокаливаемости и специальные легированные стали
- 49. Тема:5 5.4.3. Стали специального назначения Коррозионно-стойкие (нержавеющие) стали относятся к специальным сталям и идут на изготовление
- 50. Тема:6 ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 6.1. Общее понятие о цветных металлах 6.2. Алюминий и его сплавы
- 51. Тема:6 6.1. Общее понятие о цветных металлах Традиционно к цветным металлам относятся все металлы, кроме железа
- 52. Тема:6 6.2. Алюминий и его сплавы Алюминий имеет гранецентрированную кубическую решетку, которая не претерпевает полиморфных превращений
- 53. Тема:6 6.3. Магний и его сплавы Магний имеет низкую плотность (1,73 г/см3); у него гексагональная плотноупакованная
- 54. Тема:6 6.4. Медь и ее сплавы Медь - металл красного цвета, плотность которого составляет 8,9 г/см3,
- 55. Тема:6 6.5. Титан и его сплавы Титан по распространенности занимает четвертое место среди металлов, его содержание
- 56. Тема:7 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ 7.1. Классификация композиционных материалов 7.2. Особенности получения КМ жидкофазными методами 7.3. Особенности получения
- 57. Тема:7 7.1. Классификация композиционных материалов Композиционными материалами (КМ) называют материалы, созданные из двух или более компонентов,
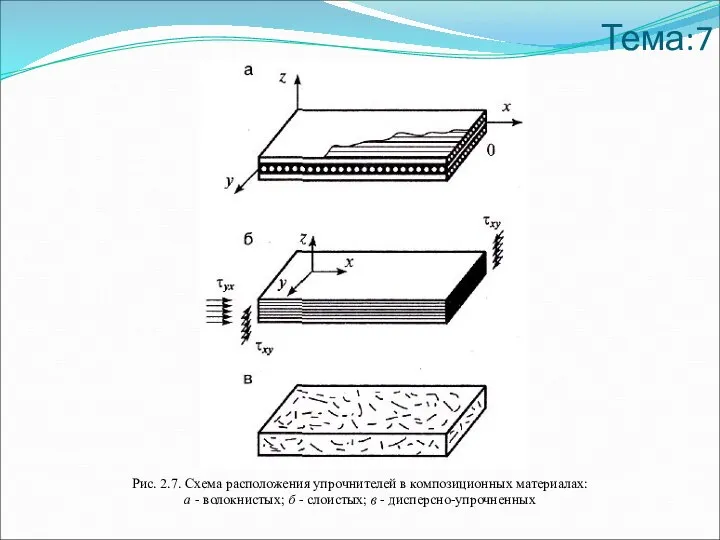
- 58. Рис. 2.7. Схема расположения упрочнителей в композиционных материалах: а - волокнистых; б - слоистых; в -
- 59. Тема:7 7.2. Особенности получения КМ жидкофазными методами Выбор метода получения КМ основан на анализе межфазного взаимодействия
- 60. Тема:7 7.3. Особенности получения КМ твердофазными методами В твердофазных методах получения КМ материал матрицы имеет вид
- 61. Тема:7 7.4. Методы и условия получения эвтектических КМ Эвтектическими КМ называют материалы, полученные кристаллизацией из сплавов
- 62. Тема:7 7.5. Технология изготовления дисперсно-упрочненных КМ Дисперсно-упрочненные КМ относятся к классу порошковых КМ. Упрочняющей фазой являются
- 63. Тема:7 7.6. Технология изготовления слоистых КМ Слоистые материалы в виде листов, труб, прутков, лент, заготовок изготавливают
- 65. Скачать презентацию
Слайд 3 Тема:1
Рис. 1.1. Кристаллическое строение металлов:
а - схема кристаллической решетки; б
Тема:1
Рис. 1.1. Кристаллическое строение металлов:
а - схема кристаллической решетки; б
Слайд 4 Тема:1
1.2. Дефекты строения реальных кристаллов
Существующие в природе кристаллы, которые
Тема:1
1.2. Дефекты строения реальных кристаллов
Существующие в природе кристаллы, которые
Слайд 5 Тема:1 1.3. Кристаллизация металлов
Кристаллизация обусловлена стремлением системы при определенных условиях
Тема:1 1.3. Кристаллизация металлов
Кристаллизация обусловлена стремлением системы при определенных условиях
Слайд 6 Тема:1
Рис. 1.3. Изменение свободной энергии F металла в жидком (Fж)
Тема:1
Рис. 1.3. Изменение свободной энергии F металла в жидком (Fж)
Слайд 7 Тема:1
1.4. Полиморфизм металлов
Существование разных типов кристаллических решеток у одного
Тема:1
1.4. Полиморфизм металлов
Существование разных типов кристаллических решеток у одного
Слайд 8 Тема:1
1.5. Основные сведения о металлических сплавах
В жидком состоянии компоненты
Тема:1
1.5. Основные сведения о металлических сплавах
В жидком состоянии компоненты
Слайд 9 Тема:1
1.6. Диаграммы состояния двойных сплавов
Процесс кристаллизации металлических сплавов и
Тема:1
1.6. Диаграммы состояния двойных сплавов
Процесс кристаллизации металлических сплавов и
Слайд 10 Тема:1
Рис. 1.5. Диаграмма состояния I рода (а), кривые охлаждения сплавов
Тема:1
Рис. 1.5. Диаграмма состояния I рода (а), кривые охлаждения сплавов
Слайд 11 Тема:1
1.6.1. Диаграмма состояния для сплавов, компоненты которых нерастворимы в твердом
Тема:1 1.6.1. Диаграмма состояния для сплавов, компоненты которых нерастворимы в твердом
Слайд 12 Тема:1
1.6.2. Диаграмма состояния для сплавов, компоненты которых неограниченно растворимы в
Тема:1 1.6.2. Диаграмма состояния для сплавов, компоненты которых неограниченно растворимы в
Слайд 13 Тема:1
1.6.3. Диаграмма состояния для сплавов, компоненты которых ограниченно растворимы в
Тема:1 1.6.3. Диаграмма состояния для сплавов, компоненты которых ограниченно растворимы в

Слайд 14 Тема:1
1.6.4. Диаграмма состояния для сплавов, компоненты которых образуют устойчивое химическое
Тема:1 1.6.4. Диаграмма состояния для сплавов, компоненты которых образуют устойчивое химическое
Слайд 15 Тема:1
1.6.5. Связь между свойствами сплавов и типом диаграммы состояния
Тема:1
1.6.5. Связь между свойствами сплавов и типом диаграммы состояния

Слайд 16 Тема:2
ДИАГРАММА СОСТОЯНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ
СПЛАВОВ
2.1. Структурные составляющие сплавов железа с углеродом
2.2.
Тема:2
ДИАГРАММА СОСТОЯНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ
СПЛАВОВ
2.1. Структурные составляющие сплавов железа с углеродом
2.2.
Слайд 17 Тема:2
2.1. Структурные составляющие сплавов железа с углеродом
В технике наиболее
Тема:2
2.1. Структурные составляющие сплавов железа с углеродом
В технике наиболее
Слайд 18 Тема:2
Рис. 1.9. Диаграмма состояния Fе - Fe3C
Тема:2
Рис. 1.9. Диаграмма состояния Fе - Fe3C
Слайд 19 Тема:2
2.2. Участок диаграммы состояния Fе - Fе3С с концентрацией углерода
Тема:2 2.2. Участок диаграммы состояния Fе - Fе3С с концентрацией углерода
Слайд 20 Тема:2
2.3. Участок диаграммы состояния Fе - Fе3С с концентрацией углерода
Тема:2 2.3. Участок диаграммы состояния Fе - Fе3С с концентрацией углерода
Слайд 21 Тема:3
ТЕРМИЧЕСКАЯ ОБРАБОТКА
3.1. Основы термической обработки стали
3.1.1. Превращение перлита в аустенит
Тема:3
ТЕРМИЧЕСКАЯ ОБРАБОТКА
3.1. Основы термической обработки стали
3.1.1. Превращение перлита в аустенит
Слайд 22 Тема:3
3.1. Основы термической обработки стали
Термическая обработка заключается в нагреве
Тема:3
3.1. Основы термической обработки стали
Термическая обработка заключается в нагреве
Слайд 23 Тема:3
3.1.1. Превращение перлита в аустенит и рост зерна аустенита при
Тема:3 3.1.1. Превращение перлита в аустенит и рост зерна аустенита при
Слайд 24 Тема:3
3.1.2. Превращения аустенита при охлаждении
Если сталь со структурой аустенита
Тема:3
3.1.2. Превращения аустенита при охлаждении
Если сталь со структурой аустенита
Слайд 25 Тема:3
3.1.3. Мартенситное превращение
В доэвтектоидных сталях при температуре ниже Аr3
Тема:3
3.1.3. Мартенситное превращение
В доэвтектоидных сталях при температуре ниже Аr3
Слайд 26 Тема:3
3.1.4. Превращения мартенсита при нагреве
Мартенсит и остаточный аустенит являются
Тема:3
3.1.4. Превращения мартенсита при нагреве
Мартенсит и остаточный аустенит являются
Слайд 27 Тема:3
3.2. Основные виды термической обработки стали
Термическая обработка позволяет значительно
Тема:3
3.2. Основные виды термической обработки стали
Термическая обработка позволяет значительно
Слайд 28Рис. 2.5. Режим отжига стали:
а - полный; б -нормализационный
Тема:3 3.2.1.
Рис. 2.5. Режим отжига стали:
а - полный; б -нормализационный
Тема:3 3.2.1.
Слайд 29 Тема:3
3.2.2. Закалка сталей
Закалка является основным видом упрочняющей термической обработки
Тема:3
3.2.2. Закалка сталей
Закалка является основным видом упрочняющей термической обработки
Слайд 30 Тема:3
3.2.3. Закаливаемость и прокаливаемостъ стали
Важными характеристиками стали, необходимыми для
Тема:3
3.2.3. Закаливаемость и прокаливаемостъ стали
Важными характеристиками стали, необходимыми для
Слайд 31 Тема:3
3.2.4. Поверхностная закалка
Поверхностной закалкой называют процесс термической обработки, заключающийся
Тема:3
3.2.4. Поверхностная закалка
Поверхностной закалкой называют процесс термической обработки, заключающийся
Слайд 32 Тема:3
3.2.5. Отпуск сталей
Отпуском называют финишную термическую обработку, заключающуюся в
Тема:3
3.2.5. Отпуск сталей
Отпуском называют финишную термическую обработку, заключающуюся в
Слайд 33 Тема:3
3.3. Термомеханическая обработка стали
Термомеханическая обработка (ТМО) стали заключается в
Тема:3
3.3. Термомеханическая обработка стали
Термомеханическая обработка (ТМО) стали заключается в
Слайд 34 Тема:3
3.4. Термическая обработка чугуна
В чугунах, как и в сталях,
Тема:3
3.4. Термическая обработка чугуна
В чугунах, как и в сталях,
Слайд 35 Тема:3
3.5. Дефекты термической обработки стали
При термической обработке стали могут
Тема:3
3.5. Дефекты термической обработки стали
При термической обработке стали могут
Слайд 36 Тема: 4
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
4.1. Основы химико-термической обработки сталей
4.2. Цементация
4.3. Азотирование
4.4. Цианирование
4.5.
Тема: 4
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
4.1. Основы химико-термической обработки сталей
4.2. Цементация
4.3. Азотирование
4.4. Цианирование
4.5.
Слайд 37 Тема: 4
4.1. Основы химико-термической обработки сталей
Химико-термической обработкой называют технологический
Тема: 4
4.1. Основы химико-термической обработки сталей
Химико-термической обработкой называют технологический
Слайд 38 Тема: 4
4.2. Цементация
Цементацией называется технологический процесс диффузионного насыщения поверхности
Тема: 4
4.2. Цементация
Цементацией называется технологический процесс диффузионного насыщения поверхности
Слайд 39 Тема: 4
4.3. Азотирование
Азотированием называется технологический процесс диффузионного насыщения поверхности
Тема: 4
4.3. Азотирование
Азотированием называется технологический процесс диффузионного насыщения поверхности
Слайд 40 Тема: 4
4.4. Цианирование
Цианирование сталей заключается в поверхностном насыщении стальных
Тема: 4
4.4. Цианирование
Цианирование сталей заключается в поверхностном насыщении стальных
Слайд 41 Тема: 4
4.5. Диффузионная металлизация
Диффузионное насыщение поверхностного слоя стальных изделий
Тема: 4
4.5. Диффузионная металлизация
Диффузионное насыщение поверхностного слоя стальных изделий
Слайд 42 Тема:5
УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ СТАЛИ
5.1. Влияние примесей на свойства сталей
5.2. Классификация
Тема:5
УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ СТАЛИ
5.1. Влияние примесей на свойства сталей
5.2. Классификация
Слайд 43 Тема:5
5.1. Влияние примесей на свойства сталей
Свойства сталей зависят не
Тема:5
5.1. Влияние примесей на свойства сталей
Свойства сталей зависят не
Слайд 44 Тема:5
5.2. Классификация сталей
Стали классифицируют по химическому составу, способу производства,
Тема:5
5.2. Классификация сталей
Стали классифицируют по химическому составу, способу производства,
Слайд 45 Тема:5
5.3. Углеродистые стали
Углеродистые стали относятся к числу самых распространенных
Тема:5
5.3. Углеродистые стали
Углеродистые стали относятся к числу самых распространенных
Слайд 46 Тема:5
5.4. Легированные стали
Основными легирующими элементами являются кремний, никель, марганец,
Тема:5
5.4. Легированные стали
Основными легирующими элементами являются кремний, никель, марганец,
Слайд 47 Тема:5
5.4.1. Конструкционные стали
Цементуемые стали обычно содержат 0,1 ... 0,25
Тема:5
5.4.1. Конструкционные стали
Цементуемые стали обычно содержат 0,1 ... 0,25
Слайд 48 Тема:5
5.4.2. Инструментальные стали
К инструментальным сталям относятся легированные стали повышенной
Тема:5
5.4.2. Инструментальные стали
К инструментальным сталям относятся легированные стали повышенной
Слайд 49 Тема:5
5.4.3. Стали специального назначения
Коррозионно-стойкие (нержавеющие) стали относятся к специальным
Тема:5
5.4.3. Стали специального назначения
Коррозионно-стойкие (нержавеющие) стали относятся к специальным
Слайд 50 Тема:6 ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
6.1. Общее понятие о цветных металлах
6.2. Алюминий
Тема:6 ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
6.1. Общее понятие о цветных металлах
6.2. Алюминий

Слайд 51 Тема:6 6.1. Общее понятие о цветных металлах
Традиционно к цветным металлам
Тема:6 6.1. Общее понятие о цветных металлах
Традиционно к цветным металлам
Слайд 52 Тема:6 6.2. Алюминий и его сплавы
Алюминий имеет гранецентрированную кубическую решетку,
Тема:6 6.2. Алюминий и его сплавы
Алюминий имеет гранецентрированную кубическую решетку,
Слайд 53 Тема:6 6.3. Магний и его сплавы
Магний имеет низкую плотность (1,73
Тема:6 6.3. Магний и его сплавы
Магний имеет низкую плотность (1,73
Слайд 54 Тема:6 6.4. Медь и ее сплавы
Медь - металл красного цвета,
Тема:6 6.4. Медь и ее сплавы
Медь - металл красного цвета,
Слайд 55 Тема:6 6.5. Титан и его сплавы
Титан по распространенности занимает четвертое
Тема:6 6.5. Титан и его сплавы
Титан по распространенности занимает четвертое
Слайд 56 Тема:7 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
7.1. Классификация композиционных материалов
7.2. Особенности получения КМ жидкофазными методами
7.3.
Тема:7 КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
7.1. Классификация композиционных материалов
7.2. Особенности получения КМ жидкофазными методами
7.3.
Слайд 57 Тема:7 7.1. Классификация композиционных материалов
Композиционными материалами (КМ) называют материалы, созданные
Тема:7 7.1. Классификация композиционных материалов
Композиционными материалами (КМ) называют материалы, созданные
Слайд 58Рис. 2.7. Схема расположения упрочнителей в композиционных материалах:
а - волокнистых; б -
Рис. 2.7. Схема расположения упрочнителей в композиционных материалах:
а - волокнистых; б -
Слайд 59 Тема:7 7.2. Особенности получения КМ жидкофазными методами
Выбор метода получения КМ
Тема:7 7.2. Особенности получения КМ жидкофазными методами
Выбор метода получения КМ
Слайд 60 Тема:7 7.3. Особенности получения КМ твердофазными методами
В твердофазных методах получения
Тема:7 7.3. Особенности получения КМ твердофазными методами
В твердофазных методах получения
Слайд 61 Тема:7 7.4. Методы и условия получения эвтектических КМ
Эвтектическими КМ называют
Тема:7 7.4. Методы и условия получения эвтектических КМ
Эвтектическими КМ называют
Слайд 62 Тема:7 7.5. Технология изготовления дисперсно-упрочненных КМ
Дисперсно-упрочненные КМ относятся к классу
Тема:7 7.5. Технология изготовления дисперсно-упрочненных КМ
Дисперсно-упрочненные КМ относятся к классу
Слайд 63 Тема:7 7.6. Технология изготовления слоистых КМ
Слоистые материалы в виде листов,
Тема:7 7.6. Технология изготовления слоистых КМ
Слоистые материалы в виде листов,
 Меню для футболистов
Меню для футболистов Вписанные углы
Вписанные углы Презентация на тему Презентация по русскому языку "Слитное и раздельное написание НЕ с наречиями на - О и -Е"
Презентация на тему Презентация по русскому языку "Слитное и раздельное написание НЕ с наречиями на - О и -Е" И.А. Гончаров «Обломов»
И.А. Гончаров «Обломов» Серия QS
Серия QS Типы SQL -серверов
Типы SQL -серверов Презентация к Дню Знаний
Презентация к Дню Знаний Презентация на тему Методические рекомендации по составлению библиотечного портфолио
Презентация на тему Методические рекомендации по составлению библиотечного портфолио Робота з базами даних
Робота з базами даних Микеланджело Буонарроти - краткая биография и картины
Микеланджело Буонарроти - краткая биография и картины Влияние алкоголя на человека
Влияние алкоголя на человека Искусство Гжели. Истоки и современное развитие промысла
Искусство Гжели. Истоки и современное развитие промысла Виды торгово-холодильного оборудования
Виды торгово-холодильного оборудования Основные понятия в области научного-педагогического исследования 1) Проблема, объект и предмет научно-педагогического исследова
Основные понятия в области научного-педагогического исследования 1) Проблема, объект и предмет научно-педагогического исследова Влияние гистерезиса управления трафиком на использование ресурса узла беспроводных систем передачи информации
Влияние гистерезиса управления трафиком на использование ресурса узла беспроводных систем передачи информации Presentation Title
Presentation Title  2012 г. Управление образования администрации ЗАТО Александровск Муниципальное бюджетное дошкольное образовательное учреждение «Д
2012 г. Управление образования администрации ЗАТО Александровск Муниципальное бюджетное дошкольное образовательное учреждение «Д Начальная подготовка студентов-волейболистов в условиях непрофильных вузов
Начальная подготовка студентов-волейболистов в условиях непрофильных вузов Фенолформальдегидная смола
Фенолформальдегидная смола Юридическая этика. Тема 5
Юридическая этика. Тема 5 Famous people of Mari El
Famous people of Mari El Пеллеты.
Пеллеты. Трение. Робот-боксер. Занятие 8
Трение. Робот-боксер. Занятие 8 Эдисон Васильевич Денисов (1929-1996). Плачи (1966)
Эдисон Васильевич Денисов (1929-1996). Плачи (1966) Презентация на тему Проблема мира и разоружения
Презентация на тему Проблема мира и разоружения История стрелкового оружия в России
История стрелкового оружия в России Управление профессиональным развитиемпедагогических кадров в учебном округе
Управление профессиональным развитиемпедагогических кадров в учебном округе Великая Отечественная война.1941 - 1945 гг.
Великая Отечественная война.1941 - 1945 гг.