- Приспособления, применяемые на токарных станках. Основные виды

Содержание
- 2. В данном материале мы будем изучать приспособления, предназначенные для закрепления деталей на станке, Для надежного закрепления
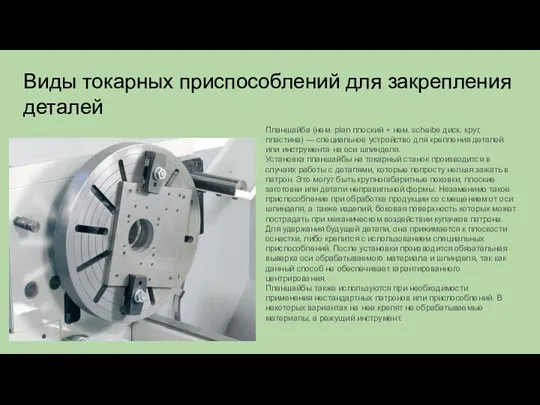
- 3. Виды токарных приспособлений для закрепления деталей Планшайба (нем. plan плоский + нем. scheibe диск, круг, пластина)
- 4. Виды токарных приспособлений для закрепления деталей Цанговый патрон – это механизм, предназначенный для быстротечного зажима цилиндрического
- 5. Виды токарных приспособлений для закрепления деталей Цанговый зажим выполнен в виде втулки с усеченным конусом, имеющим
- 6. Виды токарных приспособлений для закрепления деталей Цанговый патрон Цанга
- 7. Виды токарных приспособлений для закрепления деталей Токарный патрон — это зажимное устройство, предназначенное для фиксации и
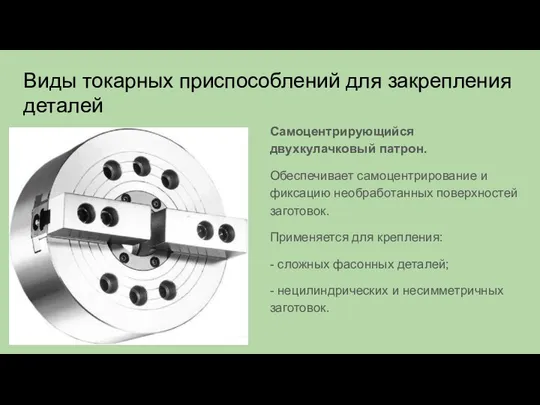
- 8. Виды токарных приспособлений для закрепления деталей Самоцентрирующийся двухкулачковый патрон. Обеспечивает самоцентрирование и фиксацию необработанных поверхностей заготовок.
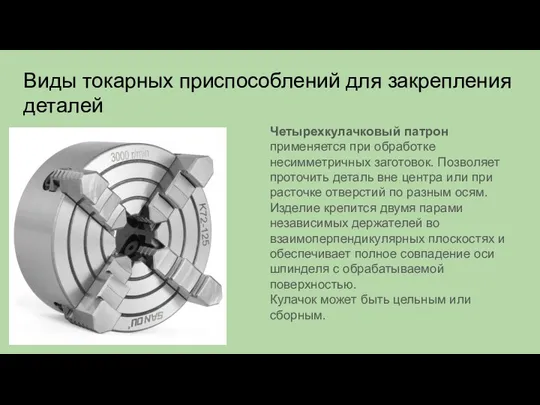
- 9. Виды токарных приспособлений для закрепления деталей Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь
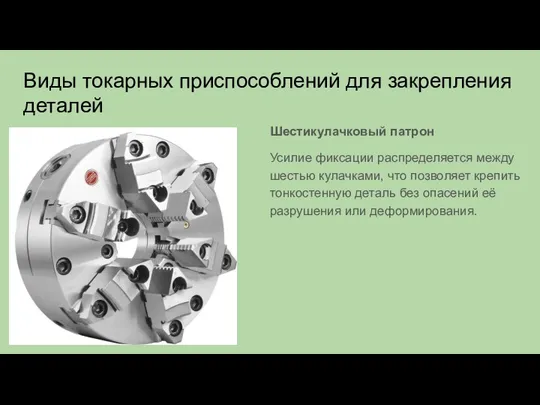
- 10. Виды токарных приспособлений для закрепления деталей Шестикулачковый патрон Усилие фиксации распределяется между шестью кулачками, что позволяет
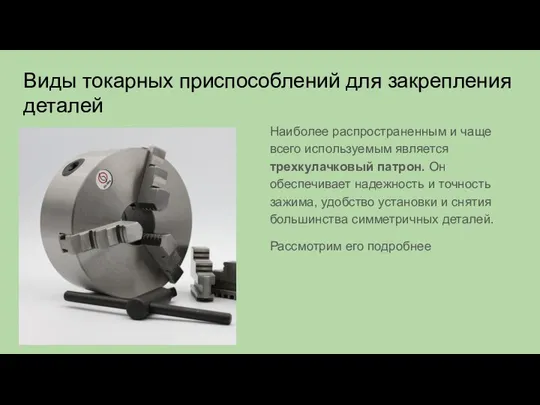
- 11. Виды токарных приспособлений для закрепления деталей Наиболее распространенным и чаще всего используемым является трехкулачковый патрон. Он
- 13. Трехкулачковый патрон Конструкция конца шпинделя токарного станка должен удовлетворять следующим требованиям: - Обеспечивать надежность крепления токарного
- 14. Трехкулачковый патрон ГОСТом установлены следующие классы точности патрона: Н - патрон нормальной точности; П - патрон
- 15. Трехкулачковый патрон На сегодняшний день существует четыре разновидности передних концов шпинделей универсальных токарных станков: - Резьбовой
- 16. Трехкулачковый патрон Токарный патрон, предназначенный для установки на резьбовой конец шпинделя Токарный патрон, предназначенный для установки
- 17. Устройство токарного патрона Устройство токарного патрона с наружным диаметром от 80 до 160 мм. Данный тип
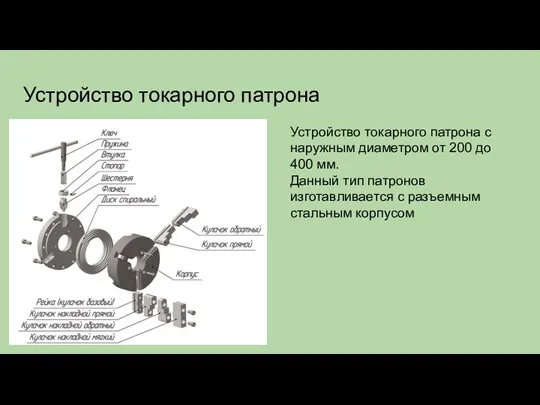
- 18. Устройство токарного патрона Устройство токарного патрона с наружным диаметром от 200 до 400 мм. Данный тип
- 19. Устройство токарного патрона Корпус патрона бывает монолитным (корпус – одна базовая деталь) или составным (корпус разделён
- 20. Устройство токарного патрона Внутри корпуса расположен спирально-реечный механизм, приводящий в движение зажимные кулачки. Механизм состоит из
- 21. Устройство токарного патрона Спиральный диск (2) (спираль Архимеда, улитка, планетарка). Металлический диск, на одной стороне которого
- 22. Устройство токарного патрона Коническая (или малая) шестерня вставлена в малое отверстие корпуса патрона. Её верхняя часть
- 23. Устройство токарного патрона Ключ Металлический стержень, на одном конце которого перпендикулярно его оси просверлено отверстие с
- 24. Устройство токарного патрона Кулачки токарного патрона предназначены для центрирования и фиксации заготовки в рабочей зоне и
- 25. Кулачки для токарного патрона Кулачки подразделяют на следующие виды: прямые (детали закрепляются с наружной стороны); обратные
- 26. Кулачки для токарного патрона Для зажима деталей чаще всего используются прямые кулачки. У каждого из них
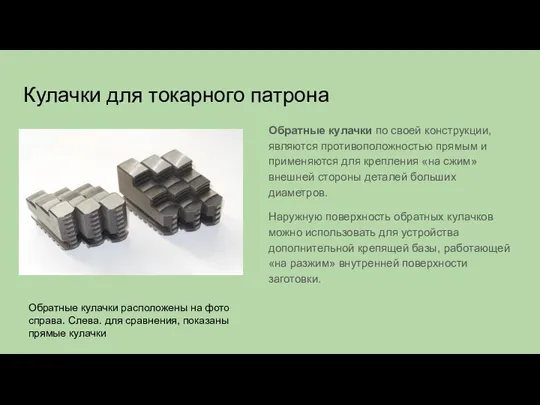
- 27. Кулачки для токарного патрона Обратные кулачки по своей конструкции, являются противоположностью прямым и применяются для крепления
- 28. Кулачки для токарного патрона Накладные кулачки изготавливаются непосредственно токарями из сталей или цветных металлов без дополнительной
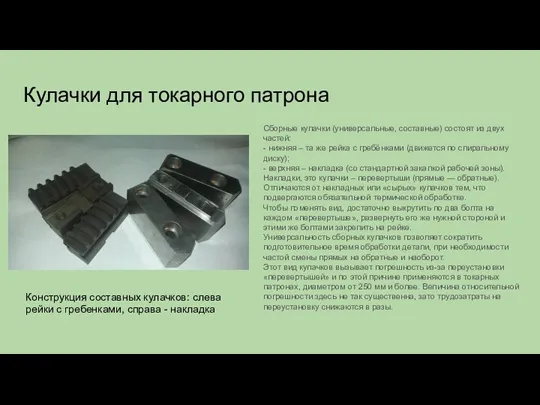
- 29. Кулачки для токарного патрона Сборные кулачки (универсальные, составные) состоят из двух частей: - нижняя – та
- 30. Кулачки для токарного патрона Нередко, для повышения качества обработки детали, рабочие изготавливают специализированные т.н. “разжимные” кулачки.
- 31. Важно! Кулачки в патрон вставляются в строго определенном порядке, иначе ось вращения детали не будет совпадать
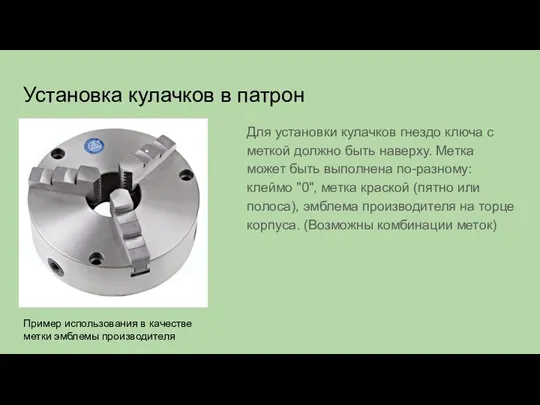
- 32. Установка кулачков в патрон Для установки кулачков гнездо ключа с меткой должно быть наверху. Метка может
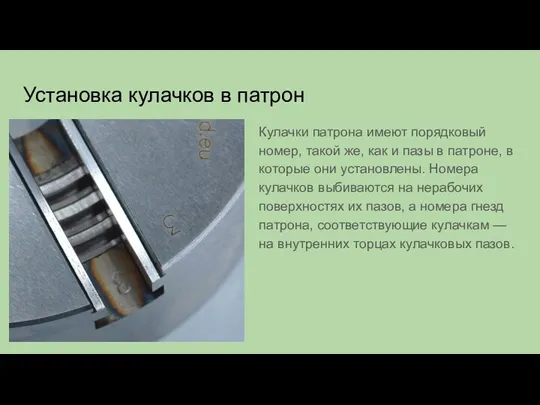
- 33. Установка кулачков в патрон Кулачки патрона имеют порядковый номер, такой же, как и пазы в патроне,
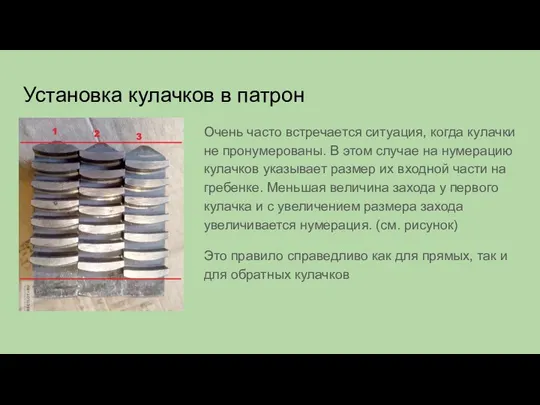
- 34. Установка кулачков в патрон Очень часто встречается ситуация, когда кулачки не пронумерованы. В этом случае на
- 35. Установка кулачков в патрон Вращая ключ по часовой стрелке, смотрим, когда начало спирали появится в пазу
- 36. Установка кулачков в патрон В ситуации, когда пазы для кулачков не пронумерованы, стандартным считается положение, когда
- 37. Еще раз: порядок установки кулачков Для установки кулачков гнездо ключа с меткой должно быть наверху. Вращая
- 38. Снятие кулачков из патрона При вращении ключа против часовой стрелки кулачки выходят из зацепления с архимедовой
- 39. Ознакомьтесь с некоторыми моментами эксплуатации токарных патронов
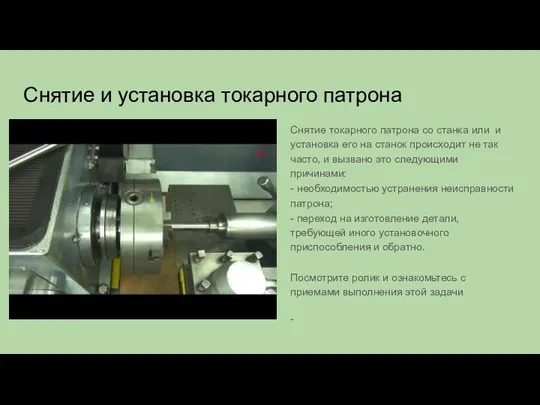
- 40. Снятие и установка токарного патрона Снятие токарного патрона со станка или и установка его на станок
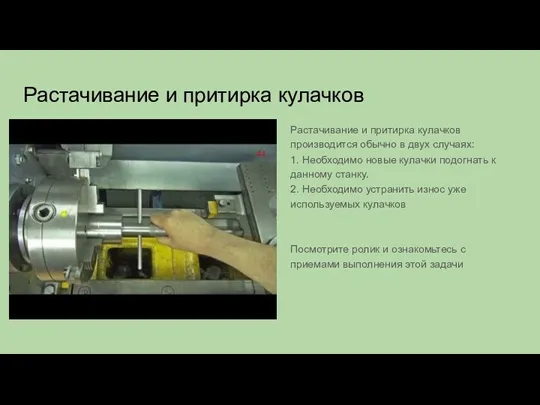
- 41. Растачивание и притирка кулачков Растачивание и притирка кулачков производится обычно в двух случаях: 1. Необходимо новые
- 42. Контроль качества токарных патронов Посмотрите ролик и ознакомьтесь с приемами выполнения этой задачи
- 43. Центры и их использование
- 44. Центры: необходимость и условия применения При обработке длинных заготовок на большой скорости резания необходима дополнительная фиксация
- 45. Пример использования центра при точении
- 46. Виды центров Все разновидности центров делятся на две большие группы: 1. Невращающиеся упорные центры 2. Вращающиеся
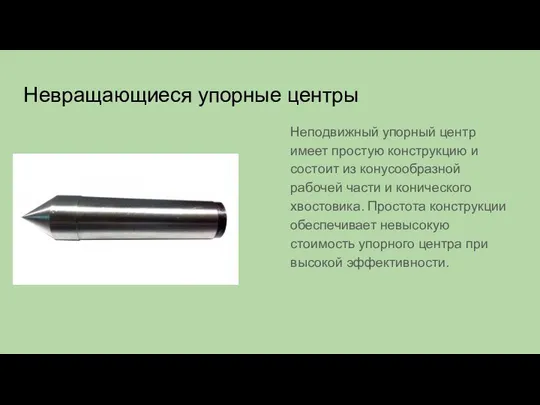
- 47. Невращающиеся упорные центры Неподвижный упорный центр имеет простую конструкцию и состоит из конусообразной рабочей части и
- 48. Невращающиеся упорные центры Для крепления заготовки необходим предварительно размеченный и подготовленный центр с соответствующей конусностью. Хвостовик,
- 49. Невращающиеся упорные центры В зависимости от материала рабочей части центры подразделяются на два исполнения: - Исполнение
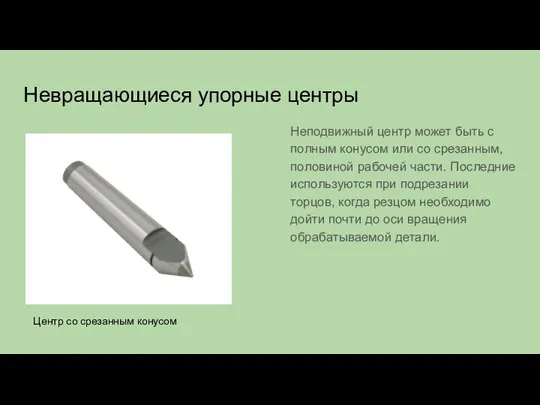
- 50. Невращающиеся упорные центры Неподвижный центр может быть с полным конусом или со срезанным, половиной рабочей части.
- 51. Невращающиеся упорные центры В зависимости от формы фиксирующей части неподвижные центры подразделяются на оснастку: - с
- 52. Невращающиеся упорные центры Существуют основные правила эксплуатации упорных центров, обеспечивающие точность обработки деталей и долговечность оснастки:
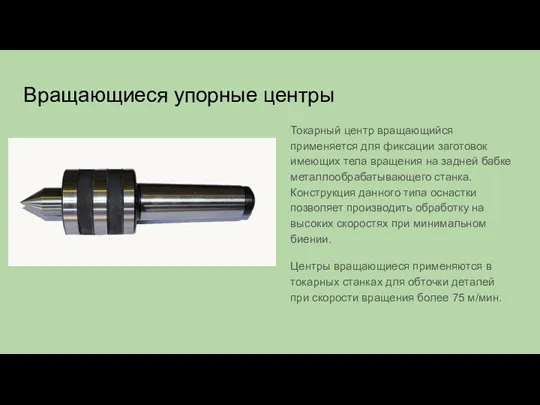
- 53. Вращающиеся упорные центры Токарный центр вращающийся применяется для фиксации заготовок имеющих тела вращения на задней бабке
- 54. Вращающиеся упорные центры На рисунке изображена конструкция центра предназначенного для фиксации в пиноли задней бабки токарного
- 55. Вращающиеся упорные центры Основные преимущества оснастки: - Универсальность. При использовании центров со сменной насадкой можно обрабатывать
- 56. Вращающиеся упорные центры В зависимости от формы фиксирующей части выпускается два типа вращающихся центров: с рабочим
- 57. Вращающиеся упорные центры По конструкции оснастка подразделяется на: Центр с постоянным валиком (тип А) Центр со
- 59. Скачать презентацию
Слайд 2В данном материале мы будем изучать приспособления, предназначенные для закрепления деталей на
В данном материале мы будем изучать приспособления, предназначенные для закрепления деталей на
Слайд 3Виды токарных приспособлений для закрепления деталей
Планшайба (нем. plan плоский + нем. scheibe
Виды токарных приспособлений для закрепления деталей
Планшайба (нем. plan плоский + нем. scheibe
Слайд 4Виды токарных приспособлений для закрепления деталей
Цанговый патрон – это механизм, предназначенный для
Виды токарных приспособлений для закрепления деталей
Цанговый патрон – это механизм, предназначенный для
Слайд 5Виды токарных приспособлений для закрепления деталей
Цанговый зажим выполнен в виде втулки с
Виды токарных приспособлений для закрепления деталей
Цанговый зажим выполнен в виде втулки с
Слайд 6Виды токарных приспособлений для закрепления деталей
Цанговый патрон
Цанга
Виды токарных приспособлений для закрепления деталей
Цанговый патрон
Цанга

Слайд 7Виды токарных приспособлений для закрепления деталей
Токарный патрон — это зажимное устройство, предназначенное
Виды токарных приспособлений для закрепления деталей
Токарный патрон — это зажимное устройство, предназначенное
Слайд 8Виды токарных приспособлений для закрепления деталей
Самоцентрирующийся двухкулачковый патрон.
Обеспечивает самоцентрирование и фиксацию необработанных
Виды токарных приспособлений для закрепления деталей
Самоцентрирующийся двухкулачковый патрон.
Обеспечивает самоцентрирование и фиксацию необработанных
Слайд 9Виды токарных приспособлений для закрепления деталей
Четырехкулачковый патрон применяется при обработке несимметричных заготовок.
Виды токарных приспособлений для закрепления деталей
Четырехкулачковый патрон применяется при обработке несимметричных заготовок.
Слайд 10Виды токарных приспособлений для закрепления деталей
Шестикулачковый патрон
Усилие фиксации распределяется между шестью кулачками,
Виды токарных приспособлений для закрепления деталей
Шестикулачковый патрон
Усилие фиксации распределяется между шестью кулачками,
Слайд 11Виды токарных приспособлений для закрепления деталей
Наиболее распространенным и чаще всего используемым является
Виды токарных приспособлений для закрепления деталей
Наиболее распространенным и чаще всего используемым является

Слайд 13Трехкулачковый патрон
Конструкция конца шпинделя токарного станка должен удовлетворять следующим требованиям:
- Обеспечивать надежность
Трехкулачковый патрон
Конструкция конца шпинделя токарного станка должен удовлетворять следующим требованиям:
- Обеспечивать надежность
Слайд 14Трехкулачковый патрон
ГОСТом установлены следующие классы точности патрона:
Н - патрон нормальной точности;
П -
Трехкулачковый патрон
ГОСТом установлены следующие классы точности патрона:
Н - патрон нормальной точности;
П -
Слайд 15Трехкулачковый патрон
На сегодняшний день существует четыре разновидности передних концов шпинделей универсальных токарных
Трехкулачковый патрон
На сегодняшний день существует четыре разновидности передних концов шпинделей универсальных токарных
Слайд 16Трехкулачковый патрон
Токарный патрон, предназначенный для установки на резьбовой конец шпинделя
Токарный патрон, предназначенный
Трехкулачковый патрон
Токарный патрон, предназначенный для установки на резьбовой конец шпинделя
Токарный патрон, предназначенный

Слайд 17Устройство токарного патрона
Устройство токарного патрона с наружным диаметром от 80 до 160
Устройство токарного патрона
Устройство токарного патрона с наружным диаметром от 80 до 160

Слайд 18Устройство токарного патрона
Устройство токарного патрона с наружным диаметром от 200 до 400
Устройство токарного патрона
Устройство токарного патрона с наружным диаметром от 200 до 400
Слайд 19Устройство токарного патрона
Корпус патрона бывает монолитным (корпус – одна базовая деталь) или
Устройство токарного патрона
Корпус патрона бывает монолитным (корпус – одна базовая деталь) или

Слайд 20Устройство токарного патрона
Внутри корпуса расположен спирально-реечный механизм, приводящий в движение зажимные кулачки.
Механизм
Устройство токарного патрона
Внутри корпуса расположен спирально-реечный механизм, приводящий в движение зажимные кулачки.
Механизм

Слайд 21Устройство токарного патрона
Спиральный диск (2) (спираль Архимеда, улитка, планетарка).
Металлический диск, на
Устройство токарного патрона
Спиральный диск (2) (спираль Архимеда, улитка, планетарка).
Металлический диск, на

Слайд 22Устройство токарного патрона
Коническая (или малая) шестерня вставлена в малое отверстие корпуса патрона.
Устройство токарного патрона
Коническая (или малая) шестерня вставлена в малое отверстие корпуса патрона.

Слайд 23Устройство токарного патрона
Ключ
Металлический стержень, на одном конце которого перпендикулярно его оси просверлено
Устройство токарного патрона
Ключ
Металлический стержень, на одном конце которого перпендикулярно его оси просверлено

Слайд 24Устройство токарного патрона
Кулачки токарного патрона предназначены для центрирования и фиксации заготовки в
Устройство токарного патрона
Кулачки токарного патрона предназначены для центрирования и фиксации заготовки в

Слайд 25Кулачки для токарного патрона
Кулачки подразделяют на следующие виды:
прямые (детали закрепляются с наружной
Кулачки для токарного патрона
Кулачки подразделяют на следующие виды:
прямые (детали закрепляются с наружной
Слайд 26Кулачки для токарного патрона
Для зажима деталей чаще всего используются прямые кулачки.
У
Кулачки для токарного патрона
Для зажима деталей чаще всего используются прямые кулачки.
У

Слайд 27Кулачки для токарного патрона
Обратные кулачки по своей конструкции, являются противоположностью прямым и
Кулачки для токарного патрона
Обратные кулачки по своей конструкции, являются противоположностью прямым и
Слайд 28Кулачки для токарного патрона
Накладные кулачки изготавливаются непосредственно токарями из сталей или цветных
Кулачки для токарного патрона
Накладные кулачки изготавливаются непосредственно токарями из сталей или цветных

Слайд 29Кулачки для токарного патрона
Сборные кулачки (универсальные, составные) состоят из двух частей:
- нижняя
Кулачки для токарного патрона
Сборные кулачки (универсальные, составные) состоят из двух частей:
- нижняя
Слайд 30Кулачки для токарного патрона
Нередко, для повышения качества обработки детали, рабочие изготавливают специализированные
Кулачки для токарного патрона
Нередко, для повышения качества обработки детали, рабочие изготавливают специализированные

Слайд 31Важно!
Кулачки в патрон вставляются в строго определенном порядке, иначе ось вращения детали
Важно!
Кулачки в патрон вставляются в строго определенном порядке, иначе ось вращения детали
Слайд 32Установка кулачков в патрон
Для установки кулачков гнездо ключа с меткой должно быть
Установка кулачков в патрон
Для установки кулачков гнездо ключа с меткой должно быть
Слайд 33Установка кулачков в патрон
Кулачки патрона имеют порядковый номер, такой же, как и
Установка кулачков в патрон
Кулачки патрона имеют порядковый номер, такой же, как и
Слайд 34Установка кулачков в патрон
Очень часто встречается ситуация, когда кулачки не пронумерованы. В
Установка кулачков в патрон
Очень часто встречается ситуация, когда кулачки не пронумерованы. В
Слайд 35Установка кулачков в патрон
Вращая ключ по часовой стрелке, смотрим, когда начало спирали
Установка кулачков в патрон
Вращая ключ по часовой стрелке, смотрим, когда начало спирали
Слайд 36Установка кулачков в патрон
В ситуации, когда пазы для кулачков не пронумерованы, стандартным
Установка кулачков в патрон
В ситуации, когда пазы для кулачков не пронумерованы, стандартным
Слайд 37Еще раз: порядок установки кулачков
Для установки кулачков гнездо ключа с меткой должно
Еще раз: порядок установки кулачков
Для установки кулачков гнездо ключа с меткой должно
Слайд 38Снятие кулачков из патрона
При вращении ключа против часовой стрелки кулачки выходят из
Снятие кулачков из патрона
При вращении ключа против часовой стрелки кулачки выходят из
Слайд 39Ознакомьтесь с некоторыми моментами эксплуатации токарных патронов
Ознакомьтесь с некоторыми моментами эксплуатации токарных патронов
Слайд 40Снятие и установка токарного патрона
Снятие токарного патрона со станка или и установка
Снятие и установка токарного патрона
Снятие токарного патрона со станка или и установка
Слайд 41Растачивание и притирка кулачков
Растачивание и притирка кулачков производится обычно в двух случаях:
1.
Растачивание и притирка кулачков
Растачивание и притирка кулачков производится обычно в двух случаях:
1.
Слайд 42Контроль качества токарных патронов
Посмотрите ролик и ознакомьтесь с приемами выполнения этой задачи
Контроль качества токарных патронов
Посмотрите ролик и ознакомьтесь с приемами выполнения этой задачи

Слайд 43Центры и их использование
Центры и их использование
Слайд 44Центры: необходимость и условия применения
При обработке длинных заготовок на большой скорости
Центры: необходимость и условия применения
При обработке длинных заготовок на большой скорости
Слайд 45Пример использования центра при точении
Пример использования центра при точении

Слайд 46Виды центров
Все разновидности центров делятся на две большие группы:
1. Невращающиеся упорные центры
2.
Виды центров
Все разновидности центров делятся на две большие группы:
1. Невращающиеся упорные центры
2.
Слайд 47Невращающиеся упорные центры
Неподвижный упорный центр имеет простую конструкцию и состоит из конусообразной
Невращающиеся упорные центры
Неподвижный упорный центр имеет простую конструкцию и состоит из конусообразной
Слайд 48Невращающиеся упорные центры
Для крепления заготовки необходим предварительно размеченный и подготовленный центр с
Невращающиеся упорные центры
Для крепления заготовки необходим предварительно размеченный и подготовленный центр с
Слайд 49Невращающиеся упорные центры
В зависимости от материала рабочей части центры подразделяются на два
Невращающиеся упорные центры
В зависимости от материала рабочей части центры подразделяются на два
Слайд 50Невращающиеся упорные центры
Неподвижный центр может быть с полным конусом или со срезанным,
Невращающиеся упорные центры
Неподвижный центр может быть с полным конусом или со срезанным,
Слайд 51Невращающиеся упорные центры
В зависимости от формы фиксирующей части неподвижные центры подразделяются на
Невращающиеся упорные центры
В зависимости от формы фиксирующей части неподвижные центры подразделяются на

Слайд 52Невращающиеся упорные центры
Существуют основные правила эксплуатации упорных центров, обеспечивающие точность обработки деталей
Невращающиеся упорные центры
Существуют основные правила эксплуатации упорных центров, обеспечивающие точность обработки деталей
Слайд 53Вращающиеся упорные центры
Токарный центр вращающийся применяется для фиксации заготовок имеющих тела вращения
Вращающиеся упорные центры
Токарный центр вращающийся применяется для фиксации заготовок имеющих тела вращения
Слайд 54Вращающиеся упорные центры
На рисунке изображена конструкция центра предназначенного для фиксации в пиноли
Вращающиеся упорные центры
На рисунке изображена конструкция центра предназначенного для фиксации в пиноли

Слайд 55Вращающиеся упорные центры
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой
Вращающиеся упорные центры
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой
Слайд 56Вращающиеся упорные центры
В зависимости от формы фиксирующей части выпускается два типа вращающихся
Вращающиеся упорные центры
В зависимости от формы фиксирующей части выпускается два типа вращающихся

Слайд 57Вращающиеся упорные центры
По конструкции оснастка подразделяется на:
Центр с постоянным валиком (тип А)
Центр
Вращающиеся упорные центры
По конструкции оснастка подразделяется на:
Центр с постоянным валиком (тип А)
Центр

 Проектные технологии
Проектные технологии лекция3
лекция3 Скульптура Кёнигсберга
Скульптура Кёнигсберга Логарифмические уравнения. Спецификация ЕГЭ В5. Уравнения, решаемые по определению
Логарифмические уравнения. Спецификация ЕГЭ В5. Уравнения, решаемые по определению Презентация на тему Трудовое обучение 3 класс
Презентация на тему Трудовое обучение 3 класс  Путешествие в Рио
Путешествие в Рио Виктор Франкл Сказать жизни ДА!
Виктор Франкл Сказать жизни ДА! Хореографічна обдарованість
Хореографічна обдарованість Использование Google Web Toolkitдля разработки AJAX-приложений
Использование Google Web Toolkitдля разработки AJAX-приложений Приборы фирмы HIOKI
Приборы фирмы HIOKI Мои жизненные планы и профессиональная карьера
Мои жизненные планы и профессиональная карьера Молитва
Молитва Мотивы и причины, которые привели ученых в профессию
Мотивы и причины, которые привели ученых в профессию Немецкий язык (4 класс)
Немецкий язык (4 класс) Общество с ограниченной ответственностью«Фирма Флора»
Общество с ограниченной ответственностью«Фирма Флора» Квалификационная работа«Духовно-нравственное воспитание школьников на уроках истории, обществознания и во внеклассной работе,
Квалификационная работа«Духовно-нравственное воспитание школьников на уроках истории, обществознания и во внеклассной работе,  Дактилология. Азбука от А до Я
Дактилология. Азбука от А до Я Озоновые дыры и кислотные дожди
Озоновые дыры и кислотные дожди Применение методов принятия решений для разрешения этнополитических конфликтов
Применение методов принятия решений для разрешения этнополитических конфликтов Оптические волноводы
Оптические волноводы Осень. Приметы ранней осени
Осень. Приметы ранней осени «СОВЕТ ДРУЖНЫХ»
«СОВЕТ ДРУЖНЫХ» Время выбрало нас
Время выбрало нас Единый День адаптации Дирекции тяги
Единый День адаптации Дирекции тяги Пограничная служба ФСБ Российской Федерации
Пограничная служба ФСБ Российской Федерации Как сложилась дальнейшая судьба Жоржа Геккерна-Дантеса и Николая Мартынова после кровавых последствий на дуэлях?
Как сложилась дальнейшая судьба Жоржа Геккерна-Дантеса и Николая Мартынова после кровавых последствий на дуэлях? Художественная культура ислама
Художественная культура ислама Устройство компьютера
Устройство компьютера