- Печи для автогенных процессов плавки сырья

Содержание
- 2. Данные агрегаты характеризуются напряженными условиями тепловой работы и агрессивными средами, формирующимися в расплавах и газовой фазе.
- 3. Огнеупорная футеровка подвергается наиболее быстрому износу в автогенных металлургических агрегатах. Огнеупорная футеровка в процессе эксплуатации подвергается
- 4. Огнеупоры характеризуются рядом физических свойств: пористостью, газопроницаемостью, теплопроводностью, теплоемкостью и др. Основные характеристики, отражающие эксплуатационные свойства
- 5. Кладка выполняется преимущественно периклазохромитовыми огнеупорами, а также из высококачественного хромомагнезитового и частично магнезитового кирпичей. Кроме того
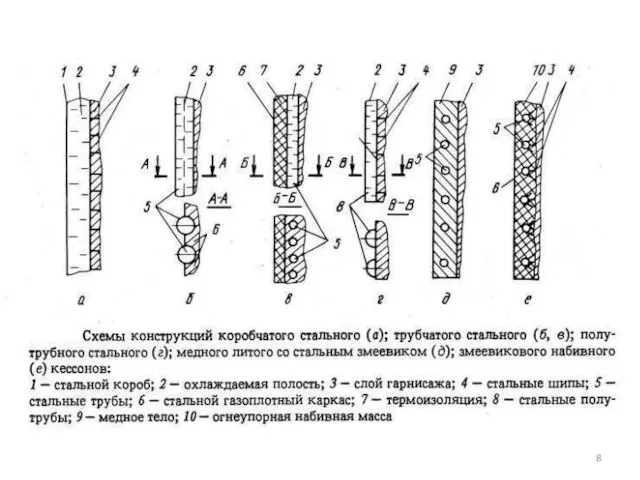
- 6. Наиболее перспективными для агрегатов автогенной плавки являются кессоны, полученные из высокотеплопроводного материала, с увеличенной толщиной стенки
- 7. Расположение и число кессонов на конкретном агрегате должны отвечать некоторому оптимуму. Чем чаще поставлены кессоны в
- 9. ГОРЕЛОЧНО-ДУТЬЕВЫЕ И ЗАГРУЗОЧНЫЕ УСТРОЙСТВА Главный узел агрегатов автогенной переработки сырья - горелочные и дутьевые устройства, обеспечивающие
- 10. Горелочно-дутьевые устройства принципиально отличаются между собой в зависимости от назначения плавки - в газовой фазе или
- 11. Основным требованием к шихтовым горелкам на финских печах, работающих на подогретом воздухе и (или) с невысоким
- 12. Ориентировочные скорости потоков в горелках, м/с: воздуха - 90 - 100; шихты на выходе - 3
- 13. На больших печах (диаметр плавильной шахты - 7 - 8 м) обычно устанавливают симметрично 3-4 горелки,
- 14. Условия работы шихтово-кислородных горелок на печах КФП существенно отличаются от работы шихтово-воздушных горелок. Если в финских
- 16. Основные показатели работы шихтово-кислородной горелки: Производительность по шихте, т/ч - 25-30 Давление кислорода (избыточное), кПа -
- 17. Кислородное сопло горелки сделано съемным. Кислород к горелке подводится гибким кислородопроводом, шихта подается в патрубок по
- 18. Относительно небольшая длина шихтово-кислородного факела позволяет отказаться от горизонтальной установки горелок и располагать их на своде
- 19. Дутьевые устройства Дутьевые устройства на агрегатах плавки в расплавах выполняют две основные функции: подают окислитель в
- 20. Дутьевые устройства во время работы подвергаются высоким температурам и агрессивным свойствам продуваемых расплавов. В случае же
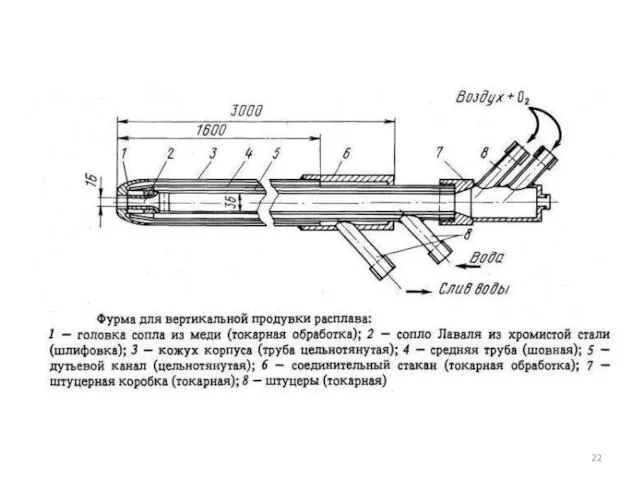
- 21. На горизонтальных конвертерах, работающих на воздушном дутье или с небольшим обогащением кислородом, используются стандартные фурмы без
- 23. ИСПОЛЬЗОВАНИЕ ВТОРИЧНОГО ТЕПЛА Для агрегатов автогенной плавки важное значение приобретает задача использования вторичного тепла, поскольку теряется
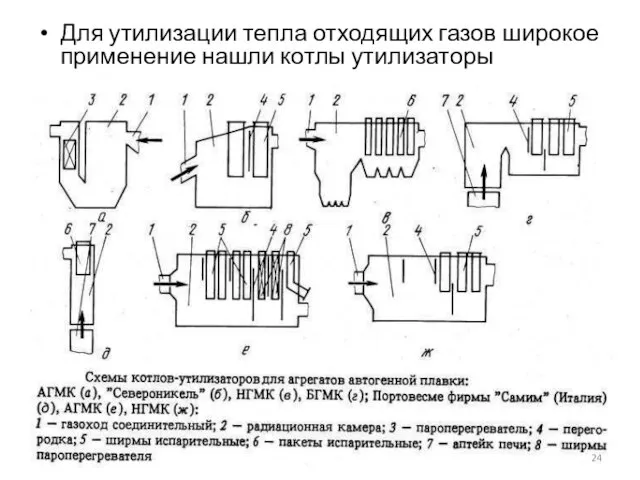
- 24. Для утилизации тепла отходящих газов широкое применение нашли котлы утилизаторы
- 25. Для повышения комплексности использования сырья и энергетических ресурсов, помимо экономической целесообразности использования физического тепла жидких шлаков,
- 26. В настоящее время широкое распространение получила водная грануляция расплавленных шлаков, существенными недостатками которой являются: большой расход
- 27. Для агрегатов автогенной плавки сырья, особенно работающих в непрерывном режиме, предусмотрено обеспечение установками сухой грануляции шлаков
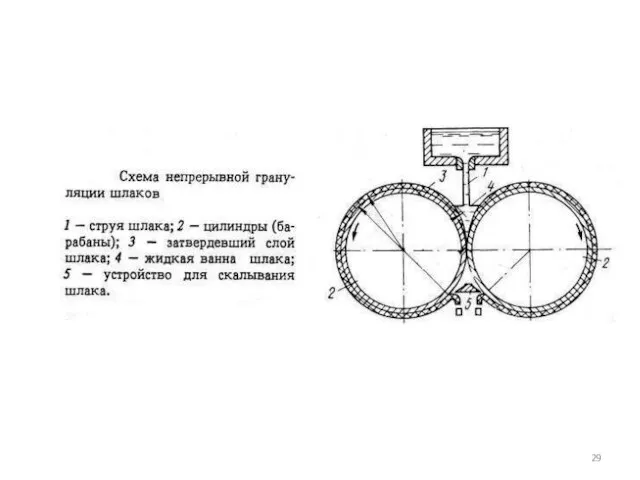
- 28. Принцип действия установки заключается в следующем: расплавленный шлак подается на поверхность барабанов и в процессе вращения
- 30. ПЛАВКА ВО ВЗВЕШЕННОМ СОСТОЯНИИ
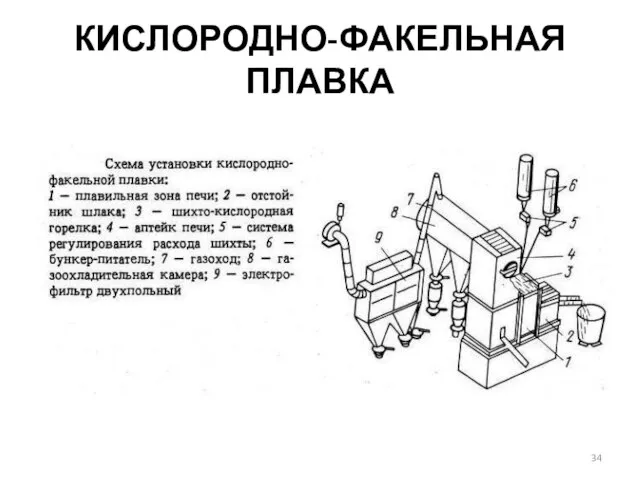
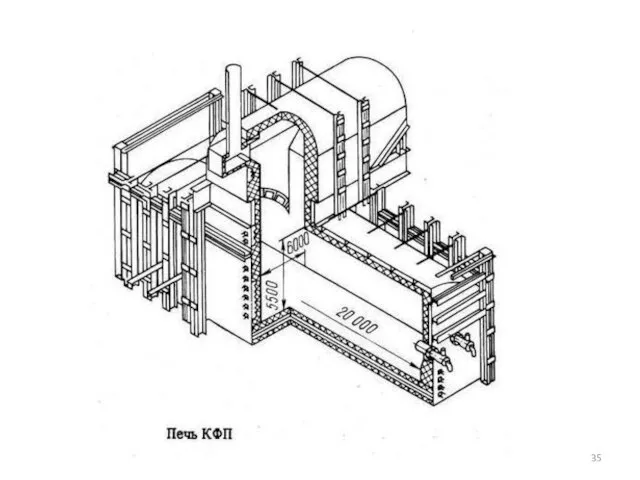
- 34. КИСЛОРОДНО-ФАКЕЛЬНАЯ ПЛАВКА
- 36. Основные технико-экономические показатели работы комплекса КФП следующие: Удельный проплав шихты, т/(м2 · сут.)... 15 - 16
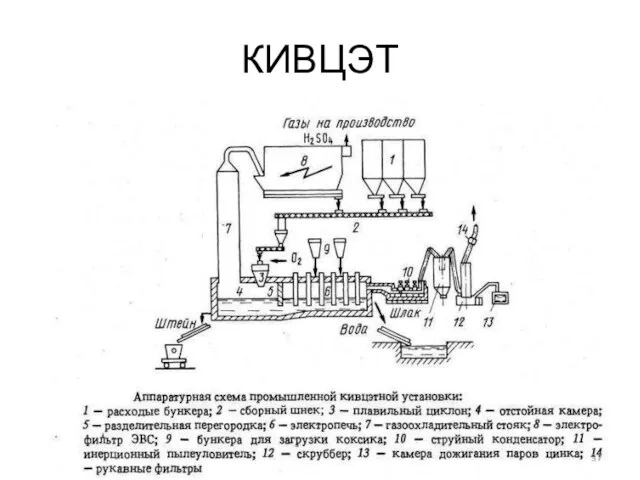
- 37. КИВЦЭТ
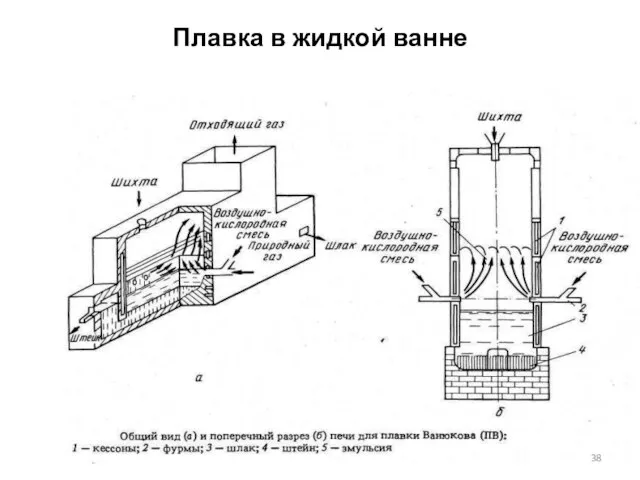
- 38. Плавка в жидкой ванне
- 39. К группе автогенных процессов, использующих принцип плавки в расплаве, относятся внедренные в промышленность процессы Мицубиси, Норанда,
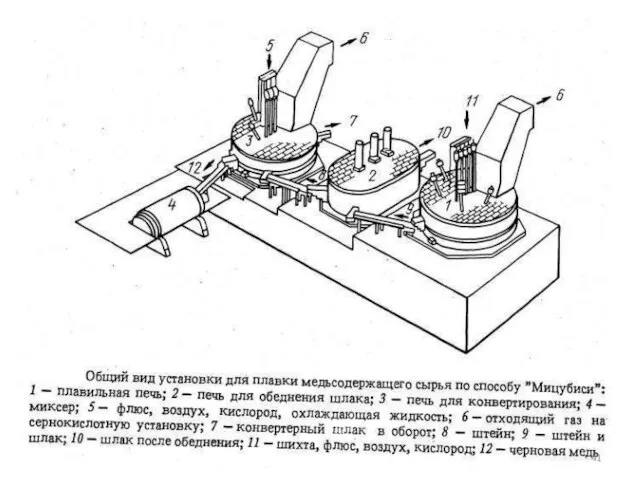
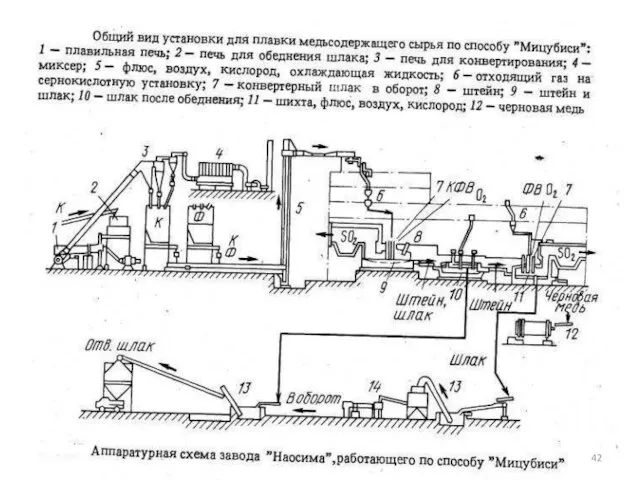
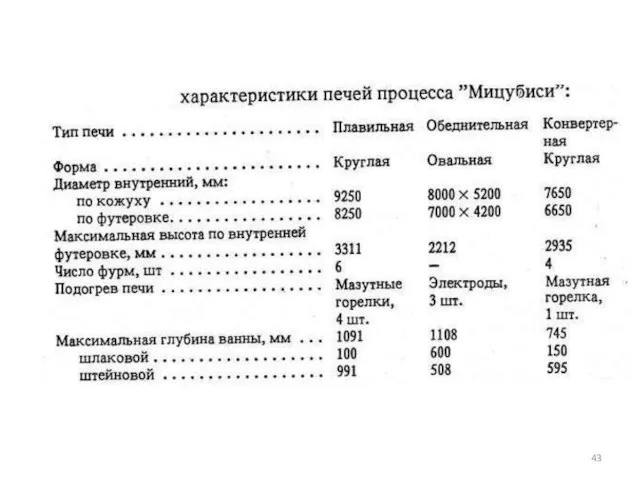
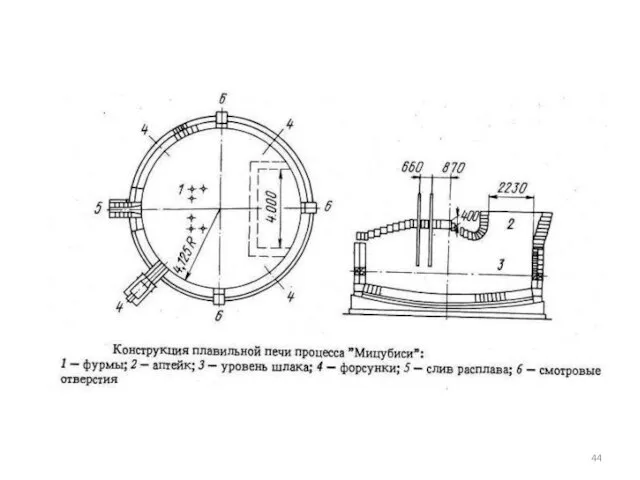
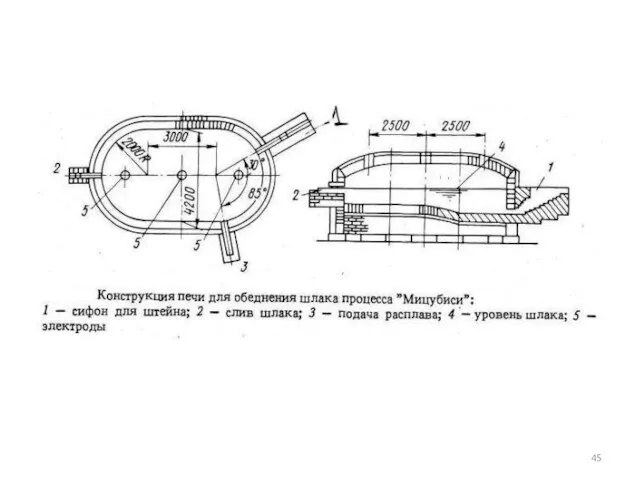
- 40. Непрерывный процесс выплавки меди по способу "Мицубиси" Процесс осуществляется в трех каскадно расположенных печах: плавильной, для
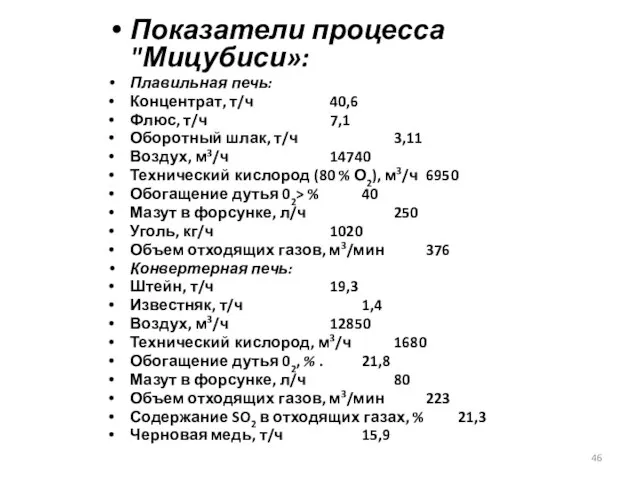
- 46. Показатели процесса "Мицубиси»: Плавильная печь: Концентрат, т/ч 40,6 Флюс, т/ч 7,1 Оборотный шлак, т/ч 3,11 Воздух,
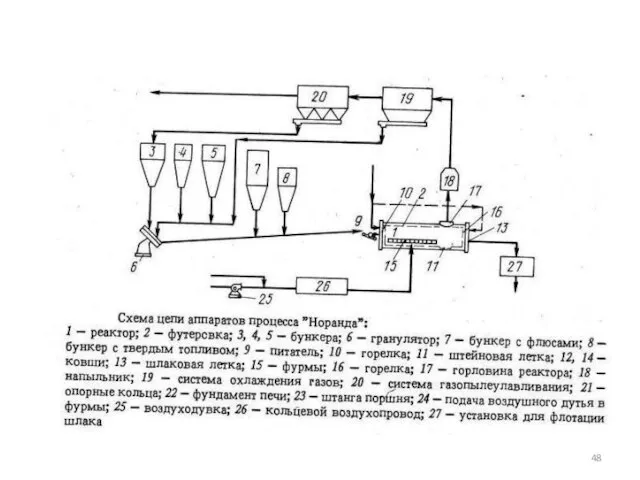
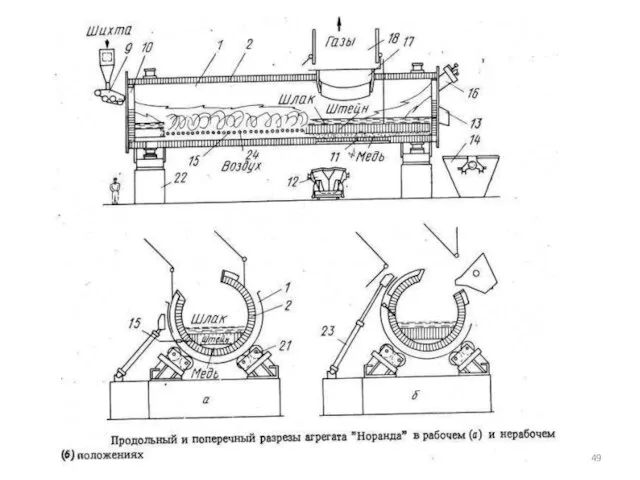
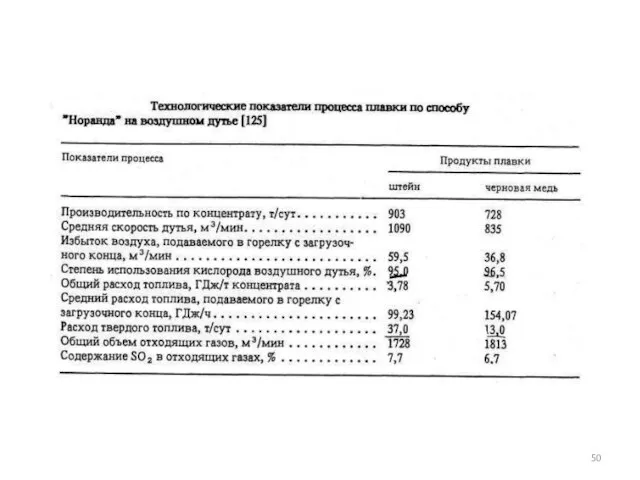
- 47. НОРАНДА Фирмой "Норанда" разработан процесс плавки медных концентратов с получением черновой меди в одну стадию. За
- 51. Процесс «Аусмелт» В настоящее время известны следующие разновидности данной технологии плавки медных концентратов в агрегате с
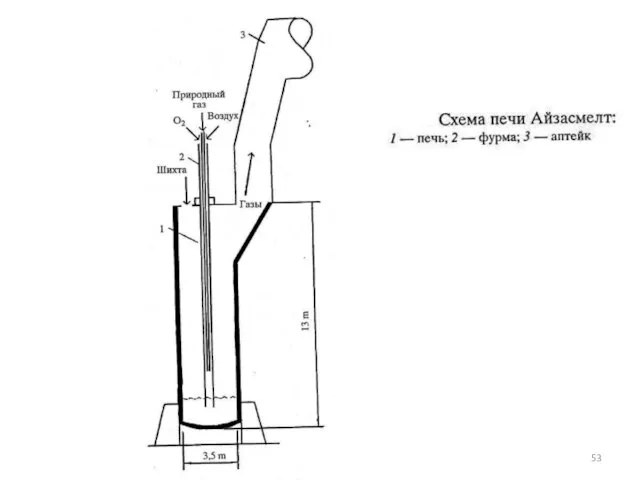
- 52. В данных процессах используются вертикальные цилиндрические печи, оборудованные погружной вертикальной фурмой. Основным элементом технологий является вертикальная
- 55. Скачать презентацию
Слайд 2Данные агрегаты характеризуются напряженными условиями тепловой работы и агрессивными средами, формирующимися в
Данные агрегаты характеризуются напряженными условиями тепловой работы и агрессивными средами, формирующимися в
Слайд 3Огнеупорная футеровка подвергается наиболее быстрому износу в автогенных металлургических агрегатах.
Огнеупорная футеровка
Огнеупорная футеровка подвергается наиболее быстрому износу в автогенных металлургических агрегатах.
Огнеупорная футеровка
Слайд 4Огнеупоры характеризуются рядом физических свойств: пористостью, газопроницаемостью, теплопроводностью, теплоемкостью и др.
Основные
Огнеупоры характеризуются рядом физических свойств: пористостью, газопроницаемостью, теплопроводностью, теплоемкостью и др.
Основные
Слайд 5Кладка выполняется преимущественно периклазохромитовыми огнеупорами, а также из высококачественного хромомагнезитового и частично
Кладка выполняется преимущественно периклазохромитовыми огнеупорами, а также из высококачественного хромомагнезитового и частично
Слайд 6Наиболее перспективными для агрегатов автогенной плавки являются кессоны, полученные из высокотеплопроводного материала,
Наиболее перспективными для агрегатов автогенной плавки являются кессоны, полученные из высокотеплопроводного материала,
Слайд 7Расположение и число кессонов на конкретном агрегате должны отвечать некоторому оптимуму.
Чем
Расположение и число кессонов на конкретном агрегате должны отвечать некоторому оптимуму.
Чем
Слайд 9ГОРЕЛОЧНО-ДУТЬЕВЫЕ И ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
Главный узел агрегатов автогенной переработки сырья - горелочные и
ГОРЕЛОЧНО-ДУТЬЕВЫЕ И ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
Главный узел агрегатов автогенной переработки сырья - горелочные и
Слайд 10Горелочно-дутьевые устройства принципиально отличаются между собой в зависимости от назначения плавки -
Горелочно-дутьевые устройства принципиально отличаются между собой в зависимости от назначения плавки -
Слайд 11Основным требованием к шихтовым горелкам на финских печах, работающих на подогретом воздухе
Основным требованием к шихтовым горелкам на финских печах, работающих на подогретом воздухе
Слайд 12Ориентировочные скорости потоков в горелках, м/с:
воздуха - 90 - 100;
шихты на
Ориентировочные скорости потоков в горелках, м/с:
воздуха - 90 - 100;
шихты на
Слайд 13На больших печах (диаметр плавильной шахты - 7 - 8 м) обычно
На больших печах (диаметр плавильной шахты - 7 - 8 м) обычно
Слайд 14Условия работы шихтово-кислородных горелок на печах КФП существенно отличаются от работы шихтово-воздушных
Условия работы шихтово-кислородных горелок на печах КФП существенно отличаются от работы шихтово-воздушных
Слайд 16Основные показатели работы шихтово-кислородной горелки:
Производительность по шихте, т/ч - 25-30
Давление кислорода (избыточное),
Основные показатели работы шихтово-кислородной горелки:
Производительность по шихте, т/ч - 25-30
Давление кислорода (избыточное),
Слайд 17Кислородное сопло горелки сделано съемным.
Кислород к горелке подводится гибким кислородопроводом, шихта
Кислородное сопло горелки сделано съемным.
Кислород к горелке подводится гибким кислородопроводом, шихта
Слайд 18Относительно небольшая длина шихтово-кислородного факела позволяет отказаться от горизонтальной установки горелок и
Относительно небольшая длина шихтово-кислородного факела позволяет отказаться от горизонтальной установки горелок и
Слайд 19Дутьевые устройства
Дутьевые устройства на агрегатах плавки в расплавах выполняют две основные функции:
Дутьевые устройства
Дутьевые устройства на агрегатах плавки в расплавах выполняют две основные функции:
Слайд 20Дутьевые устройства во время работы подвергаются высоким температурам и агрессивным свойствам продуваемых
Дутьевые устройства во время работы подвергаются высоким температурам и агрессивным свойствам продуваемых
Слайд 21На горизонтальных конвертерах, работающих на воздушном дутье или с небольшим обогащением кислородом,
На горизонтальных конвертерах, работающих на воздушном дутье или с небольшим обогащением кислородом,
Слайд 23ИСПОЛЬЗОВАНИЕ ВТОРИЧНОГО ТЕПЛА
Для агрегатов автогенной плавки важное значение приобретает задача использования вторичного
ИСПОЛЬЗОВАНИЕ ВТОРИЧНОГО ТЕПЛА
Для агрегатов автогенной плавки важное значение приобретает задача использования вторичного
Слайд 24Для утилизации тепла отходящих газов широкое применение нашли котлы утилизаторы
Для утилизации тепла отходящих газов широкое применение нашли котлы утилизаторы
Слайд 25Для повышения комплексности использования сырья и энергетических ресурсов, помимо экономической целесообразности использования
Для повышения комплексности использования сырья и энергетических ресурсов, помимо экономической целесообразности использования
Слайд 26В настоящее время широкое распространение получила водная грануляция расплавленных шлаков, существенными недостатками
В настоящее время широкое распространение получила водная грануляция расплавленных шлаков, существенными недостатками
Слайд 27Для агрегатов автогенной плавки сырья, особенно работающих в непрерывном режиме, предусмотрено обеспечение
Для агрегатов автогенной плавки сырья, особенно работающих в непрерывном режиме, предусмотрено обеспечение
Слайд 28Принцип действия установки заключается в следующем: расплавленный шлак подается на поверхность барабанов
Принцип действия установки заключается в следующем: расплавленный шлак подается на поверхность барабанов
Слайд 30ПЛАВКА ВО ВЗВЕШЕННОМ СОСТОЯНИИ
ПЛАВКА ВО ВЗВЕШЕННОМ СОСТОЯНИИ
Слайд 34КИСЛОРОДНО-ФАКЕЛЬНАЯ ПЛАВКА
КИСЛОРОДНО-ФАКЕЛЬНАЯ ПЛАВКА
Слайд 36Основные технико-экономические показатели работы комплекса КФП следующие:
Удельный проплав шихты, т/(м2 · сут.)... 15
Основные технико-экономические показатели работы комплекса КФП следующие:
Удельный проплав шихты, т/(м2 · сут.)... 15
Слайд 37КИВЦЭТ
КИВЦЭТ
Слайд 38Плавка в жидкой ванне
Плавка в жидкой ванне
Слайд 39К группе автогенных процессов, использующих принцип плавки в расплаве, относятся внедренные в
К группе автогенных процессов, использующих принцип плавки в расплаве, относятся внедренные в
Слайд 40Непрерывный процесс выплавки меди по способу "Мицубиси"
Процесс осуществляется в трех каскадно расположенных
Непрерывный процесс выплавки меди по способу "Мицубиси"
Процесс осуществляется в трех каскадно расположенных
Слайд 46Показатели процесса "Мицубиси»:
Плавильная печь:
Концентрат, т/ч 40,6
Флюс, т/ч 7,1
Оборотный шлак, т/ч 3,11
Воздух, м3/ч 14740
Технический кислород (80 %
Показатели процесса "Мицубиси»:
Плавильная печь:
Концентрат, т/ч 40,6
Флюс, т/ч 7,1
Оборотный шлак, т/ч 3,11
Воздух, м3/ч 14740
Технический кислород (80 %
Слайд 47НОРАНДА
Фирмой "Норанда" разработан процесс плавки медных концентратов с получением черновой меди в
НОРАНДА
Фирмой "Норанда" разработан процесс плавки медных концентратов с получением черновой меди в
Слайд 51Процесс «Аусмелт»
В настоящее время известны следующие разновидности данной технологии плавки медных концентратов
Процесс «Аусмелт»
В настоящее время известны следующие разновидности данной технологии плавки медных концентратов
Слайд 52В данных процессах используются вертикальные цилиндрические печи, оборудованные погружной вертикальной фурмой.
Основным элементом
В данных процессах используются вертикальные цилиндрические печи, оборудованные погружной вертикальной фурмой.
Основным элементом
 Государственное бюджетное учреждение Астраханской области «Реабилитационный центр для детей и подростков с ограниченными возмо
Государственное бюджетное учреждение Астраханской области «Реабилитационный центр для детей и подростков с ограниченными возмо Создание библиотечно-образовательного пространства, способствующего развитию читательской компетенции и информационной культуры
Создание библиотечно-образовательного пространства, способствующего развитию читательской компетенции и информационной культуры 15 лучших упражнений для офисных работников
15 лучших упражнений для офисных работников Дробные выражения (6 класс)
Дробные выражения (6 класс) Презентация на тему Достижения космической биологии и медицины
Презентация на тему Достижения космической биологии и медицины  Как встретить любимого человека и выйти замуж за 90 дней
Как встретить любимого человека и выйти замуж за 90 дней Презентация на тему Презентация Солнце
Презентация на тему Презентация Солнце  Современные педагогические технологии в работе с младшими школьниками с ОВЗ. Основные понятия инклюзивного образования
Современные педагогические технологии в работе с младшими школьниками с ОВЗ. Основные понятия инклюзивного образования Фонд содействия научным исследованиям проблем безопасности «Наука-XXI»
Фонд содействия научным исследованиям проблем безопасности «Наука-XXI» Предметно-развивающая среда группы "Радуга"
Предметно-развивающая среда группы "Радуга" Вендинговые аппараты Моментальная помощь
Вендинговые аппараты Моментальная помощь Кислород. Красивая кожа по закону природы
Кислород. Красивая кожа по закону природы Правовые основы сохранения и укрепления репродуктивного здоровья. Брак и семья
Правовые основы сохранения и укрепления репродуктивного здоровья. Брак и семья Презентация реферата PP
Презентация реферата PP Информационный проект по географии на тему: «Заповедники России»
Информационный проект по географии на тему: «Заповедники России» Искусство и культура Древнего Египта
Искусство и культура Древнего Египта М.Ю.Лермонтов. Личность поэта. Стихотворение «Парус»
М.Ю.Лермонтов. Личность поэта. Стихотворение «Парус» Вітання з нагоди професійного свята!
Вітання з нагоди професійного свята! Цели и ценности современного образования
Цели и ценности современного образования Цветовые контрасты. Часть 2
Цветовые контрасты. Часть 2 Loisirs. Le lexique
Loisirs. Le lexique Акулы Подготовила ученица 7 «В»класса Пашкова Елизавета Руководитель Власова А.И. Голицыно, 2011 г.
Акулы Подготовила ученица 7 «В»класса Пашкова Елизавета Руководитель Власова А.И. Голицыно, 2011 г. Як шукати відповіді на запитання
Як шукати відповіді на запитання Clases de español
Clases de español Фундамент успеха в продажах Промо-Тренинг Академии Sky Branch
Фундамент успеха в продажах Промо-Тренинг Академии Sky Branch Музей в твоём классе
Музей в твоём классе «1С:Зарплата и управление персоналом 8» Сложные вопросы учета отпусков, командировок и листов нетрудоспособности на практически
«1С:Зарплата и управление персоналом 8» Сложные вопросы учета отпусков, командировок и листов нетрудоспособности на практически Иди в виноградник, работа в нем есть, Рабочих в нем мало, а дела не счесть. В нем надо копать и полоть, расчищать, Водой поливать и пл
Иди в виноградник, работа в нем есть, Рабочих в нем мало, а дела не счесть. В нем надо копать и полоть, расчищать, Водой поливать и пл