- ПОСТРОЕНИЕ САПР ТП НА БАЗЕ ИСПОЛЬЗОВАНИЯ

Содержание
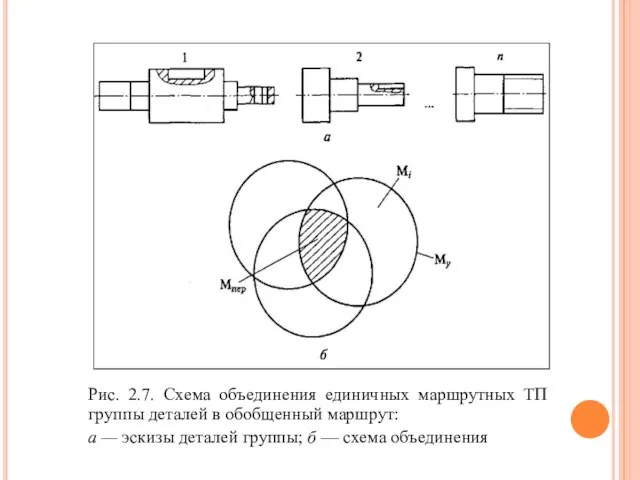
- 2. Задачи технологического классификатора деталей анализ номенклатуры деталей по их конструктивно-технологическим признакам; группирование деталей по конструктивно-технологическому подобию
- 4. Структура переменной части технологического кода 1 — литье; 2 — ковка и объемная штамповка; 3 —
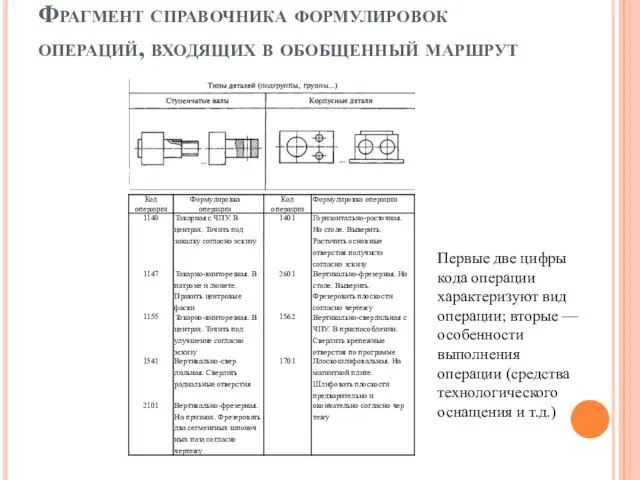
- 7. Фрагмент справочника формулировок операций, входящих в обобщенный маршрут Первые две цифры кода операции характеризуют вид операции;
- 9. При использовании обобщенного маршрута на его основе выполняют синтез единичного маршрутного ТП и решают две задачи:
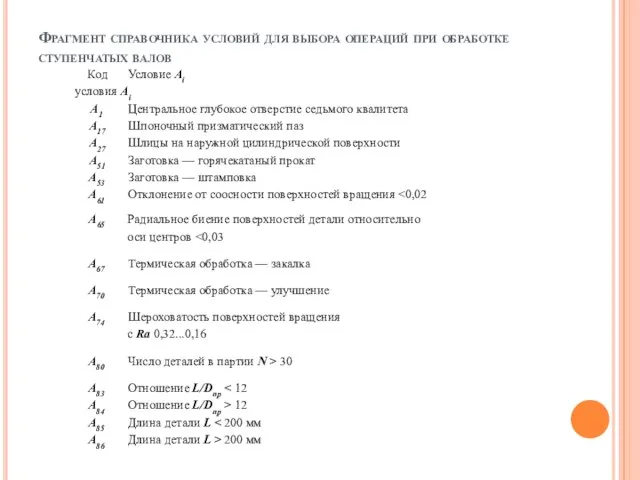
- 10. Фрагмент справочника условий для выбора операций при обработке ступенчатых валов Код Условие Ai условия Ai А1
- 11. Пример Операция обработки ступенчатого вала с формулировкой «Токарная. В патроне и люнете. Подрезать торцы в размер
- 14. Скачать презентацию
Слайд 2Задачи технологического классификатора деталей
анализ номенклатуры деталей по их конструктивно-технологическим признакам;
группирование деталей по
Задачи технологического классификатора деталей
анализ номенклатуры деталей по их конструктивно-технологическим признакам;
группирование деталей по
Слайд 4Структура переменной части технологического кода
1 — литье;
2 — ковка и объемная
Структура переменной части технологического кода
1 — литье;
2 — ковка и объемная
Слайд 7Фрагмент справочника формулировок операций, входящих в обобщенный маршрут
Первые две цифры кода операции
Фрагмент справочника формулировок операций, входящих в обобщенный маршрут
Первые две цифры кода операции
Слайд 9При использовании обобщенного маршрута на его основе выполняют синтез единичного маршрутного ТП
При использовании обобщенного маршрута на его основе выполняют синтез единичного маршрутного ТП
Слайд 10Фрагмент справочника условий для выбора операций при обработке ступенчатых валов
Код Условие Ai
условия Ai
А1 Центральное
Фрагмент справочника условий для выбора операций при обработке ступенчатых валов
Код Условие Ai
условия Ai
А1 Центральное
Слайд 11Пример
Операция обработки ступенчатого вала с формулировкой «Токарная. В патроне и люнете. Подрезать
Пример
Операция обработки ступенчатого вала с формулировкой «Токарная. В патроне и люнете. Подрезать
 Азбука права. 3 класс
Азбука права. 3 класс Реселл. Есть ли будущее у реселлеров
Реселл. Есть ли будущее у реселлеров Психология потребителя
Психология потребителя Формы соглашений - контракт
Формы соглашений - контракт Проецирование
Проецирование Zoo
Zoo Мастерство умелых рук
Мастерство умелых рук Свет и его законы
Свет и его законы Презентация на тему Законы постоянного тока (10 класс)
Презентация на тему Законы постоянного тока (10 класс) Отчет семейного клуба «Навстречу друг другу»
Отчет семейного клуба «Навстречу друг другу» Административное право
Административное право Система менеджмента качества как инструмент повышения эффективности процесса «Дополнительное профессиональное образование».
Система менеджмента качества как инструмент повышения эффективности процесса «Дополнительное профессиональное образование». Система мониторинга и статистики образования в чувашской руспублике
Система мониторинга и статистики образования в чувашской руспублике Презентация на тему Сатира в начале XX века
Презентация на тему Сатира в начале XX века  Работа с Excel
Работа с Excel THE PRICE of FAME
THE PRICE of FAME Дом Культуры с. Подгородняя Покровка
Дом Культуры с. Подгородняя Покровка Детская организация "Милосердие"
Детская организация "Милосердие" Работа обслуживающих бухгалтерий в новых реалиях
Работа обслуживающих бухгалтерий в новых реалиях Винегрет Художник – Л. Комунар
Винегрет Художник – Л. Комунар тема урокаКРИСТАЛЛИЧЕСКИЕ РЕШЁТКИ
тема урокаКРИСТАЛЛИЧЕСКИЕ РЕШЁТКИ Николай Хмеленок. Тренажёры по английскому языку. Расположите по порядку. Цифры
Николай Хмеленок. Тренажёры по английскому языку. Расположите по порядку. Цифры Дорожные одежды
Дорожные одежды Презентация на тему Первобытная культура
Презентация на тему Первобытная культура Narnia
Narnia ТЕКСТ 3
ТЕКСТ 3 Видатнi вченi фiзики
Видатнi вченi фiзики Портрет. Рисование головы
Портрет. Рисование головы