- Отделочные операции в кузнечно-штамповочном производстве

Содержание
- 2. 11.1 ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК Основные технологические отходы в КШП: облой, перемычки сквозных отверстий поковок.
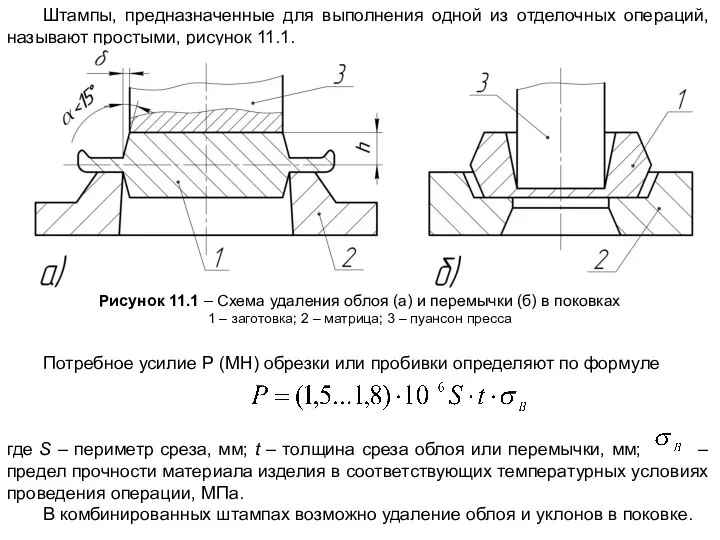
- 3. Штампы, предназначенные для выполнения одной из отделочных операций, называют простыми, рисунок 11.1. Рисунок 11.1 – Схема
- 4. 11.2 ЗАЧИСТКА ЗАУСЕНЦЕВ И ДЕФЕКТНЫХ УЧАСТКОВ Удаление дефектов на поверхности исходных заготовок и промежуточных деформированных полуфабрикатов
- 5. Эти процессы применяют соответственно для устранения искажений формы поковок и для повышения точности формы и размеров
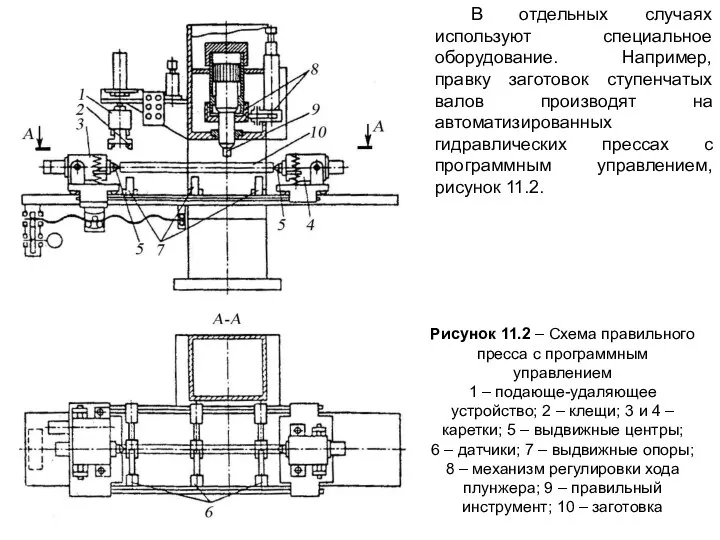
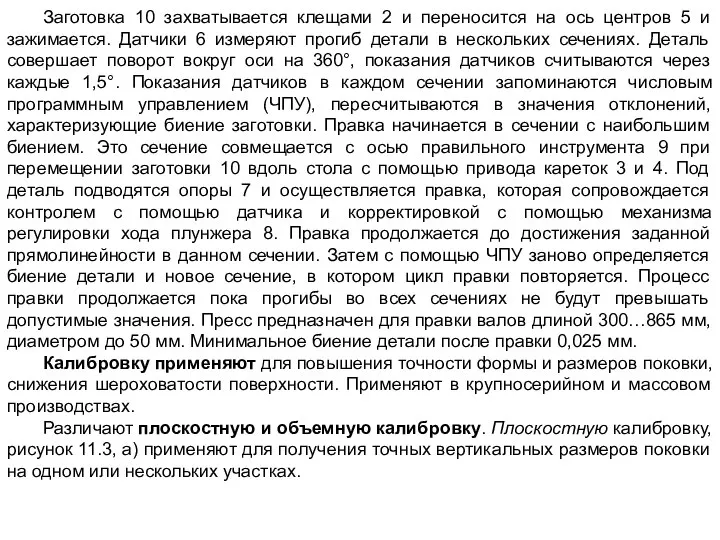
- 6. Рисунок 11.2 – Схема правильного пресса с программным управлением 1 – подающе-удаляющее устройство; 2 – клещи;
- 7. Заготовка 10 захватывается клещами 2 и переносится на ось центров 5 и зажимается. Датчики 6 измеряют
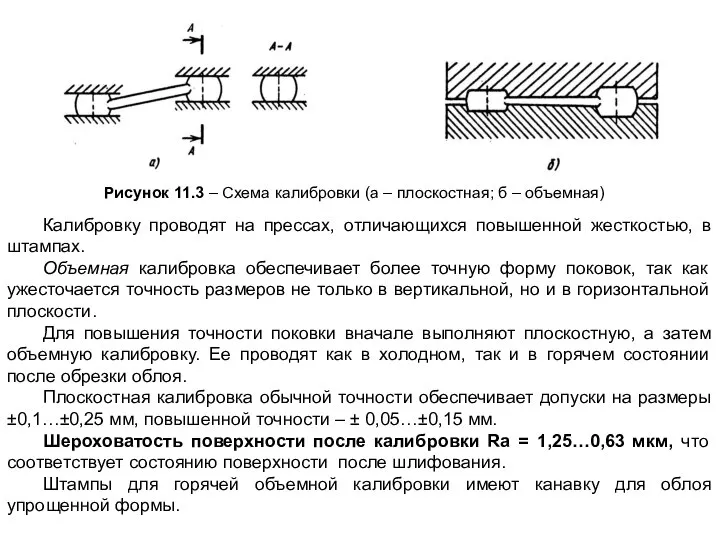
- 8. Калибровку проводят на прессах, отличающихся повышенной жесткостью, в штампах. Объемная калибровка обеспечивает более точную форму поковок,
- 9. Применяемая термообработка включает нормализацию, изотермический отжиг, улучшение. Она позволяет улучшать обрабатываемость заготовок резанием. При нормализации поковки
- 11. Скачать презентацию
Слайд 211.1 ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
Основные технологические отходы в КШП: облой, перемычки
11.1 ОБРЕЗКА ОБЛОЯ И ПРОБИВКА ПЕРЕМЫЧЕК
Основные технологические отходы в КШП: облой, перемычки
Слайд 3 Штампы, предназначенные для выполнения одной из отделочных операций, называют простыми, рисунок 11.1.
Штампы, предназначенные для выполнения одной из отделочных операций, называют простыми, рисунок 11.1.
Слайд 411.2 ЗАЧИСТКА ЗАУСЕНЦЕВ И ДЕФЕКТНЫХ УЧАСТКОВ
Удаление дефектов на поверхности исходных заготовок
11.2 ЗАЧИСТКА ЗАУСЕНЦЕВ И ДЕФЕКТНЫХ УЧАСТКОВ
Удаление дефектов на поверхности исходных заготовок
Слайд 5 Эти процессы применяют соответственно для устранения искажений формы поковок и для повышения
Эти процессы применяют соответственно для устранения искажений формы поковок и для повышения
Слайд 6Рисунок 11.2 – Схема правильного пресса с программным управлением
1 – подающе-удаляющее
Рисунок 11.2 – Схема правильного пресса с программным управлением
1 – подающе-удаляющее
Слайд 7 Заготовка 10 захватывается клещами 2 и переносится на ось центров 5 и
Заготовка 10 захватывается клещами 2 и переносится на ось центров 5 и
Слайд 8 Калибровку проводят на прессах, отличающихся повышенной жесткостью, в штампах.
Объемная калибровка обеспечивает более
Калибровку проводят на прессах, отличающихся повышенной жесткостью, в штампах.
Объемная калибровка обеспечивает более
Слайд 9 Применяемая термообработка включает нормализацию, изотермический отжиг, улучшение. Она позволяет улучшать обрабатываемость заготовок
Применяемая термообработка включает нормализацию, изотермический отжиг, улучшение. Она позволяет улучшать обрабатываемость заготовок
 Опыт реализации инклюзивного образования в Норвегии
Опыт реализации инклюзивного образования в Норвегии Работа для полицейского. Вакансии
Работа для полицейского. Вакансии Презентация на тему Япония
Презентация на тему Япония  Диагностика деятельности предприятия
Диагностика деятельности предприятия Полоролевое развитие детей старшего дошкольного возраста
Полоролевое развитие детей старшего дошкольного возраста БД и СУБД(Проектирование БД)
БД и СУБД(Проектирование БД) Литературная викторина "Что за прелесть эти сказки!"
Литературная викторина "Что за прелесть эти сказки!" Московский государственный технический университет гражданской авиации (МГТУ ГА)
Московский государственный технический университет гражданской авиации (МГТУ ГА) Ученическая конференция
Ученическая конференция Управление изменениями
Управление изменениями Дозиметр
Дозиметр Правила получения и оплаты листка нетрудоспособности
Правила получения и оплаты листка нетрудоспособности «ERP-решения фирмы «1С»: Пути повышения эффективности управления предприятием»
«ERP-решения фирмы «1С»: Пути повышения эффективности управления предприятием» Налоги. 7 класс
Налоги. 7 класс
 Официально-деловой стиль речи
Официально-деловой стиль речи «О задачах и функциях государственного информационного центра обеспечения межведомственного информационного обмена и доступа к
«О задачах и функциях государственного информационного центра обеспечения межведомственного информационного обмена и доступа к  Основные направления деятельности муниципальной методической службы (ГМЦ)
Основные направления деятельности муниципальной методической службы (ГМЦ) обрести уверенность в себе самокритично оценить недостатки своего характера наметить перспективы развития личности определить п
обрести уверенность в себе самокритично оценить недостатки своего характера наметить перспективы развития личности определить п Аванс и предоплата
Аванс и предоплата Архитектура компьютера
Архитектура компьютера Презентация по биологии на тему: цветок дальнего востока - Рододендрон .
Презентация по биологии на тему: цветок дальнего востока - Рододендрон . Полупроводники в жизни человека.
Полупроводники в жизни человека. Презентация на тему АГРЕГАТНЫЕ СОСТОЯНИЯ ВЕЩЕСТВА
Презентация на тему АГРЕГАТНЫЕ СОСТОЯНИЯ ВЕЩЕСТВА  Чужих детей не бывает
Чужих детей не бывает Правила Дорожного Движения (ПДД) 4 класс
Правила Дорожного Движения (ПДД) 4 класс Азот и его свойства
Азот и его свойства Урок 2. Пророк Мухаммад – основатель ислама.
Урок 2. Пророк Мухаммад – основатель ислама.