- Список дуг

Содержание
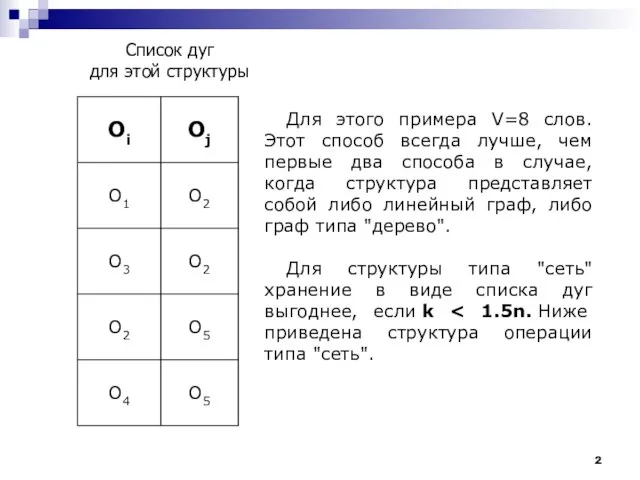
- 2. Для этого примера V=8 слов. Этот способ всегда лучше, чем первые два способа в случае, когда
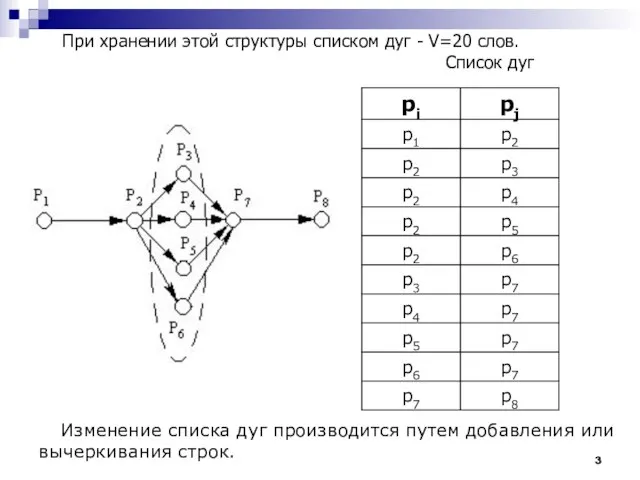
- 3. Изменение списка дуг производится путем добавления или вычеркивания строк. При хранении этой структуры списком дуг -
- 4. Список вершин Если имеется линейная структура, то ее можно записать в виде линейного списка вершин. Линейный
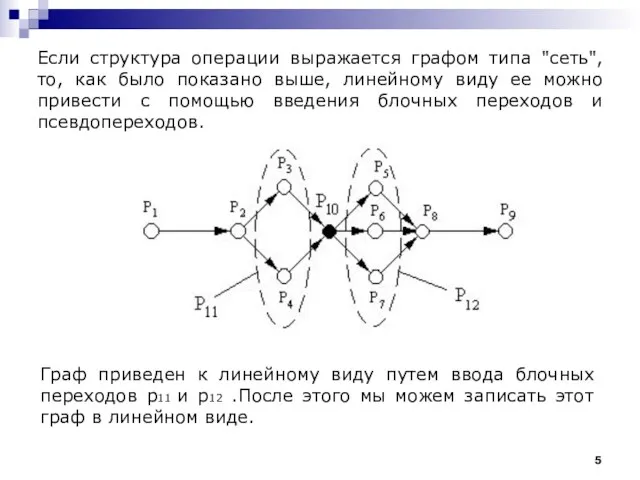
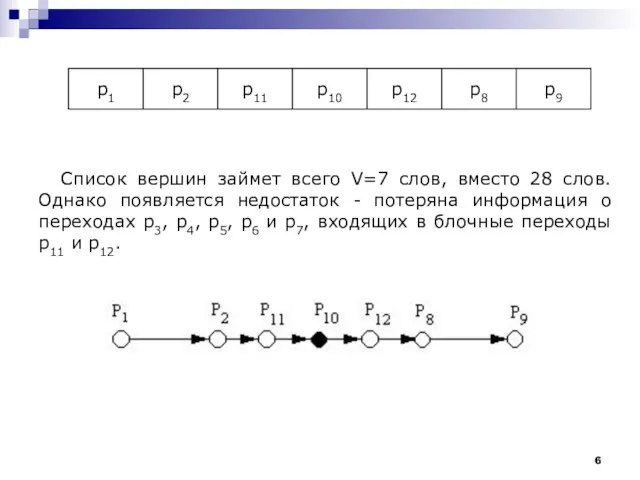
- 5. Граф приведен к линейному виду путем ввода блочных переходов p11 и p12 .После этого мы можем
- 6. Список вершин займет всего V=7 слов, вместо 28 слов. Однако появляется недостаток - потеряна информация о
- 7. Процесс принятия решений в САПР ТП Процесс принятия решения в САПР ТП обычно не является функциональным
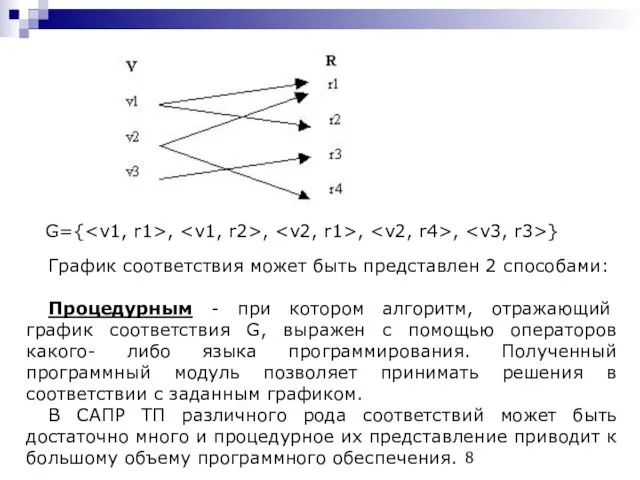
- 8. G={ , , , , } График соответствия может быть представлен 2 способами: Процедурным - при
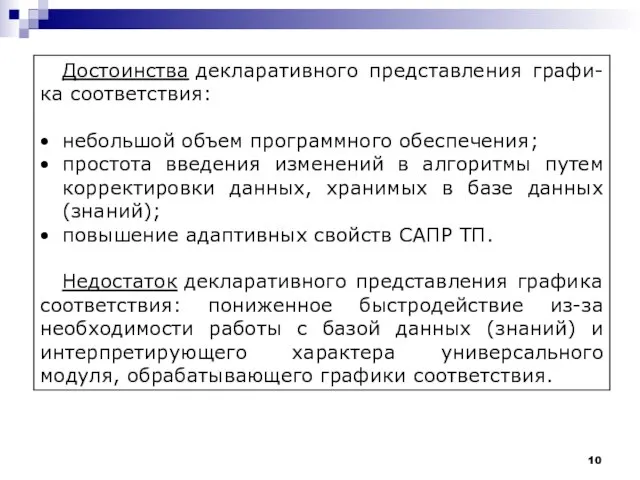
- 9. Декларативным - при котором алгоритм, отражающий график соответствия G, выражен с помощь какого-либо непроцедурного языка. График
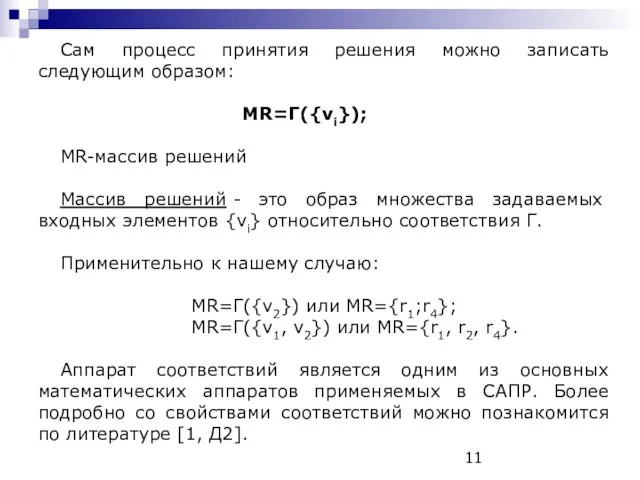
- 11. Сам процесс принятия решения можно записать следующим образом: MR=Г({vi}); MR-массив решений Массив решений - это образ
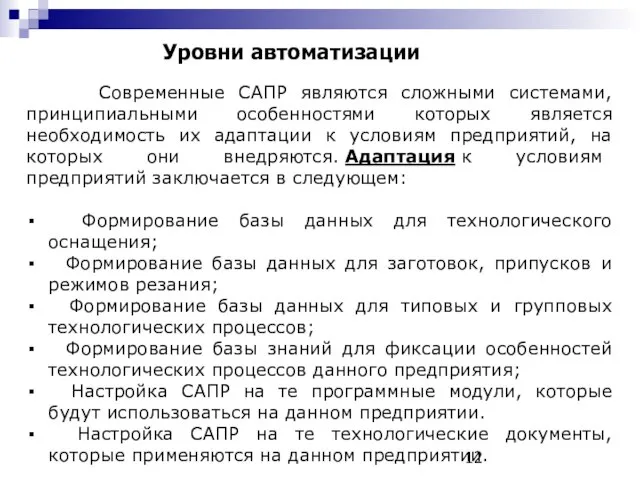
- 12. Уровни автоматизации Современные САПР являются сложными системами, принципиальными особенностями которых является необходимость их адаптации к условиям
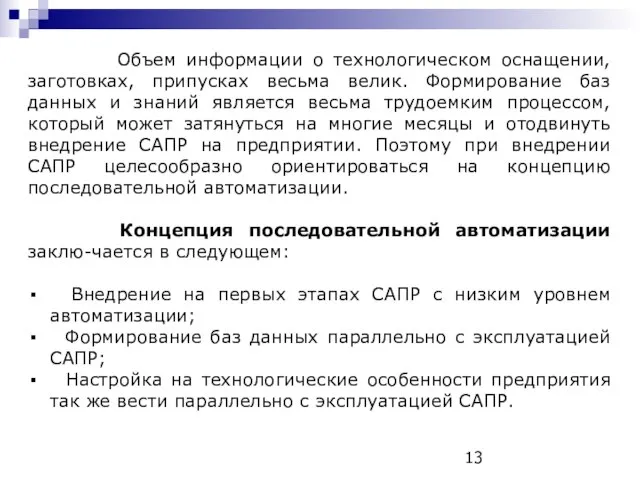
- 13. Объем информации о технологическом оснащении, заготовках, припусках весьма велик. Формирование баз данных и знаний является весьма
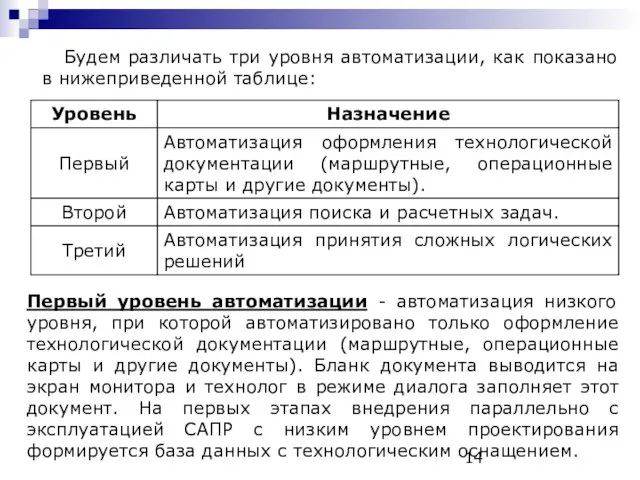
- 14. Будем различать три уровня автоматизации, как показано в нижеприведенной таблице: Первый уровень автоматизации - автоматизация низкого
- 15. Второй уровень автоматизации - автоматизация среднего уровня, который достигается, когда базы данных частично сформированы и начинают
- 16. Третий уровень автоматизации - автоматизация высокого уровня, который достигается, при заполнении базы знаний. В этом случае
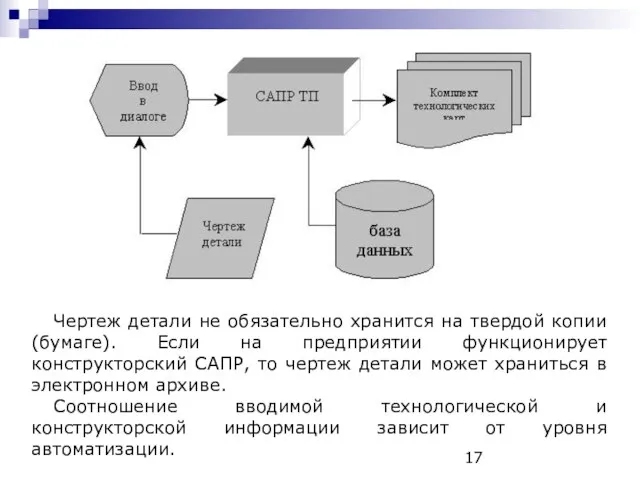
- 17. Чертеж детали не обязательно хранится на твердой копии (бумаге). Если на предприятии функционирует конструкторский САПР, то
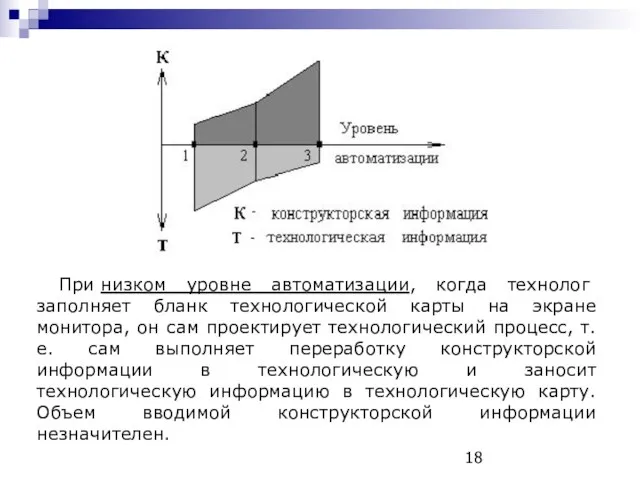
- 18. При низком уровне автоматизации, когда технолог заполняет бланк технологической карты на экране монитора, он сам проектирует
- 19. На среднем уровне автоматизации проектирования объем вводимой конструкторской информации резко увеличивается. Например, для поиска технологического оснащения
- 20. Кодирование чертежа детали и создание параметрической модели с высоким уровнем детализации описания детали является достаточно трудоемким
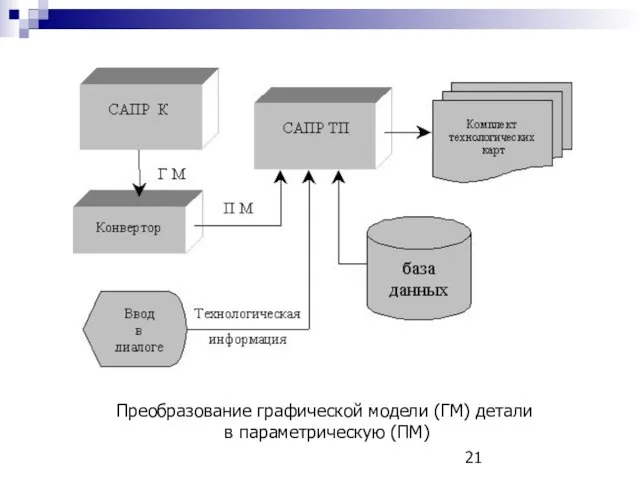
- 21. Преобразование графической модели (ГМ) детали в параметрическую (ПМ)
- 23. Скачать презентацию
Слайд 3Изменение списка дуг производится путем добавления или вычеркивания строк.
При хранении этой структуры
Изменение списка дуг производится путем добавления или вычеркивания строк.
При хранении этой структуры
Слайд 4Список вершин
Если имеется линейная структура, то ее можно записать в виде линейного
Список вершин
Если имеется линейная структура, то ее можно записать в виде линейного
Слайд 5Граф приведен к линейному виду путем ввода блочных переходов p11 и p12 .После
Граф приведен к линейному виду путем ввода блочных переходов p11 и p12 .После
Слайд 6Список вершин займет всего V=7 слов, вместо 28 слов. Однако появляется недостаток
Список вершин займет всего V=7 слов, вместо 28 слов. Однако появляется недостаток
Слайд 7Процесс принятия решений в САПР ТП
Процесс принятия решения в САПР ТП обычно
Процесс принятия решений в САПР ТП
Процесс принятия решения в САПР ТП обычно
Слайд 8G={, , , , }
График соответствия
G={ График соответствия
Слайд 9Декларативным - при котором алгоритм, отражающий график соответствия G, выражен с помощь какого-либо
Декларативным - при котором алгоритм, отражающий график соответствия G, выражен с помощь какого-либо
Слайд 11Сам процесс принятия решения можно записать следующим образом:
MR=Г({vi});
MR-массив решений
Массив решений - это
Сам процесс принятия решения можно записать следующим образом:
MR=Г({vi});
MR-массив решений
Массив решений - это
Слайд 12Уровни автоматизации
Современные САПР являются сложными системами, принципиальными особенностями которых является необходимость
Уровни автоматизации
Современные САПР являются сложными системами, принципиальными особенностями которых является необходимость
Слайд 13 Объем информации о технологическом оснащении, заготовках, припусках весьма велик. Формирование баз
Объем информации о технологическом оснащении, заготовках, припусках весьма велик. Формирование баз
Слайд 14Будем различать три уровня автоматизации, как показано в нижеприведенной таблице:
Первый уровень автоматизации
Будем различать три уровня автоматизации, как показано в нижеприведенной таблице:
Первый уровень автоматизации
Слайд 15 Второй уровень автоматизации - автоматизация среднего уровня, который достигается, когда базы данных
Второй уровень автоматизации - автоматизация среднего уровня, который достигается, когда базы данных
Слайд 16 Третий уровень автоматизации - автоматизация высокого уровня, который достигается, при заполнении базы
Третий уровень автоматизации - автоматизация высокого уровня, который достигается, при заполнении базы
Слайд 17Чертеж детали не обязательно хранится на твердой копии (бумаге). Если на предприятии
Чертеж детали не обязательно хранится на твердой копии (бумаге). Если на предприятии
Слайд 18При низком уровне автоматизации, когда технолог заполняет бланк технологической карты на экране монитора,
При низком уровне автоматизации, когда технолог заполняет бланк технологической карты на экране монитора,
Слайд 19 На среднем уровне автоматизации проектирования объем вводимой конструкторской информации резко увеличивается. Например,
На среднем уровне автоматизации проектирования объем вводимой конструкторской информации резко увеличивается. Например,
Слайд 20 Кодирование чертежа детали и создание параметрической модели с высоким уровнем детализации
Кодирование чертежа детали и создание параметрической модели с высоким уровнем детализации
Слайд 21Преобразование графической модели (ГМ) детали
в параметрическую (ПМ)
Преобразование графической модели (ГМ) детали
в параметрическую (ПМ)
 Презентация на тему Программная оболочка Norton Commander
Презентация на тему Программная оболочка Norton Commander  Языки для записи алгоритмов
Языки для записи алгоритмов Условия в алгоритмах. Простые и составные условия. Логические операции в условиях
Условия в алгоритмах. Простые и составные условия. Логические операции в условиях Подача заявления для участия в программе на портале Работа в России
Подача заявления для участия в программе на портале Работа в России Дооп ШкоДа
Дооп ШкоДа Lorem ipsum. Presentation Template
Lorem ipsum. Presentation Template ИК Базы данных. Урок 6. Презентация
ИК Базы данных. Урок 6. Презентация Мемы 2020-го года
Мемы 2020-го года Обзор систем электронный офис
Обзор систем электронный офис Решение логической задачи соки. Рабочая тетрадь №41 стр.36
Решение логической задачи соки. Рабочая тетрадь №41 стр.36 Среда программирования OpenMP. (Лекция 1)
Среда программирования OpenMP. (Лекция 1) Как записаться на онлайн-курсы на платформе Электронная информационно-образовательная среда НИИ КПССЗ
Как записаться на онлайн-курсы на платформе Электронная информационно-образовательная среда НИИ КПССЗ Решение задачи оптимального планирования с применением электронных таблиц
Решение задачи оптимального планирования с применением электронных таблиц Дифференцирующие возможности современных ELT-платформ
Дифференцирующие возможности современных ELT-платформ Компьютерная графика. 8 класс
Компьютерная графика. 8 класс МОФР - практика. Решение всех задач
МОФР - практика. Решение всех задач Parallel от TaxiTime. Аналитика для увеличения прибыли автопарков
Parallel от TaxiTime. Аналитика для увеличения прибыли автопарков Разработка Python-приложения для построения графиков математических функций
Разработка Python-приложения для построения графиков математических функций Устройство компьютера
Устройство компьютера Решение задач на составление разветвляющихся алгоритмов
Решение задач на составление разветвляющихся алгоритмов Средства и методы защиты информации. Лекция 3
Средства и методы защиты информации. Лекция 3 Функции вывода сообщений
Функции вывода сообщений Технология разработки программного обеспечения
Технология разработки программного обеспечения Внешние устройства ПК
Внешние устройства ПК Производственная практика на телеканале Хузур-Спокойствие
Производственная практика на телеканале Хузур-Спокойствие Контрольная работа
Контрольная работа Календарь Победы. Главные битвы Великой Отечественной войны
Календарь Победы. Главные битвы Великой Отечественной войны Программирование на языке Python
Программирование на языке Python