- Производственная система. Лекция 2

Содержание
- 3. задача ввод вывод люди средства производства рабочий процесс влияние окружающей среды Семь элементов системы
- 4. Каждый из этих системных элементов – положительно или отрицательно – непосредственно влияет на функциональную способность системы
- 5. 1. Задача Задачи вытекают из целей. Под рабочей задачей понимается задание для системы, состоящее в том,
- 6. Задачей отдела продаж является поиск заказов, которые могут быть выполнены экономически эффективно и с прибылью. Задачей
- 7. 2. Ввод Экономическая эффективность производственной системы определяется качеством входа. Входными данными являются информация, программы управления, инструменты,
- 8. Тот, кто задает в MIS ложные плановые данные, получит неправильные фактические данные. Тот, кто несвоевременно, неправильно
- 9. 3. Человек Производительность и готовность человека к труду являются важными критериями для успешной работы системы. Производительность
- 10. Готовность человека к труду вытекает из мотивации. Признание вышестоящими работниками, возможность профессионального роста, хороший производственный климат
- 11. 4. Средства производства Средства производства – это машины, компьютерные системы обработки данных, системы коммуникации, установленные программное
- 12. При взаимодействии с людьми тип, модель, техническое оснащение и техническое состояние средства производства определяют производительность средства
- 13. Технические системы также обладают жизненным циклом. Устаревшие технологии редко связаны с низкими издержками, несмотря на то,
- 14. 5. Рабочий процесс (workflow) Поступающий в систему предмет труда (данные, файл, материал, полуфабрикат) в течение рабочего
- 15. Информационный поток происходит в круговороте. Для сбора, обработки и передачи информации используются MIS-системы различных производителей. Заданные
- 16. Под этим термином понимается в первую очередь цифровой рабочий поток между производственными системами. В рамках CIP
- 17. 5.3 Методика труда При необходимости исследовать и организовать взаимодействие человека и машины на рабочем месте сначала
- 18. Методика труда и ее применение определяет качество взаимодействия между человеком и машиной. Проведенные на практике анализы
- 19. 5.4 Ход процесса Под этим понимается движение технических данных для управления средствами производства, например, CNC-программирование одноножевой
- 20. 6. Влияние окружающей среды Окружающая среда также может позитивно или негативно влиять на исполнение рабочей задачи.
- 21. 7. Вывод На выходе производственной системы мы видим полуфабрикаты или готовую продукцию. Выводом системы MIS являются
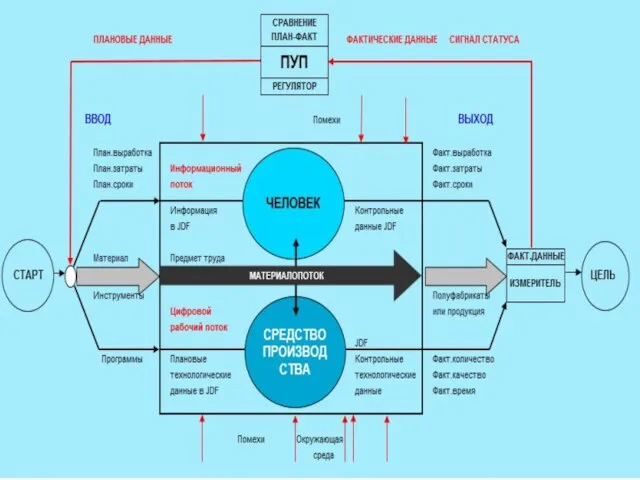
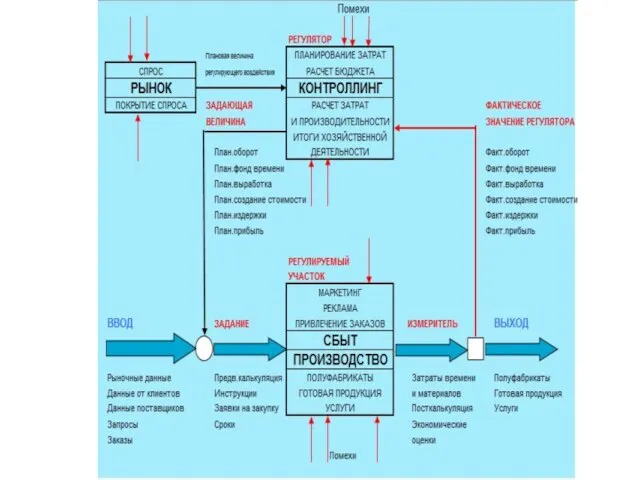
- 22. Управляющий контур производственной системы Изделия и информация транспортируются различными путями, но должны быть доставлены в нужное
- 23. Наряду с соблюдением сроков на современном предприятии на первом плане стоит также экономическая эффективность, являющаяся предпосылкой
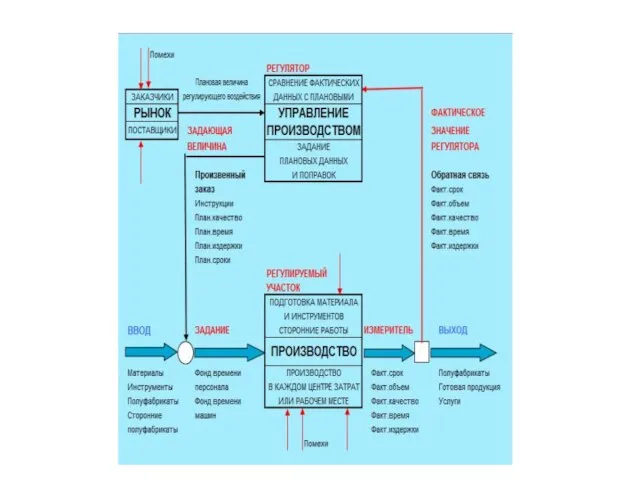
- 25. Внешний контур Внешний регулирующий контур представляет собой предприятие и его взаимоотношения с рынком. Плановые данные (как
- 27. Внутренний контур Внутренний контур регулирует обработку заказа в отделах продаж, подготовки заказа, при его производстве и
- 29. Планирование, организация, управление и контроль над системой Правильно работающая система требует постоянного планирования, организации, управления и
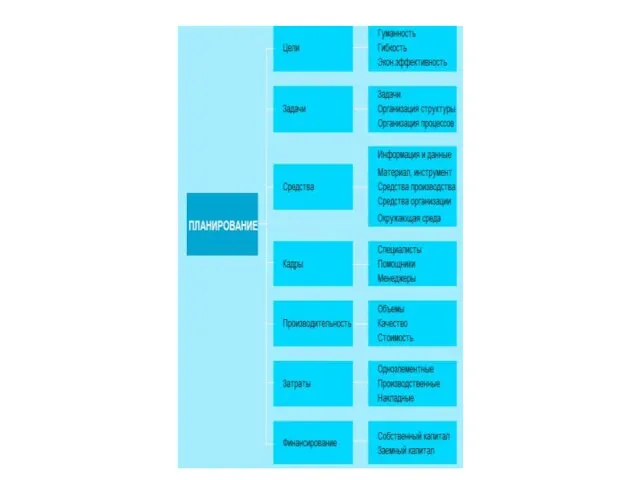
- 30. Планирование Под планированием понимается определение целей и установление задач, а также средств для достижения этих целей.
- 31. Планирование средств определяет средства производства, которые служат осуществлению задания. Это необходимые информация и данные, материалы и
- 33. Организация На основе планирования производится детальная организация. Она составляет собственно творческую фазу и охватывает структурирование задач
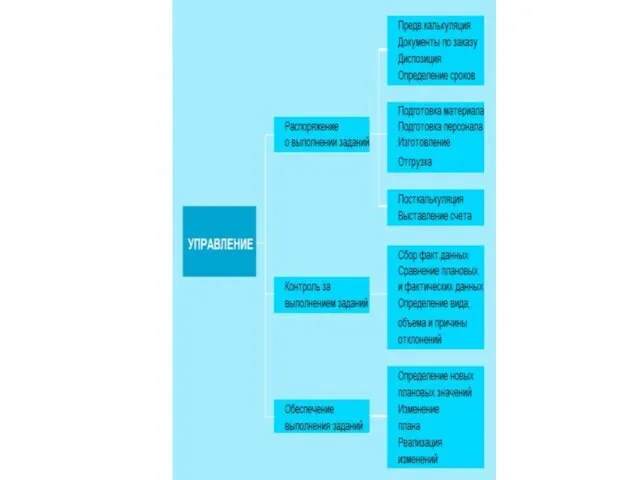
- 35. Управление Управление служит для реализации запланированного и состоит из инициирования, надзора и обеспечения исполнения задач относительно
- 36. Под инициированием подразумевается подготовка и отдание команды к выполнению плана осуществления задачи, например, изготовление документов и
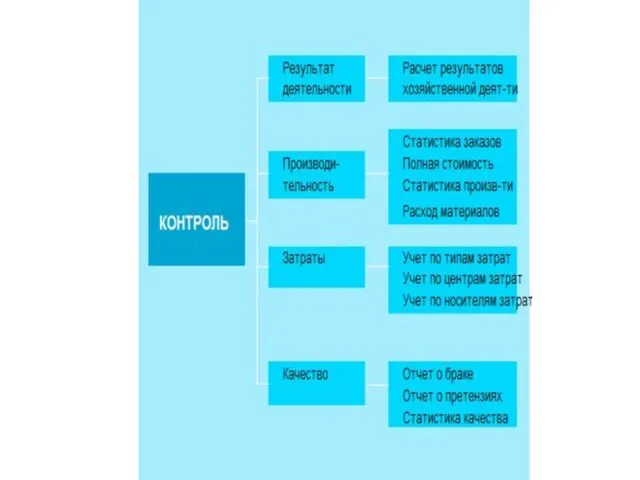
- 38. Контроль Под контролем понимается установление фактических данных и их отклонения от планируемых показателей в результате действий
- 39. Контроль в представленной здесь форме является частью контроллинга. К контроллингу, кроме того, относятся планирование и управление.
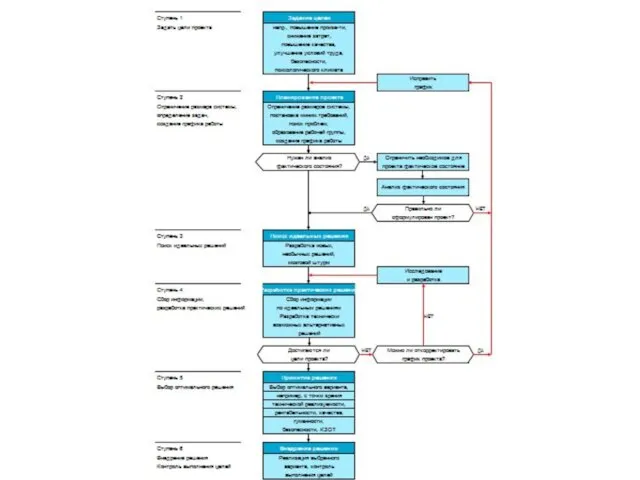
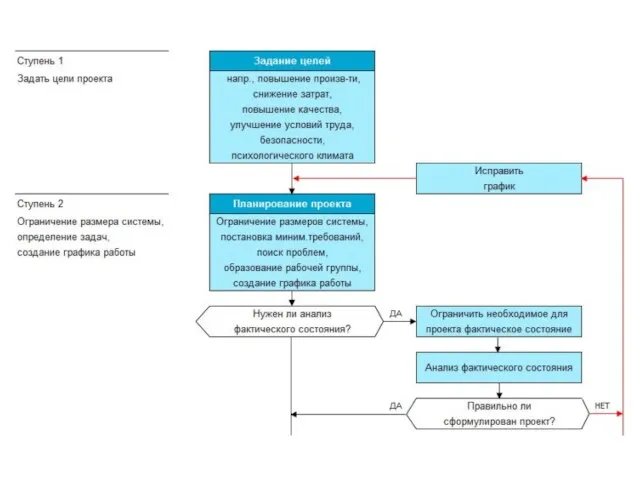
- 41. Метод шести ступеней Метод шести ступеней является довольно распространенным и во многих случаях обязательным методом анализа
- 43. Ступень 1: постановка целей Ситуация с прибылью для нашего предприятия неудовлетворительна? Затраты и мощность производства не
- 44. Ступень 2: определение размера системы и задач Если перед вами ставится задача решить определенную проблему, необходимо
- 45. Размер системы Проблема определяет постановку задачи, а ее охват – размер производственной системы, подлежащей анализу и
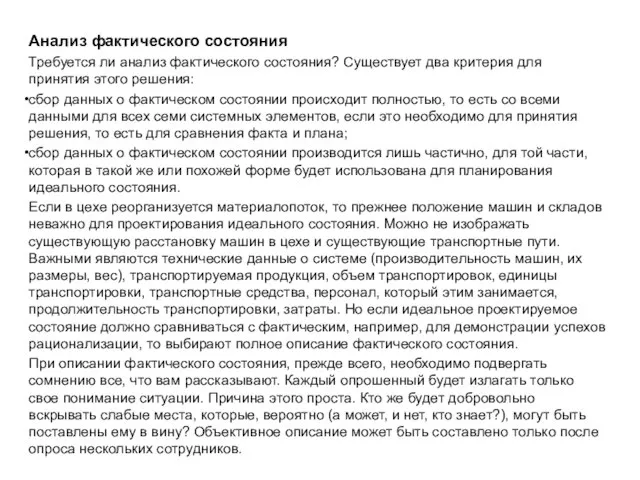
- 47. Анализ фактического состояния Требуется ли анализ фактического состояния? Существует два критерия для принятия этого решения: сбор
- 49. Ступень 3: поиск идеальных решений На этой ступени необходимо принципиально подвергнуть всё существующее на сегодняшний день
- 50. ЧТО происходит здесь, с какой целью? ЗАЧЕМ это делается, и, если необходимо, то почему так (а
- 52. Ступень 4: сбор данных и разработка практических решений На этом этапе собранные на ступени 3 идеи
- 53. Ступень 5: выбор оптимального решения Выбираются те варианты решения, которые позволят достичь определенных на ступени 1
- 54. Ступень 6: внедрение решения, контроль выполнения целей Итак, руководство предприятия внедряет ваше решение в жизнь. Будет
- 56. Скачать презентацию
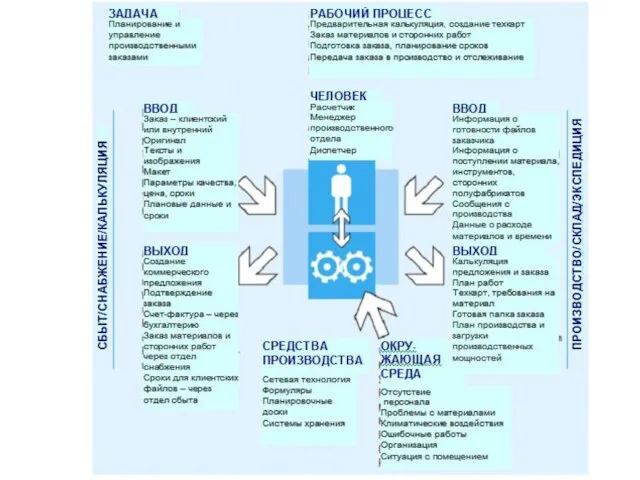
Слайд 3задача
ввод
вывод
люди
средства производства
рабочий процесс
влияние окружающей среды
Семь элементов системы
задача
ввод
вывод
люди
средства производства
рабочий процесс
влияние окружающей среды
Семь элементов системы
Слайд 4Каждый из этих системных элементов – положительно или отрицательно – непосредственно влияет
Каждый из этих системных элементов – положительно или отрицательно – непосредственно влияет
Слайд 51. Задача
Задачи вытекают из целей. Под рабочей задачей понимается задание для системы,
1. Задача
Задачи вытекают из целей. Под рабочей задачей понимается задание для системы,
Слайд 6Задачей отдела продаж является поиск заказов, которые могут быть выполнены экономически эффективно
Задачей отдела продаж является поиск заказов, которые могут быть выполнены экономически эффективно
Слайд 72. Ввод
Экономическая эффективность производственной системы определяется качеством входа. Входными данными являются информация,
2. Ввод
Экономическая эффективность производственной системы определяется качеством входа. Входными данными являются информация,
Слайд 8Тот, кто задает в MIS ложные плановые данные, получит неправильные фактические данные.
Тот,
Тот, кто задает в MIS ложные плановые данные, получит неправильные фактические данные.
Тот,
Слайд 93. Человек
Производительность и готовность человека к труду являются важными критериями для
3. Человек
Производительность и готовность человека к труду являются важными критериями для
Слайд 10Готовность человека к труду вытекает из мотивации. Признание вышестоящими работниками, возможность профессионального
Готовность человека к труду вытекает из мотивации. Признание вышестоящими работниками, возможность профессионального
Слайд 114. Средства производства
Средства производства – это машины, компьютерные системы обработки данных, системы
4. Средства производства
Средства производства – это машины, компьютерные системы обработки данных, системы
Слайд 12При взаимодействии с людьми тип, модель, техническое оснащение и техническое состояние средства
При взаимодействии с людьми тип, модель, техническое оснащение и техническое состояние средства
Слайд 13Технические системы также обладают жизненным циклом. Устаревшие технологии редко связаны с низкими
Технические системы также обладают жизненным циклом. Устаревшие технологии редко связаны с низкими
Слайд 145. Рабочий процесс (workflow)
Поступающий в систему предмет труда (данные, файл, материал, полуфабрикат)
5. Рабочий процесс (workflow)
Поступающий в систему предмет труда (данные, файл, материал, полуфабрикат)
Слайд 15Информационный поток происходит в круговороте. Для сбора, обработки и передачи информации используются
Информационный поток происходит в круговороте. Для сбора, обработки и передачи информации используются
Слайд 16Под этим термином понимается в первую очередь цифровой рабочий поток между производственными
Под этим термином понимается в первую очередь цифровой рабочий поток между производственными
Слайд 175.3 Методика труда
При необходимости исследовать и организовать взаимодействие человека и машины на рабочем
5.3 Методика труда
При необходимости исследовать и организовать взаимодействие человека и машины на рабочем
Слайд 18Методика труда и ее применение определяет качество взаимодействия между человеком и машиной.
Методика труда и ее применение определяет качество взаимодействия между человеком и машиной.
Слайд 195.4 Ход процесса
Под этим понимается движение технических данных для управления средствами производства, например,
5.4 Ход процесса
Под этим понимается движение технических данных для управления средствами производства, например,
Слайд 206. Влияние окружающей среды
Окружающая среда также может позитивно или негативно влиять
6. Влияние окружающей среды
Окружающая среда также может позитивно или негативно влиять
Слайд 217. Вывод
На выходе производственной системы мы видим полуфабрикаты или готовую продукцию. Выводом
7. Вывод
На выходе производственной системы мы видим полуфабрикаты или готовую продукцию. Выводом
Слайд 22Управляющий контур производственной системы
Изделия и информация транспортируются различными путями, но должны быть
Управляющий контур производственной системы
Изделия и информация транспортируются различными путями, но должны быть
Слайд 23Наряду с соблюдением сроков на современном предприятии на первом плане стоит также
Наряду с соблюдением сроков на современном предприятии на первом плане стоит также
Слайд 25Внешний контур
Внешний регулирующий контур представляет собой предприятие и его взаимоотношения с рынком.
Внешний контур
Внешний регулирующий контур представляет собой предприятие и его взаимоотношения с рынком.
Слайд 27Внутренний контур
Внутренний контур регулирует обработку заказа в отделах продаж, подготовки заказа, при
Внутренний контур
Внутренний контур регулирует обработку заказа в отделах продаж, подготовки заказа, при
Слайд 29Планирование, организация, управление и контроль над системой
Правильно работающая система требует постоянного планирования,
Планирование, организация, управление и контроль над системой
Правильно работающая система требует постоянного планирования,
Слайд 30Планирование
Под планированием понимается определение целей и установление задач, а также средств для
Планирование
Под планированием понимается определение целей и установление задач, а также средств для
Слайд 31Планирование средств определяет средства производства, которые служат осуществлению задания. Это необходимые информация
Планирование средств определяет средства производства, которые служат осуществлению задания. Это необходимые информация
Слайд 33Организация
На основе планирования производится детальная организация. Она составляет собственно творческую фазу и
Организация
На основе планирования производится детальная организация. Она составляет собственно творческую фазу и

Слайд 35Управление
Управление служит для реализации запланированного и состоит из инициирования, надзора и обеспечения
Управление
Управление служит для реализации запланированного и состоит из инициирования, надзора и обеспечения
Слайд 36Под инициированием подразумевается подготовка и отдание команды к выполнению плана осуществления задачи,
Под инициированием подразумевается подготовка и отдание команды к выполнению плана осуществления задачи,
Слайд 38Контроль
Под контролем понимается установление фактических данных и их отклонения от планируемых показателей
Контроль
Под контролем понимается установление фактических данных и их отклонения от планируемых показателей
Слайд 39Контроль в представленной здесь форме является частью контроллинга. К контроллингу, кроме того,
Контроль в представленной здесь форме является частью контроллинга. К контроллингу, кроме того,
Слайд 41Метод шести ступеней
Метод шести ступеней является довольно распространенным и во многих случаях
Метод шести ступеней
Метод шести ступеней является довольно распространенным и во многих случаях
Слайд 43Ступень 1: постановка целей
Ситуация с прибылью для нашего предприятия неудовлетворительна? Затраты и
Ступень 1: постановка целей
Ситуация с прибылью для нашего предприятия неудовлетворительна? Затраты и
Слайд 44Ступень 2: определение размера системы и задач
Если перед вами ставится задача решить
Ступень 2: определение размера системы и задач
Если перед вами ставится задача решить
Слайд 45Размер системы
Проблема определяет постановку задачи, а ее охват – размер производственной системы,
Размер системы
Проблема определяет постановку задачи, а ее охват – размер производственной системы,
Слайд 47Анализ фактического состояния
Требуется ли анализ фактического состояния? Существует два критерия для принятия
Анализ фактического состояния
Требуется ли анализ фактического состояния? Существует два критерия для принятия
Слайд 49Ступень 3: поиск идеальных решений
На этой ступени необходимо принципиально подвергнуть всё существующее
Ступень 3: поиск идеальных решений
На этой ступени необходимо принципиально подвергнуть всё существующее
Слайд 50ЧТО происходит здесь,
с какой целью?
ЗАЧЕМ это делается,
и, если необходимо, то почему так (а не
ЧТО происходит здесь,
с какой целью?
ЗАЧЕМ это делается,
и, если необходимо, то почему так (а не

Слайд 52Ступень 4: сбор данных и разработка практических решений
На этом этапе собранные на
Ступень 4: сбор данных и разработка практических решений
На этом этапе собранные на
Слайд 53Ступень 5: выбор оптимального решения
Выбираются те варианты решения, которые позволят достичь определенных
Ступень 5: выбор оптимального решения
Выбираются те варианты решения, которые позволят достичь определенных
Слайд 54Ступень 6: внедрение решения, контроль выполнения целей
Итак, руководство предприятия внедряет ваше решение
Ступень 6: внедрение решения, контроль выполнения целей
Итак, руководство предприятия внедряет ваше решение
 Определение безэквивалентной лексики
Определение безэквивалентной лексики Позициониране на Схемата за екомаркировка в държавната политика за устойчив туризъм ДЪРЖАВНА АГЕНЦИЯ ПО ТУРИЗЪМ Десислава Михалкова – Станимирова Гл. експерт в дирекция “Туристическа политика” 20 октомври, 2008 г, гр. София
Позициониране на Схемата за екомаркировка в държавната политика за устойчив туризъм ДЪРЖАВНА АГЕНЦИЯ ПО ТУРИЗЪМ Десислава Михалкова – Станимирова Гл. експерт в дирекция “Туристическа политика” 20 октомври, 2008 г, гр. София Презентация на тему Просто сказочные вопросы
Презентация на тему Просто сказочные вопросы  Я Гражданин России
Я Гражданин России Же-Ким
Же-Ким Корпоративный мессенджер для брейнштормов
Корпоративный мессенджер для брейнштормов Олимпийские игры: символика ,история, география
Олимпийские игры: символика ,история, география Чичиков – беда или надежда России? Образ Чичикова в поэме Николая Васильевича Гоголя «Мёртвые души»
Чичиков – беда или надежда России? Образ Чичикова в поэме Николая Васильевича Гоголя «Мёртвые души» Событийные мероприятия
Событийные мероприятия Трение в нашей жизни
Трение в нашей жизни О повышении эффективности и безопасного использования отраслевого парка исследовательских ядерных установок
О повышении эффективности и безопасного использования отраслевого парка исследовательских ядерных установок Всероссийский инженерный конкурс. Лесопосадочные машины
Всероссийский инженерный конкурс. Лесопосадочные машины Презентация на тему Значение птиц в природе и жизни человека
Презентация на тему Значение птиц в природе и жизни человека Презентация на тему Экстремумы функции
Презентация на тему Экстремумы функции Джинсы
Джинсы Презентация к методической разработке для спецкурса: «Обратные тригонометрические функции» (10-11 кл.).
Презентация к методической разработке для спецкурса: «Обратные тригонометрические функции» (10-11 кл.). Хороших знаний и отличного настроения!
Хороших знаний и отличного настроения! Поддержка стандарта OpenGIS в СУБД ЛИНТЕР
Поддержка стандарта OpenGIS в СУБД ЛИНТЕР Презентация на тему Транспорт
Презентация на тему Транспорт Три вида бизнеса, востребованные в г. Кострома
Три вида бизнеса, востребованные в г. Кострома Обработка юбки после первой примерки
Обработка юбки после первой примерки Конкурс среди социально ориентированных некоммерческих организаций на право получения субсидий из бюджета города Екатеринбурга
Конкурс среди социально ориентированных некоммерческих организаций на право получения субсидий из бюджета города Екатеринбурга Fun Activities (Развлечения)
Fun Activities (Развлечения) Мониторинг направлений актуального профессионального развития научно-педагогических, руководящих кадров, сотрудников ПетрГУ
Мониторинг направлений актуального профессионального развития научно-педагогических, руководящих кадров, сотрудников ПетрГУ КУБА – УКРАЙНА 1990 – 2011
КУБА – УКРАЙНА 1990 – 2011 Презентация на тему Дифракция света
Презентация на тему Дифракция света Родители трудолюбивы и дети не ленивы
Родители трудолюбивы и дети не ленивы Ліпікар. Очищувальний гель
Ліпікар. Очищувальний гель