- Особенности конструирования и технологии РЭС различного структурного

Содержание
- 2. Вопрос Что представляют собой РЭС 1 – 3 структурных уровней?
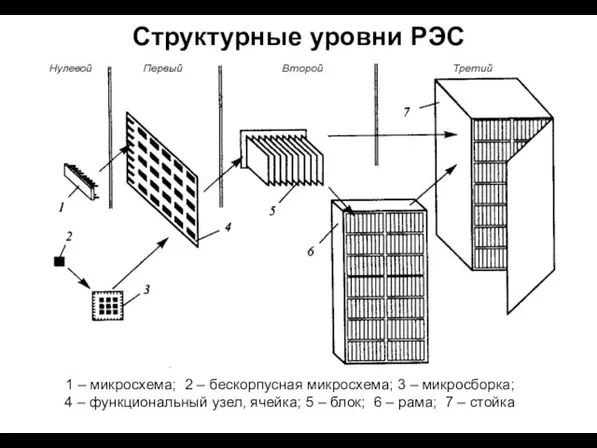
- 3. Структурные уровни РЭС 1 – микросхема; 2 – бескорпусная микросхема; 3 – микросборка; 4 – функциональный
- 4. 4.1 Основы конструирования и технологии радиоэлектронных модулей 1-го структурного уровня 4.1.1 Конструкции и технология изготовления коммутационных
- 5. Рекомендуемая литература (к п. 4.1.1) 1. Леухин В.Н.Основы конструирования и технологии производства РЭС: Учебное пособие. -
- 6. Классификация печатных плат
- 7. Из истории технологий печатных плат Прототип всех современных печатных плат впервые разработал немецкий инженер Альберт Паркер
- 8. Из истории технологий печатных плат Субтрактивные технологии изготовления печатных плат первым запатентовал Артур Берри (Arthur Berry)
- 9. Конструкции печатных плат: а — односторонняя ПП; б — двухсторонняя ПП; в — многослойная ПП
- 10. Многоуровневые соединения в МПП со скрытыми межслойными переходами и глухими отверстиями .
- 11. Назначение слоев в МПП
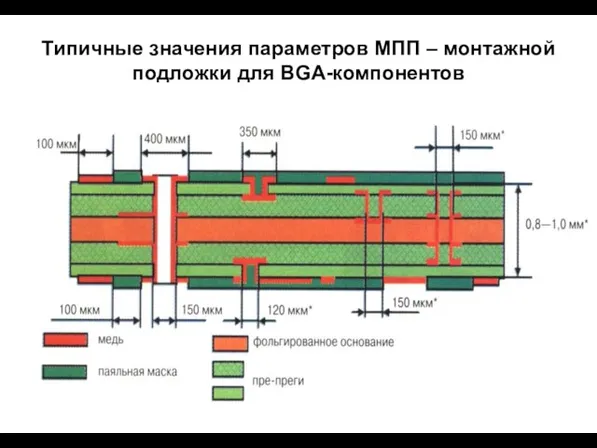
- 12. Типичные значения параметров МПП – монтажной подложки для BGA-компонентов
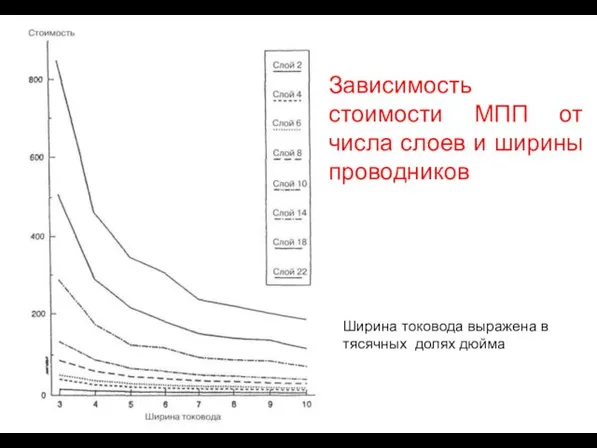
- 13. Зависимость стоимости МПП от числа слоев и ширины проводников Ширина токовода выражена в тясячных долях дюйма
- 14. Печатные платы на металлическом основании Печатная плата на металлической основе представляет собой комбинацию из базового металлического
- 15. Конструкции металлических печатных плат со сверхяркими светодиодами Известно, что КПД мощных светодиодов на порядок выше, чем
- 16. Конструкции металлических печатных плат со сверхяркими светодиодами В отличие от традиционных ламп накаливания и газоразрядных ламп
- 17. Печатные платы на металлическом основании Типичные конструкции Платы могут быть односторонними и многослойными. Односторонние: состоят из
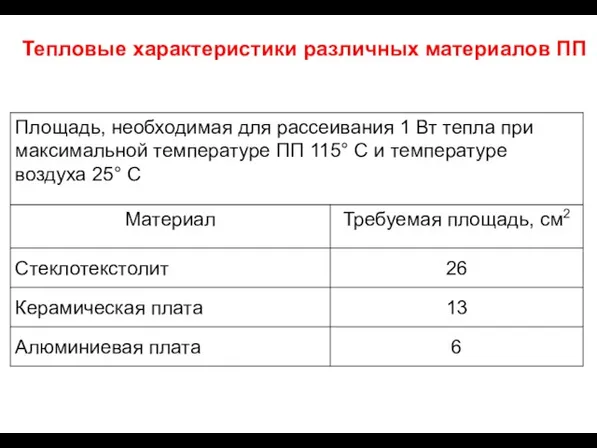
- 18. Тепловые характеристики различных материалов ПП
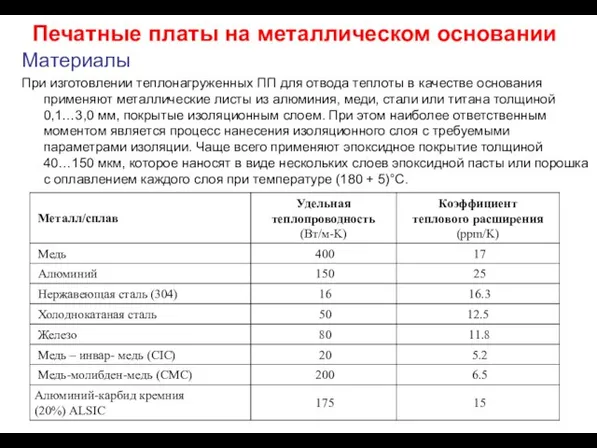
- 19. Печатные платы на металлическом основании Материалы При изготовлении теплонагруженных ПП для отвода теплоты в качестве основания
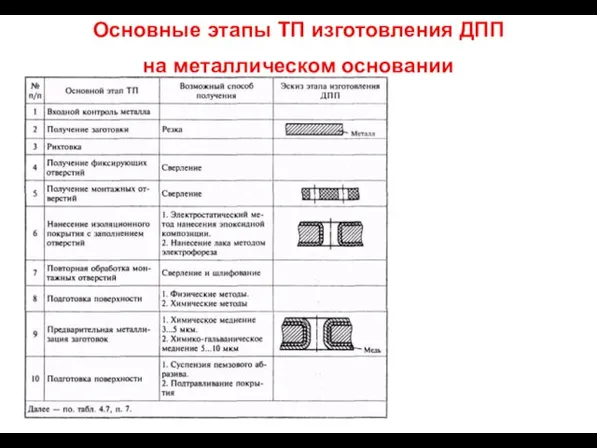
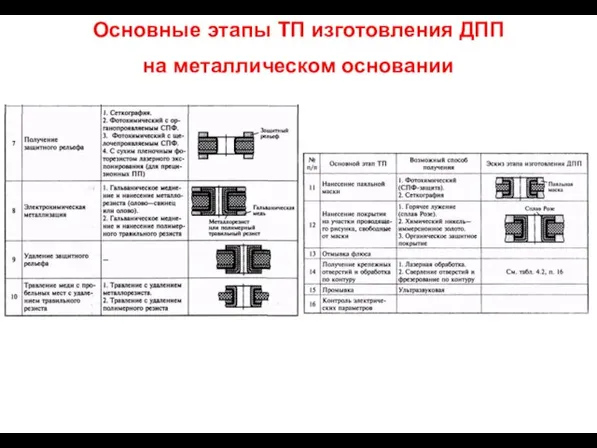
- 20. Основные этапы ТП изготовления ДПП на металлическом основании
- 21. Основные этапы ТП изготовления ДПП на металлическом основании
- 22. Гибкие печатные платы
- 23. Пример конструкции гибко-жесткой печатной платы из нескольких частей
- 24. Элементы конструкций гибкой платы
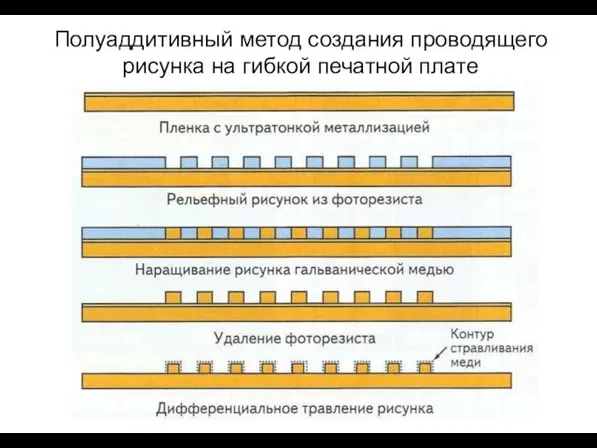
- 25. Полуаддитивный метод создания проводящего рисунка на гибкой печатной плате
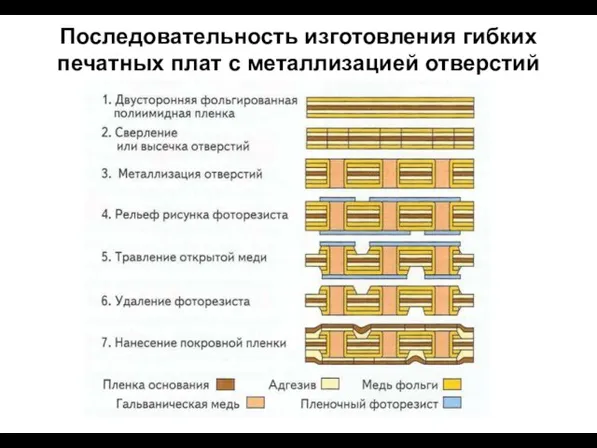
- 26. Последовательность изготовления гибких печатных плат с металлизацией отверстий
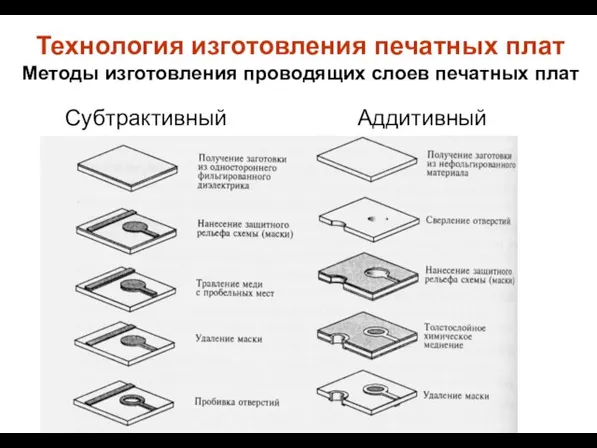
- 27. Технология изготовления печатных плат Методы изготовления проводящих слоев печатных плат Субтрактивный Аддитивный
- 28. Технология изготовления печатных плат Последовательность основных операций изготовления печатных плат химическим негативным методом а – заготовка
- 29. Классификация методов изготовления ДПП на жестком нефольгированном основании
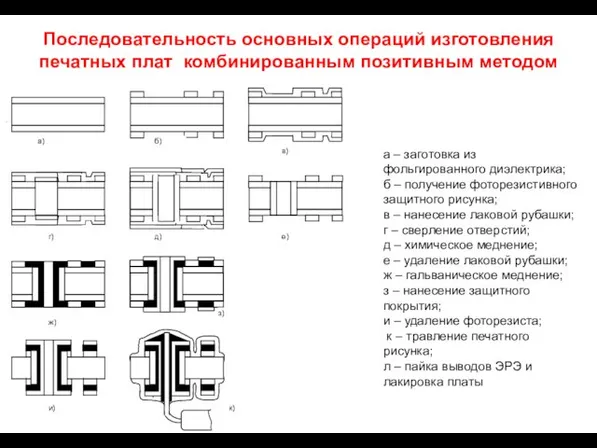
- 30. Последовательность основных операций изготовления печатных плат комбинированным позитивным методом . а – заготовка из фольгированного диэлектрика;
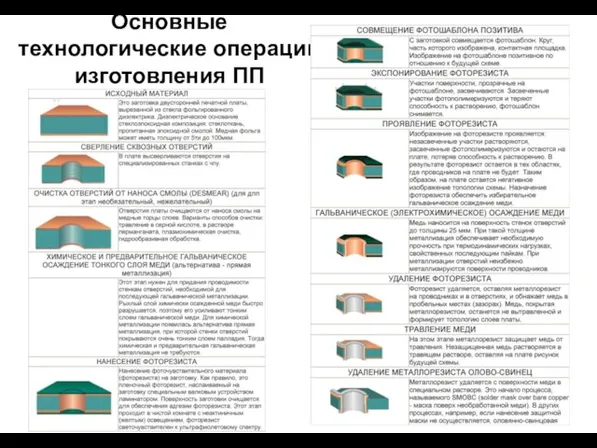
- 31. Основные технологические операции изготовления ПП
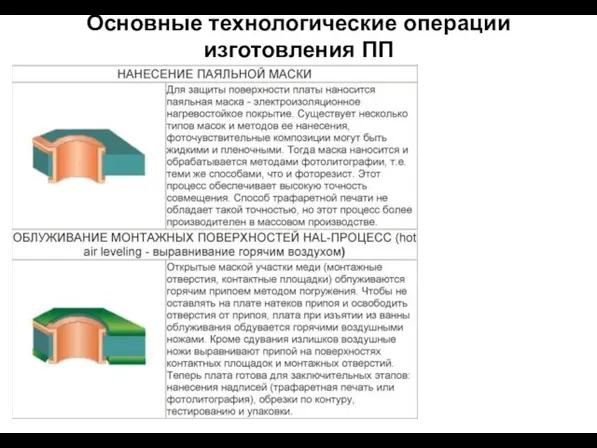
- 32. Основные технологические операции изготовления ПП
- 33. Схема технологического процесса изготовления МПП с металлизацией отверстий .
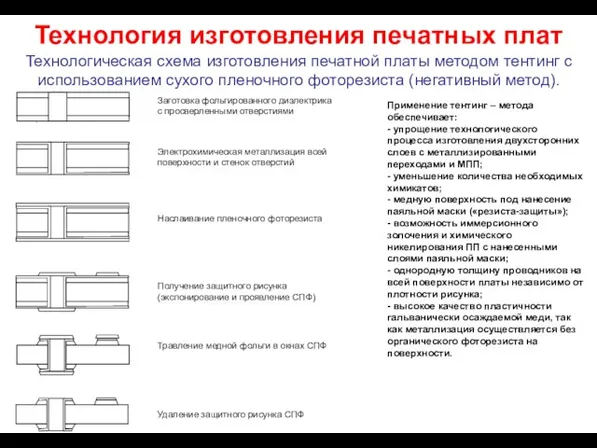
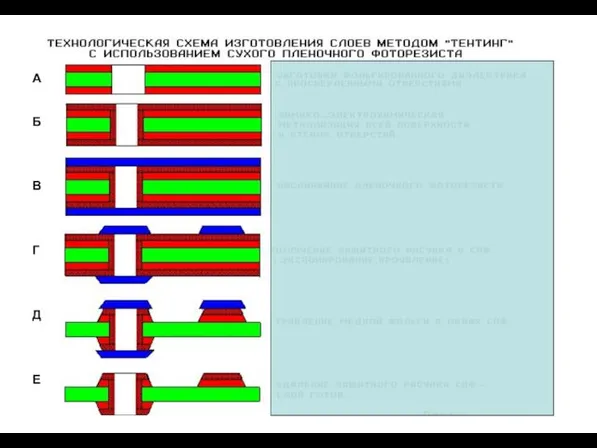
- 34. Технология изготовления печатных плат Технологическая схема изготовления печатной платы методом тентинг с использованием сухого пленочного фоторезиста
- 35. А Б В Г Д Е
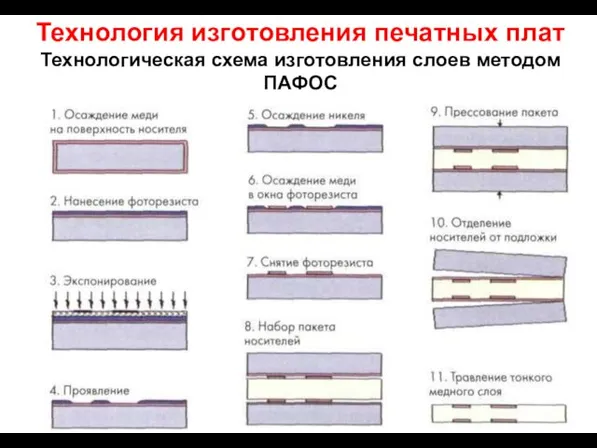
- 36. Технология изготовления печатных плат Технологическая схема изготовления слоев методом ПАФОС
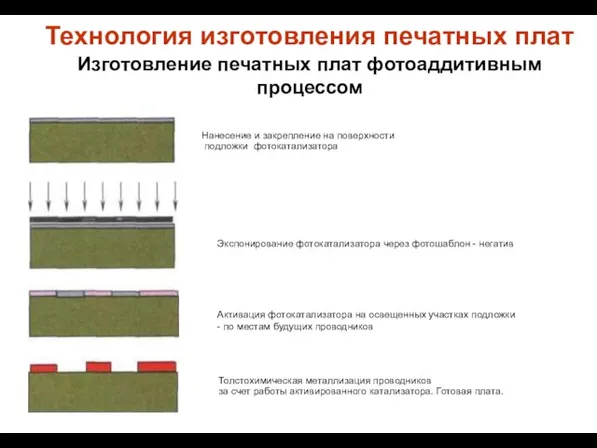
- 37. Технология изготовления печатных плат Изготовление печатных плат фотоаддитивным процессом
- 38. Технология изготовления печатных плат Последовательность основных операций изготовления МПП на алюминиевом основании с использованием полиимидной пленки
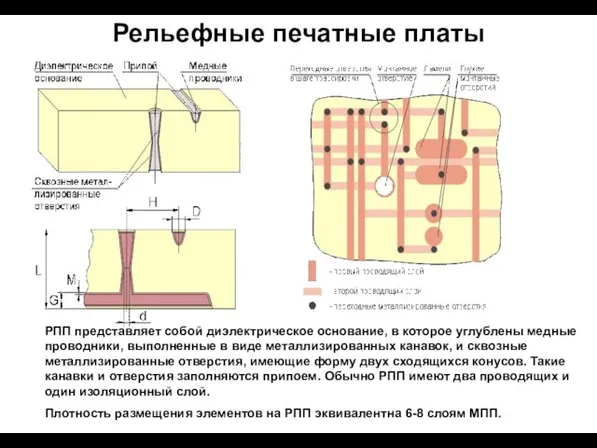
- 39. Рельефные печатные платы РПП представляет собой диэлектрическое основание, в которое углублены медные проводники, выполненные в виде
- 40. Рельефные печатные платы (РПП) Конструкция и технология изготовления РПП существенно отличаются от традиционных двухсторонних (ДПП) и
- 41. Как видно из рисунка, элементы проводящего рисунка могут быть следующих видов: прямолинейные проводники на первом и
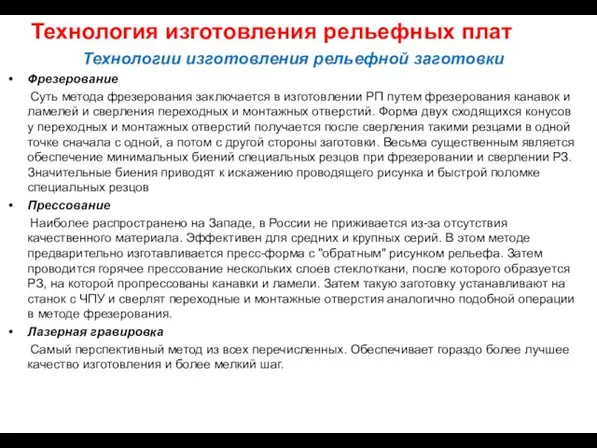
- 42. Технология изготовления рельефных плат Технологии изготовления рельефной заготовки Фрезерование Суть метода фрезерования заключается в изготовлении РП
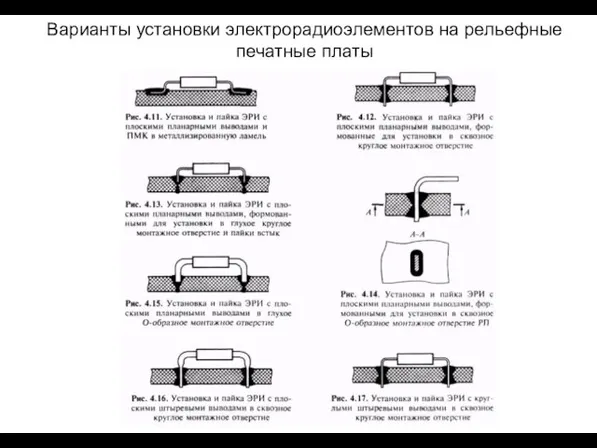
- 43. Варианты установки электрорадиоэлементов на рельефные печатные платы .
- 44. Технология изготовления рельефных печатных плат Гравирование рельефа проводников и контактных площадок в диэлектрической подложке. Используется сверлильный
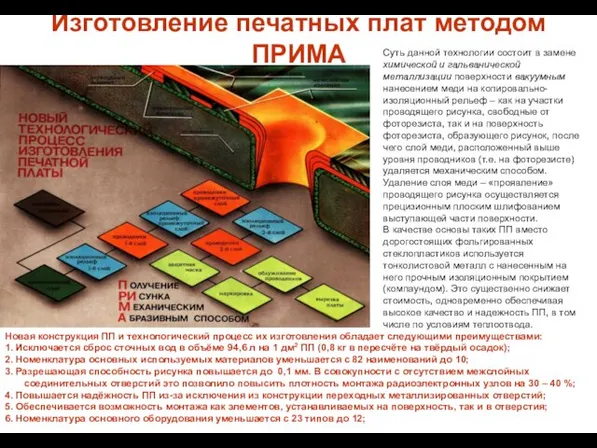
- 45. Изготовление печатных плат методом ПРИМА Суть данной технологии состоит в замене химической и гальванической металлизации поверхности
- 46. Технология изготовления ПП ПРИМА КИР – копировально-изоляционный рельеф
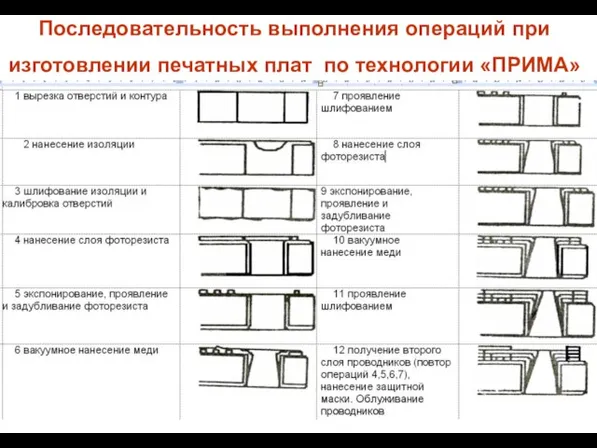
- 47. Последовательность выполнения операций при изготовлении печатных плат по технологии «ПРИМА»
- 49. Скачать презентацию
Слайд 3Структурные уровни РЭС
1 – микросхема; 2 – бескорпусная микросхема; 3 –
Структурные уровни РЭС
1 – микросхема; 2 – бескорпусная микросхема; 3 –
Слайд 44.1 Основы конструирования и технологии радиоэлектронных модулей
1-го структурного уровня
4.1.1
4.1 Основы конструирования и технологии радиоэлектронных модулей
1-го структурного уровня
4.1.1
Слайд 5Рекомендуемая литература
(к п. 4.1.1)
1. Леухин В.Н.Основы конструирования и технологии производства РЭС: Учебное
Рекомендуемая литература
(к п. 4.1.1)
1. Леухин В.Н.Основы конструирования и технологии производства РЭС: Учебное
Слайд 6Классификация печатных плат
Классификация печатных плат

Слайд 7Из истории технологий печатных плат
Прототип всех современных печатных плат впервые разработал
Из истории технологий печатных плат
Прототип всех современных печатных плат впервые разработал
Слайд 8Из истории технологий печатных плат
Субтрактивные технологии изготовления печатных плат первым запатентовал
Из истории технологий печатных плат
Субтрактивные технологии изготовления печатных плат первым запатентовал
Слайд 9Конструкции печатных плат:
а — односторонняя ПП; б — двухсторонняя ПП; в —
Конструкции печатных плат: а — односторонняя ПП; б — двухсторонняя ПП; в —

Слайд 10Многоуровневые соединения в МПП
со скрытыми межслойными переходами и глухими отверстиями
.
Многоуровневые соединения в МПП
со скрытыми межслойными переходами и глухими отверстиями
.

Слайд 11Назначение слоев в МПП
Назначение слоев в МПП

Слайд 12Типичные значения параметров МПП – монтажной подложки для BGA-компонентов
Типичные значения параметров МПП – монтажной подложки для BGA-компонентов
Слайд 13Зависимость стоимости МПП от числа слоев и ширины проводников
Ширина токовода выражена в
Зависимость стоимости МПП от числа слоев и ширины проводников
Ширина токовода выражена в
Слайд 14Печатные платы на металлическом основании
Печатная плата на металлической основе представляет собой комбинацию
Печатные платы на металлическом основании
Печатная плата на металлической основе представляет собой комбинацию
Слайд 15Конструкции металлических печатных плат со сверхяркими светодиодами
Известно, что КПД мощных светодиодов на
Конструкции металлических печатных плат со сверхяркими светодиодами
Известно, что КПД мощных светодиодов на

Слайд 16Конструкции металлических печатных плат со сверхяркими светодиодами
В отличие от традиционных ламп накаливания
Конструкции металлических печатных плат со сверхяркими светодиодами
В отличие от традиционных ламп накаливания

Слайд 17Печатные платы на металлическом основании
Типичные конструкции
Платы могут быть односторонними и многослойными.
Односторонние:
состоят
Печатные платы на металлическом основании
Типичные конструкции
Платы могут быть односторонними и многослойными.
Односторонние:
состоят

Слайд 18Тепловые характеристики различных материалов ПП
Тепловые характеристики различных материалов ПП
Слайд 19Печатные платы на металлическом основании
Материалы
При изготовлении теплонагруженных ПП для отвода теплоты в
Печатные платы на металлическом основании
Материалы
При изготовлении теплонагруженных ПП для отвода теплоты в
Слайд 20Основные этапы ТП изготовления ДПП
на металлическом основании
Основные этапы ТП изготовления ДПП
на металлическом основании
Слайд 21Основные этапы ТП изготовления ДПП
на металлическом основании
Основные этапы ТП изготовления ДПП
на металлическом основании
Слайд 22Гибкие печатные платы
Гибкие печатные платы

Слайд 23
Пример конструкции гибко-жесткой печатной платы из нескольких частей
Пример конструкции гибко-жесткой печатной платы из нескольких частей

Слайд 24Элементы конструкций гибкой платы
Элементы конструкций гибкой платы

Слайд 25Полуаддитивный метод создания проводящего рисунка на гибкой печатной плате
Полуаддитивный метод создания проводящего рисунка на гибкой печатной плате
Слайд 26Последовательность изготовления гибких печатных плат с металлизацией отверстий
Последовательность изготовления гибких печатных плат с металлизацией отверстий
Слайд 27Технология изготовления печатных плат Методы изготовления проводящих слоев печатных плат
Субтрактивный Аддитивный
Технология изготовления печатных плат Методы изготовления проводящих слоев печатных плат
Субтрактивный Аддитивный
Слайд 28Технология изготовления печатных плат Последовательность основных операций изготовления печатных плат химическим негативным
Технология изготовления печатных плат Последовательность основных операций изготовления печатных плат химическим негативным

Слайд 29Классификация методов изготовления ДПП на жестком нефольгированном основании
Классификация методов изготовления ДПП на жестком нефольгированном основании

Слайд 30Последовательность основных операций изготовления
печатных плат комбинированным позитивным методом
.
а – заготовка из
Последовательность основных операций изготовления
печатных плат комбинированным позитивным методом
.
а – заготовка из
Слайд 31Основные технологические операции изготовления ПП
Основные технологические операции изготовления ПП
Слайд 32Основные технологические операции изготовления ПП
Основные технологические операции изготовления ПП
Слайд 33Схема технологического процесса изготовления МПП с металлизацией отверстий
.
Схема технологического процесса изготовления МПП с металлизацией отверстий
.

Слайд 34Технология изготовления печатных плат Технологическая схема изготовления печатной платы методом тентинг с
Технология изготовления печатных плат Технологическая схема изготовления печатной платы методом тентинг с
Слайд 35А
Б
В
Г
Д
Е
А
Б
В
Г
Д
Е
Слайд 36Технология изготовления печатных плат
Технологическая схема изготовления слоев методом ПАФОС
Технология изготовления печатных плат
Технологическая схема изготовления слоев методом ПАФОС
Слайд 37Технология изготовления печатных плат Изготовление печатных плат фотоаддитивным процессом
Технология изготовления печатных плат Изготовление печатных плат фотоаддитивным процессом
Слайд 38Технология изготовления печатных плат Последовательность основных операций
изготовления МПП на алюминиевом основании
Технология изготовления печатных плат Последовательность основных операций изготовления МПП на алюминиевом основании

Слайд 39Рельефные печатные платы
РПП представляет собой диэлектрическое основание, в которое углублены медные проводники,
Рельефные печатные платы
РПП представляет собой диэлектрическое основание, в которое углублены медные проводники,
Слайд 40Рельефные печатные платы (РПП)
Конструкция и технология изготовления РПП существенно отличаются от
Рельефные печатные платы (РПП)
Конструкция и технология изготовления РПП существенно отличаются от
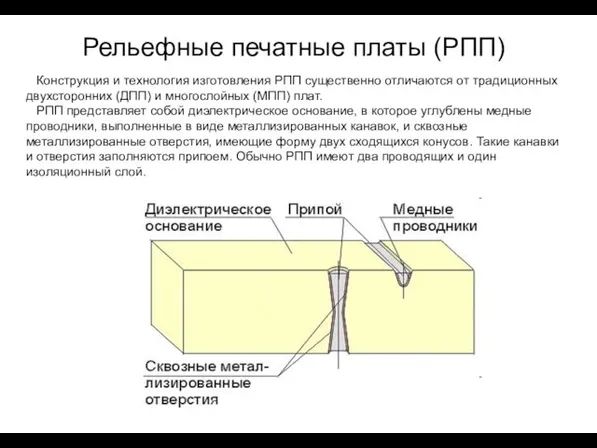
Слайд 41 Как видно из рисунка, элементы проводящего рисунка могут быть следующих видов:
Как видно из рисунка, элементы проводящего рисунка могут быть следующих видов:

Слайд 42 Технология изготовления рельефных плат
Технологии изготовления рельефной заготовки
Фрезерование
Суть метода фрезерования заключается
Технология изготовления рельефных плат
Технологии изготовления рельефной заготовки
Фрезерование
Суть метода фрезерования заключается
Слайд 43Варианты установки электрорадиоэлементов на рельефные печатные платы
.
Варианты установки электрорадиоэлементов на рельефные печатные платы
.
Слайд 44Технология изготовления рельефных печатных плат
Гравирование рельефа проводников и контактных площадок в диэлектрической
Технология изготовления рельефных печатных плат
Гравирование рельефа проводников и контактных площадок в диэлектрической

Слайд 45Изготовление печатных плат методом ПРИМА
Суть данной технологии состоит в замене химической и
Изготовление печатных плат методом ПРИМА
Суть данной технологии состоит в замене химической и
Слайд 46Технология изготовления ПП ПРИМА
КИР – копировально-изоляционный рельеф
Технология изготовления ПП ПРИМА
КИР – копировально-изоляционный рельеф

Слайд 47Последовательность выполнения операций при изготовлении печатных плат по технологии «ПРИМА»
Последовательность выполнения операций при изготовлении печатных плат по технологии «ПРИМА»
 Consumer buyer behavior
Consumer buyer behavior Реки
Реки Сопротивление движению поезда
Сопротивление движению поезда Загрязнение озера Байкал
Загрязнение озера Байкал Абсолютные и сравнительные преимущества. Условия взаимовыгодной торговли
Абсолютные и сравнительные преимущества. Условия взаимовыгодной торговли Петербург Достоевского – «город, в котором невозможно быть»
Петербург Достоевского – «город, в котором невозможно быть» Презентация на тему Политическое развитие: понятие и критерии
Презентация на тему Политическое развитие: понятие и критерии  решение
решение Реализация требований федерального государственного образовательного стандарта средствами системы Л.В.Занкова
Реализация требований федерального государственного образовательного стандарта средствами системы Л.В.Занкова Модель семьи
Модель семьи ТРУДОВІ РЕСУРСИ І ЗАЙНЯТІСТЬ НАСЕЛЕННЯ
ТРУДОВІ РЕСУРСИ І ЗАЙНЯТІСТЬ НАСЕЛЕННЯ  Айсинг
Айсинг Презентация на тему Князь Олег
Презентация на тему Князь Олег Движение - жизнь
Движение - жизнь От инфраструктуры к бизнесу: трансформация сознания Денис Кириенко
От инфраструктуры к бизнесу: трансформация сознания Денис Кириенко Аттестация руководящих и педагогических кадров
Аттестация руководящих и педагогических кадров Конституционно - правовой статус Президента РФ
Конституционно - правовой статус Президента РФ Портрет. Картины
Портрет. Картины Инструменты развития туризма
Инструменты развития туризма  Обеспечение качества изготовления детали сателлит
Обеспечение качества изготовления детали сателлит Сүзлекләр һәм алардан файдалану күнегүләре
Сүзлекләр һәм алардан файдалану күнегүләре Формирование УУД у обучающихся основной ступени образования
Формирование УУД у обучающихся основной ступени образования Поэзия периода великой отечественной войны
Поэзия периода великой отечественной войны Педагогическая диагностика как условие дифференциации в начальной школе
Педагогическая диагностика как условие дифференциации в начальной школе Муниципальное автономное образовательное учреждение дополнительного образования детей «Детско-юношеский центр» г. Нытва
Муниципальное автономное образовательное учреждение дополнительного образования детей «Детско-юношеский центр» г. Нытва Право в системе социальных норм
Право в системе социальных норм CROWDFUNDING AS AN IDEA FOR A BUSINESS
CROWDFUNDING AS AN IDEA FOR A BUSINESS Характеристика этапов инновационного процесса
Характеристика этапов инновационного процесса