- Основные принципы малярного дела

Содержание
- 2. Основные принципы Всегда читайте инструкции перед началом работ
- 3. Факторы, влияющие на результат покраски Существует множество факторов, влияющих на результат нанесения как грунтов, так и
- 4. 1. Совместимость материалов ЛКМ данной покрасочной системы созданы совместимыми друг с другом и для применения на
- 5. 2. Подготовка поверхности Правильная подготовка поверхности чрезвычайно важна. Плохая подготовка создаст проблемы и увеличит расходы.
- 6. 2. Подготовка поверхности (продолжение) Предварительная чистка Поиск дефектов Устранение дефектов Шлифование Повторная чистка Чистка липкой салфектой
- 7. 3. Оборудование В настоящее время производители распылительного оборудования поставляют всю информацию для определения вида и размера
- 8. Компрессоры
- 9. Подача воздуха из компрессора в регулятор Должна осуществляться по трубам из нержавеющей стали для предотвражения внутренней
- 10. Воздушный трансформатор и фильтр Обычно встроен в покрасочной камере, многофункциональный аппарат для удаления из сжатого воздуха
- 11. Воздухопровод Правильный внутренний диаметр воздухопровода способствует подаче нужного давления. Длина воздухопровода также влияет на подачу давления.
- 12. Пульверизаторы Основными видами используемых пульверизаторов являются пульверизаторы самотечной подачей или подачей под давлением. Все пульверизаторы -
- 13. Пульверизаторы Недостаточно воздуха Избыток воздуха Правильная настройка
- 14. Использование пульверизатора 1. Угол наклона пульверизатора 2. Расстояние от поверхности 3. Скорость прохождения поверхности
- 15. Технология нанесения Расстояние Примерно 150-200 мм от поверхности Слишком близко/далеко: потеки и капли сухое или перераспыление
- 16. Технология нанесения Скорость пульверизатора Скорость должна быть удобной Мокрые слои, но не слишком Слишком быстрая -
- 17. Правильное расстояние помогает избегать сухого распыления или потеков Технология нанесения 200мм для обычного, 150 mm для
- 18. Включение при начале прохода, Выключение в конце прохода. Первый проход, нацеленый на край детали Сжать курок
- 19. Технология нанесения Ошибки при нанесениее приводят: Потекам и каплям Сухому распылению / плохому виду Дефектам пленки,
- 20. Технология нанесения 20-25 см Внешний край сухого перепыла Слишком далеко Правильно Непраильно Неправильно Неправильный угол станет
- 21. Технология нанесения
- 22. Рекомендуемая последовательность Начинайте на крыше с одной стороны по направлению к ее центру Затем сделайте тоже
- 23. Рекомендуемая последовательность при перекраске (один маляр) После окраски дверь можно открыть во избежании перераспыления при окраске
- 24. Следует помнить: Распологайтесь поудобнее Наносите последовательными проходами, идущими внахлест примерно на 50% Сначала края и углубления
- 25. Скорость потока жидкости Всегда пользуйтесь пульверизаторами, дающими необходимую толщину пленки в соответствии с их настройкой. Большинство
- 26. 4. Условия в мастерской Лучших результатов с ремонтными ЛКМ вы добьетесь при температуре 18 - 25oC.
- 27. Только заметки. Слайда нет.
- 28. 5. Скорость испарения и качество разбавителей Важно, чтобы скорость испарения разбавителя, добавленного в краску, совпадала со
- 29. 6. Количество используемого разбавителя. Использование необходимого количества разбавителя позволяет добиться нужной вязкости, что способствует ровному потоку
- 30. 7. Атомизация
- 31. 8. Время испарения / Время Tack Термин “время испарения” используется по отношению к быстросохнущим материалам, таким
- 32. Только заметки. Слайда нет..
- 33. 9. Температура материала и окрашиваемой поверхности Важно, чтобы поверхности и наносимого на нее материала были близки
- 34. 10. Высыхание После успешного нанесения, краска должна быть надлежащим образом высушена для получения твердого, прочного покрытия.
- 35. 11. Завершающие работы Просто блеск!
- 37. Скачать презентацию
Слайд 3Факторы, влияющие на результат покраски
Существует множество факторов, влияющих на результат нанесения как
Факторы, влияющие на результат покраски
Существует множество факторов, влияющих на результат нанесения как
Слайд 41. Совместимость материалов
ЛКМ данной покрасочной системы созданы совместимыми друг с другом и
1. Совместимость материалов
ЛКМ данной покрасочной системы созданы совместимыми друг с другом и
Слайд 52. Подготовка поверхности
Правильная подготовка поверхности чрезвычайно важна.
Плохая подготовка создаст проблемы и увеличит
2. Подготовка поверхности
Правильная подготовка поверхности чрезвычайно важна.
Плохая подготовка создаст проблемы и увеличит
Слайд 62. Подготовка поверхности
(продолжение)
Предварительная чистка
Поиск дефектов
Устранение дефектов
Шлифование
Повторная чистка
Чистка липкой салфектой
2. Подготовка поверхности
(продолжение)
Предварительная чистка
Поиск дефектов
Устранение дефектов
Шлифование
Повторная чистка
Чистка липкой салфектой
Слайд 73. Оборудование
В настоящее время производители распылительного оборудования поставляют всю информацию для определения
3. Оборудование
В настоящее время производители распылительного оборудования поставляют всю информацию для определения
Слайд 8
Компрессоры
Компрессоры

Слайд 9Подача воздуха из компрессора в регулятор
Должна осуществляться по трубам из нержавеющей стали
Подача воздуха из компрессора в регулятор
Должна осуществляться по трубам из нержавеющей стали
Слайд 10Воздушный трансформатор и фильтр
Обычно встроен в покрасочной камере, многофункциональный аппарат для удаления
Воздушный трансформатор и фильтр
Обычно встроен в покрасочной камере, многофункциональный аппарат для удаления
Слайд 11Воздухопровод
Правильный внутренний диаметр воздухопровода способствует подаче нужного давления.
Длина воздухопровода также влияет на
Воздухопровод
Правильный внутренний диаметр воздухопровода способствует подаче нужного давления.
Длина воздухопровода также влияет на
Слайд 12Пульверизаторы
Основными видами используемых пульверизаторов являются пульверизаторы самотечной подачей или подачей под давлением.
Пульверизаторы
Основными видами используемых пульверизаторов являются пульверизаторы самотечной подачей или подачей под давлением.
Слайд 13Пульверизаторы
Недостаточно воздуха
Избыток воздуха
Правильная
настройка
Пульверизаторы
Недостаточно воздуха
Избыток воздуха
Правильная
настройка

Слайд 14Использование пульверизатора
1. Угол наклона пульверизатора
2. Расстояние от поверхности
3. Скорость прохождения поверхности
Использование пульверизатора
1. Угол наклона пульверизатора
2. Расстояние от поверхности
3. Скорость прохождения поверхности
Слайд 15Технология нанесения
Расстояние
Примерно 150-200 мм от поверхности
Слишком близко/далеко:
потеки и капли
сухое или перераспыление
Плохая наводка
Правильно
Технология нанесения
Расстояние
Примерно 150-200 мм от поверхности
Слишком близко/далеко:
потеки и капли
сухое или перераспыление
Плохая наводка
Правильно
Слайд 16Технология нанесения
Скорость пульверизатора
Скорость должна быть удобной
Мокрые слои, но не слишком
Слишком быстрая -
Технология нанесения
Скорость пульверизатора
Скорость должна быть удобной
Мокрые слои, но не слишком
Слишком быстрая -
Слайд 17Правильное расстояние помогает избегать сухого распыления или потеков
Технология нанесения
200мм для обычного, 150
Правильное расстояние помогает избегать сухого распыления или потеков
Технология нанесения
200мм для обычного, 150

Слайд 18Включение при начале прохода, Выключение в конце прохода.
Первый проход, нацеленый на край
Включение при начале прохода, Выключение в конце прохода.
Первый проход, нацеленый на край

Слайд 19Технология нанесения
Ошибки при нанесениее приводят:
Потекам и каплям
Сухому распылению / плохому виду
Дефектам
Технология нанесения
Ошибки при нанесениее приводят:
Потекам и каплям
Сухому распылению / плохому виду
Дефектам
Слайд 20Технология нанесения
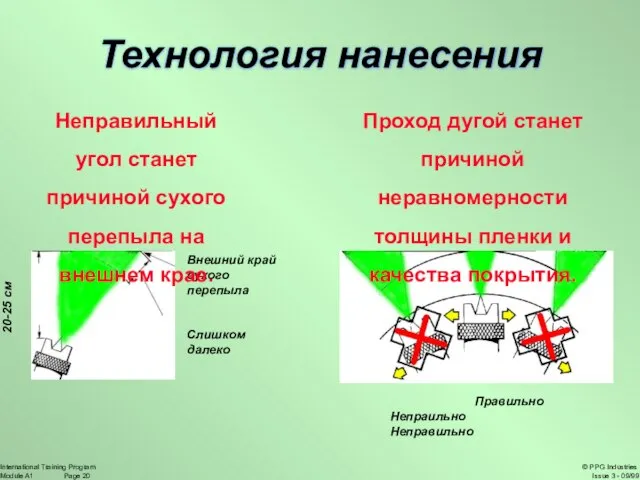
20-25 см
Внешний край сухого перепыла
Слишком далеко
Правильно
Непраильно Неправильно
Неправильный угол станет причиной
Технология нанесения
20-25 см
Внешний край сухого перепыла
Слишком далеко
Правильно
Непраильно Неправильно
Неправильный угол станет причиной
Слайд 21Технология нанесения
Технология нанесения

Слайд 22Рекомендуемая последовательность
Начинайте на крыше с одной стороны по направлению к ее центру
Затем
Рекомендуемая последовательность
Начинайте на крыше с одной стороны по направлению к ее центру
Затем
Слайд 23Рекомендуемая последовательность при перекраске (один маляр)
После окраски дверь можно открыть во избежании
Рекомендуемая последовательность при перекраске (один маляр)
После окраски дверь можно открыть во избежании

Слайд 24Следует помнить:
Распологайтесь поудобнее
Наносите последовательными проходами, идущими внахлест примерно на 50%
Сначала края и
Следует помнить:
Распологайтесь поудобнее
Наносите последовательными проходами, идущими внахлест примерно на 50%
Сначала края и

Слайд 25Скорость потока жидкости
Всегда пользуйтесь пульверизаторами, дающими необходимую толщину пленки в соответствии с
Скорость потока жидкости
Всегда пользуйтесь пульверизаторами, дающими необходимую толщину пленки в соответствии с
Слайд 264. Условия в мастерской
Лучших результатов с ремонтными ЛКМ вы добьетесь при температуре
4. Условия в мастерской
Лучших результатов с ремонтными ЛКМ вы добьетесь при температуре
Слайд 27Только заметки.
Слайда нет.
Только заметки.
Слайда нет.
Слайд 285. Скорость испарения и качество разбавителей
Важно, чтобы скорость испарения разбавителя, добавленного в
5. Скорость испарения и качество разбавителей
Важно, чтобы скорость испарения разбавителя, добавленного в
Слайд 296. Количество используемого разбавителя.
Использование необходимого количества разбавителя позволяет добиться нужной вязкости, что
6. Количество используемого разбавителя.
Использование необходимого количества разбавителя позволяет добиться нужной вязкости, что
Слайд 30
7. Атомизация
7. Атомизация
Слайд 318. Время испарения / Время Tack
Термин “время испарения” используется по отношению к
8. Время испарения / Время Tack
Термин “время испарения” используется по отношению к
Слайд 32Только заметки.
Слайда нет..
Только заметки.
Слайда нет..
Слайд 339. Температура материала и окрашиваемой поверхности
Важно, чтобы поверхности и наносимого на нее
9. Температура материала и окрашиваемой поверхности
Важно, чтобы поверхности и наносимого на нее
Слайд 3410. Высыхание
После успешного нанесения, краска должна быть надлежащим образом высушена для получения
10. Высыхание
После успешного нанесения, краска должна быть надлежащим образом высушена для получения
Слайд 3511. Завершающие работы
Просто
блеск!
11. Завершающие работы
Просто
блеск!

 London
London Основы менеджмента
Основы менеджмента Кто покупает? Портрет вашего клиента
Кто покупает? Портрет вашего клиента Презентация на тему Непрерывные случайные величины
Презентация на тему Непрерывные случайные величины  Урок-путешествие
Урок-путешествие Экспортная Интернет площадка www.exim.uz
Экспортная Интернет площадка www.exim.uz Неправительственные правозащитные организации
Неправительственные правозащитные организации Презентация на тему Строение и функции белков
Презентация на тему Строение и функции белков  Инвестиционные программы Gold Fort
Инвестиционные программы Gold Fort Артюхова Нина Михайловна — русская детская писательница
Артюхова Нина Михайловна — русская детская писательница Особо избранный чин 33-х псалмов вечнозаветной псалтири на святорусском языке
Особо избранный чин 33-х псалмов вечнозаветной псалтири на святорусском языке Продажа земельных участков. Республика Крым
Продажа земельных участков. Республика Крым Презентация на тему Ромео и Джульетта
Презентация на тему Ромео и Джульетта Филогенетический и онтогенетический методы развития психики живых существ
Филогенетический и онтогенетический методы развития психики живых существ Место проведения экспедиции
Место проведения экспедиции project-presentation-template
project-presentation-template Медиаобразованиев России www.edu.of.ru/mediaeducation
Медиаобразованиев России www.edu.of.ru/mediaeducation Тема: Правописание частиц НЕ и НИ.
Тема: Правописание частиц НЕ и НИ. Чек-лист для InGame (детали)
Чек-лист для InGame (детали) Презентация на тему Всеволод Александрович Рождественский 29 марта 1895- 31 августа 1977
Презентация на тему Всеволод Александрович Рождественский 29 марта 1895- 31 августа 1977  Исследование как основа и как инструмент продвижения регионов
Исследование как основа и как инструмент продвижения регионов Мир на рубеже веков
Мир на рубеже веков Решение задач (Практическое пособие)
Решение задач (Практическое пособие) Тема:«Адаптационный период в 5б классе»Классный руководитель: Триколе О.В.
Тема:«Адаптационный период в 5б классе»Классный руководитель: Триколе О.В. Элемент архитектуры портал
Элемент архитектуры портал Переніс слві
Переніс слві Задание по дисциплине Маркетинговые стратегии
Задание по дисциплине Маркетинговые стратегии Ведение бизнеса по обслуживанию граждан пожилого возраста и инвалидов
Ведение бизнеса по обслуживанию граждан пожилого возраста и инвалидов