- Расположение в опоке

Содержание
- 3. А - Воронка такой формы не способствует формированию ламинарного потока расплава (увеличенная высота падения расплава из
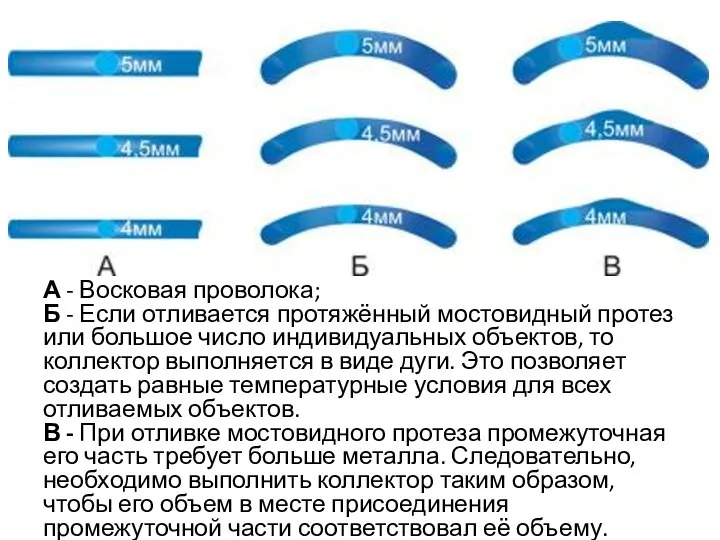
- 4. А - Восковая проволока; Б - Если отливается протяжённый мостовидный протез или большое число индивидуальных объектов,
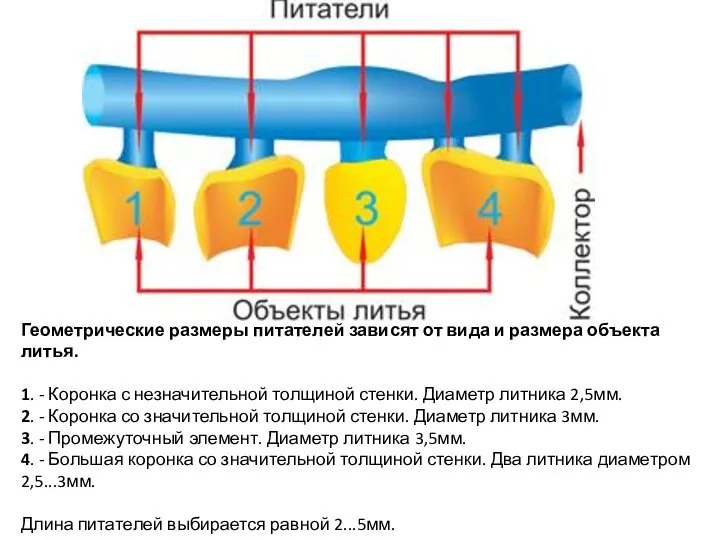
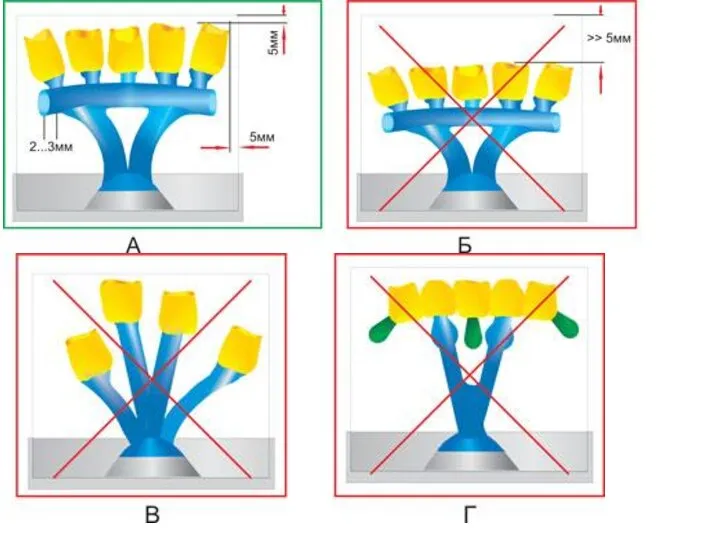
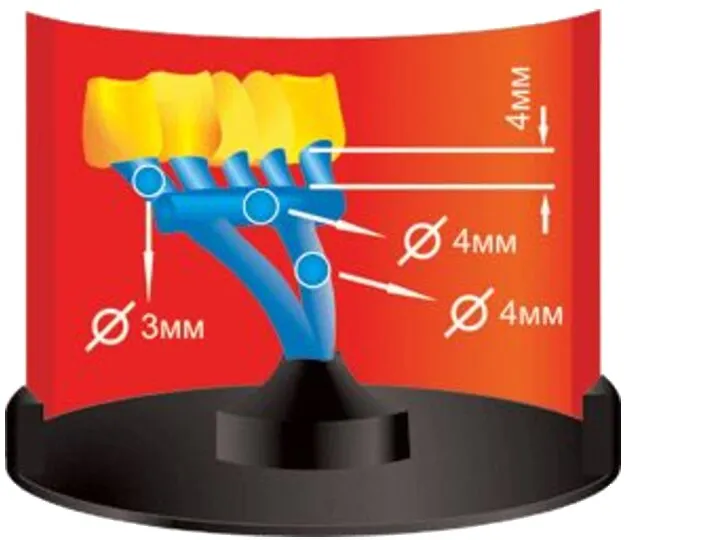
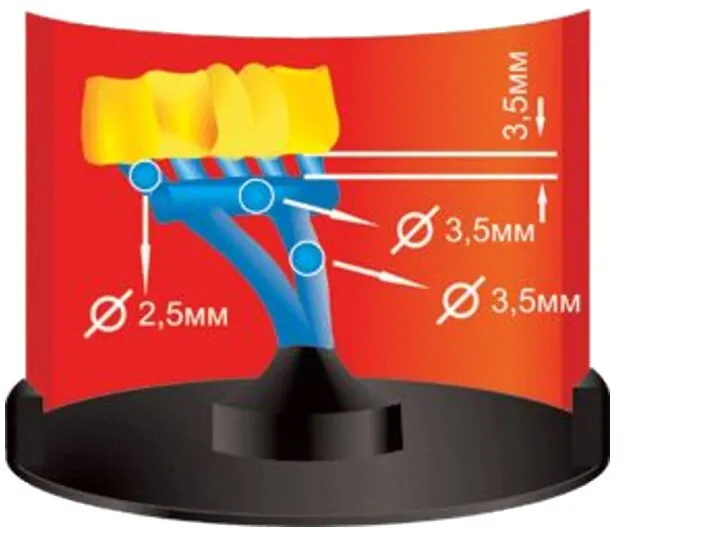
- 5. Геометрические размеры питателей зависят от вида и размера объекта литья. 1. - Коронка с незначительной толщиной
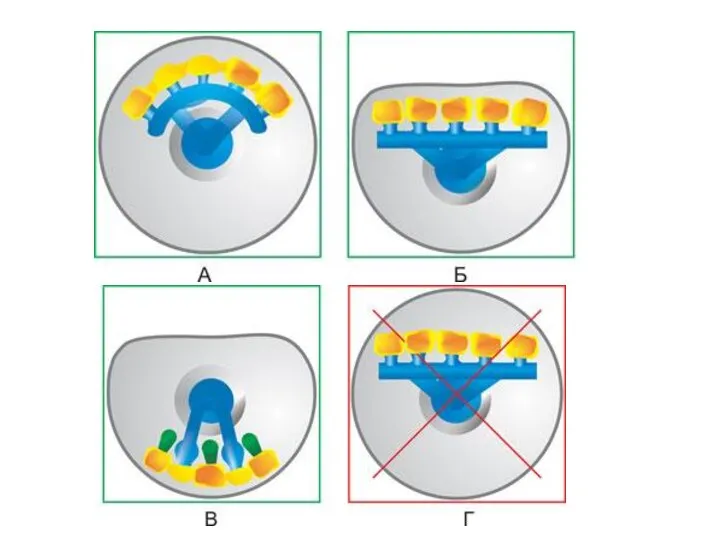
- 6. Объекты литья должны охлаждаться в первую очередь и поэтому должны быть размещены вне теплового центра опоки.
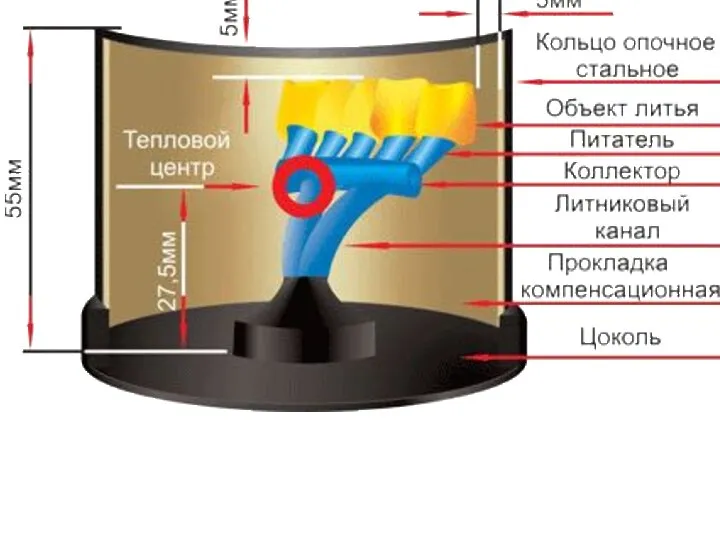
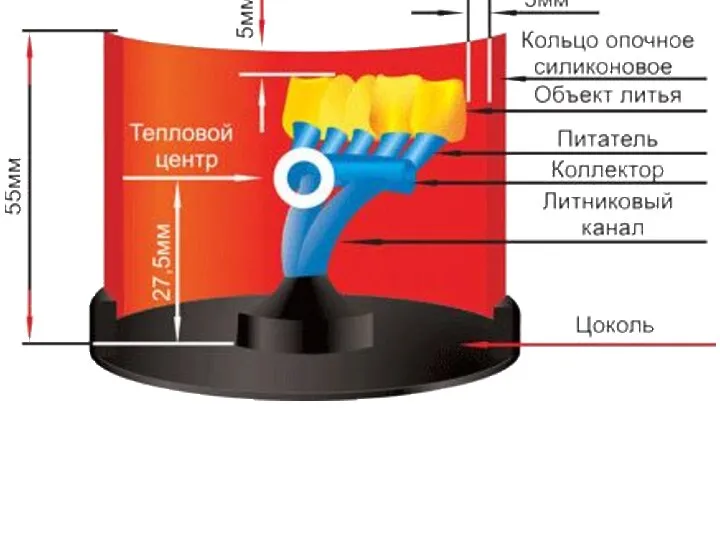
- 7. Литниковый канал (каналы) и коллектор должны охлаждаться в последнюю очередь и, следовательно, должны быть расположены максимально
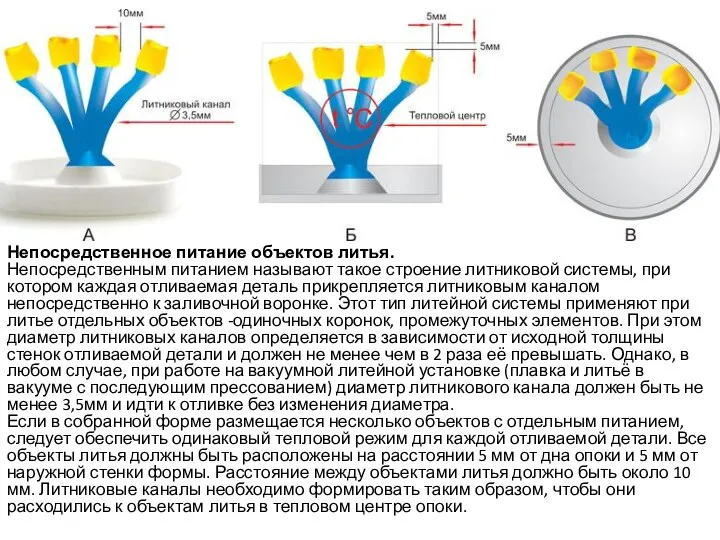
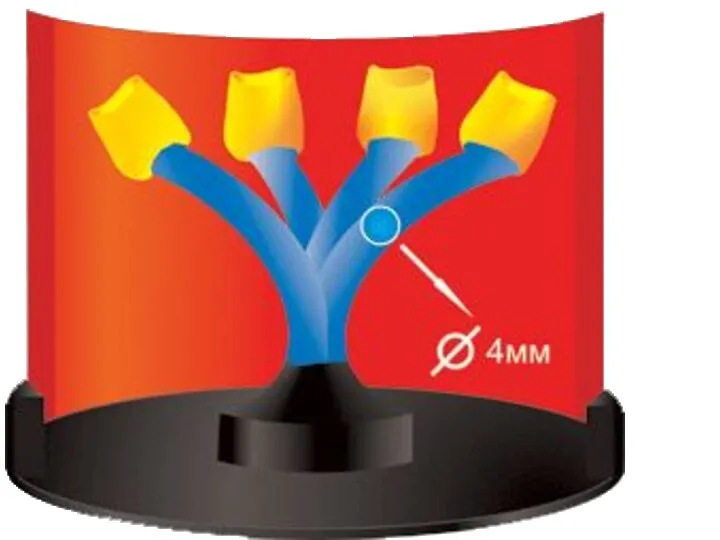
- 8. Непосредственное питание объектов литья. Непосредственным питанием называют такое строение литниковой системы, при котором каждая отливаемая деталь
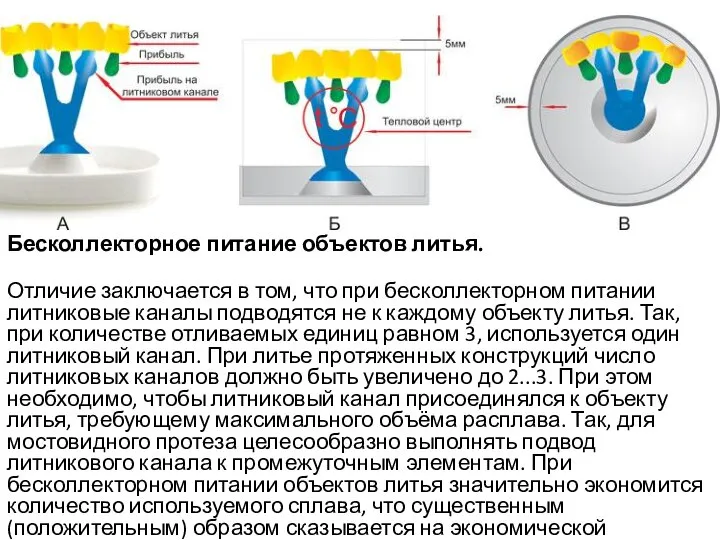
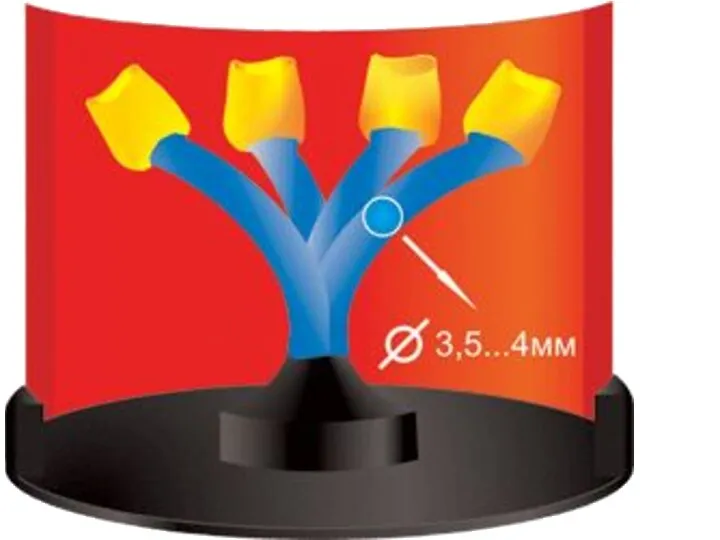
- 9. Бесколлекторное питание объектов литья. Отличие заключается в том, что при бесколлекторном питании литниковые каналы подводятся не
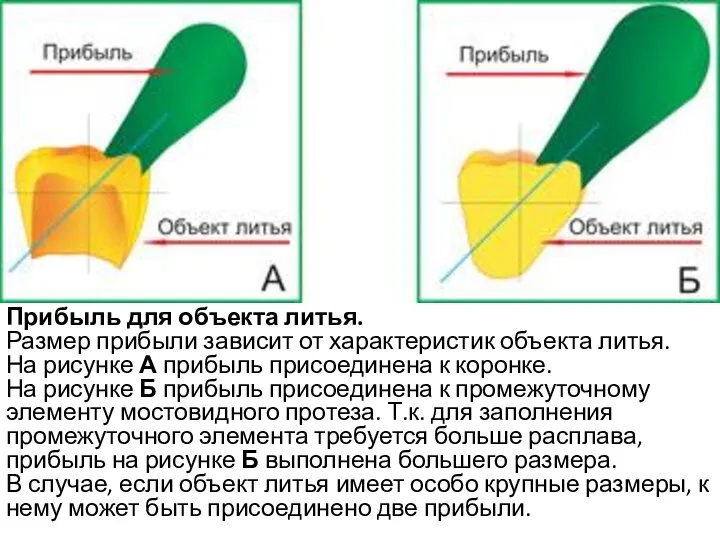
- 10. Прибыль для объекта литья. Размер прибыли зависит от характеристик объекта литья. На рисунке А прибыль присоединена
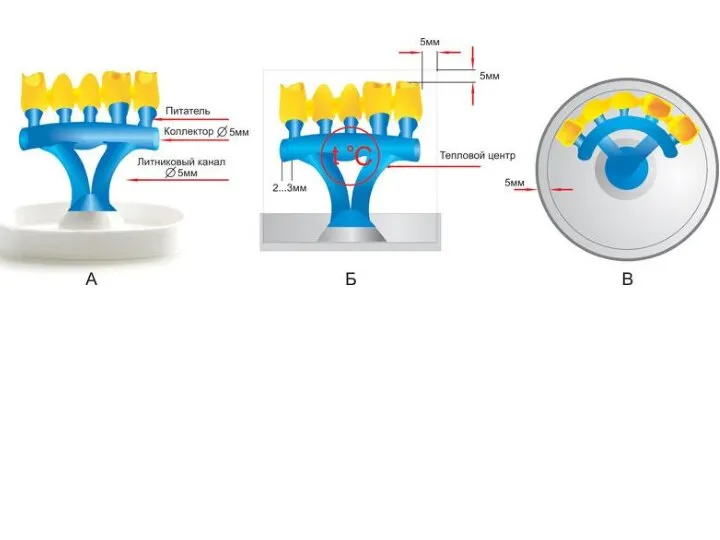
- 11. Коллекторным питанием называют такое строение литниковой системы, при котором каждая отливаемая деталь прикрепляется к литьевому резервуару
- 23. Скачать презентацию

Слайд 3А - Воронка такой формы не способствует формированию ламинарного потока расплава (увеличенная
А - Воронка такой формы не способствует формированию ламинарного потока расплава (увеличенная

Слайд 4А - Восковая проволока;
Б - Если отливается протяжённый мостовидный протез или
А - Восковая проволока; Б - Если отливается протяжённый мостовидный протез или
Слайд 5Геометрические размеры питателей зависят от вида и размера объекта литья.
1. -
Геометрические размеры питателей зависят от вида и размера объекта литья. 1. -
Слайд 6Объекты литья должны охлаждаться в первую очередь и поэтому должны быть размещены
Объекты литья должны охлаждаться в первую очередь и поэтому должны быть размещены
Слайд 7Литниковый канал (каналы) и коллектор должны охлаждаться в последнюю очередь и, следовательно,
Литниковый канал (каналы) и коллектор должны охлаждаться в последнюю очередь и, следовательно,
Слайд 8Непосредственное питание объектов литья.
Непосредственным питанием называют такое строение литниковой системы, при котором
Непосредственное питание объектов литья. Непосредственным питанием называют такое строение литниковой системы, при котором
Слайд 9Бесколлекторное питание объектов литья.
Отличие заключается в том, что при бесколлекторном питании литниковые
Бесколлекторное питание объектов литья.
Отличие заключается в том, что при бесколлекторном питании литниковые
Слайд 10Прибыль для объекта литья.
Размер прибыли зависит от характеристик объекта литья.
На рисунке
Прибыль для объекта литья. Размер прибыли зависит от характеристик объекта литья. На рисунке
Слайд 11Коллекторным питанием называют такое строение литниковой системы, при котором каждая отливаемая деталь
Коллекторным питанием называют такое строение литниковой системы, при котором каждая отливаемая деталь


 КОЛЛЕКЦИЯ АРОМАТОВ ДЛЯ ГЕЛЕЙ ДЛЯ ДУША И ПЕНЫ ДЛЯ ВАНН Изысканные,тонизирующие и опьяняющие ароматы с запахом наших любимых напитк
КОЛЛЕКЦИЯ АРОМАТОВ ДЛЯ ГЕЛЕЙ ДЛЯ ДУША И ПЕНЫ ДЛЯ ВАНН Изысканные,тонизирующие и опьяняющие ароматы с запахом наших любимых напитк Медуза Горгона: несчастная жертва или жестокое чудовище?
Медуза Горгона: несчастная жертва или жестокое чудовище? Процесс принятия и реализации управленческих решений
Процесс принятия и реализации управленческих решений Сетевые структуры в современной мировой политике
Сетевые структуры в современной мировой политике Конструктивный рисунок с натуры
Конструктивный рисунок с натуры Тематическое и поурочное планирование курса «ОРКиСЭ»
Тематическое и поурочное планирование курса «ОРКиСЭ» Доклад на тему Белл-ланкастерская система обучения
Доклад на тему Белл-ланкастерская система обучения ? Всем привет! ?меня зовут Надеждав 17:00(по Москве) начнём!В11: Стереометрия
? Всем привет! ?меня зовут Надеждав 17:00(по Москве) начнём!В11: Стереометрия Факультет Международного туризма
Факультет Международного туризма 1 Тестирование производительности веб–приложений: Как перестать беспокоиться и начать делать ЭТО Тимур Хайруллин Организатор.
1 Тестирование производительности веб–приложений: Как перестать беспокоиться и начать делать ЭТО Тимур Хайруллин Организатор. ДОПОЛНИТЕЛЬНОЕ ОБРАЗОВАНИЕ В ШКОЛЕ
ДОПОЛНИТЕЛЬНОЕ ОБРАЗОВАНИЕ В ШКОЛЕ САМОУПРАВЛЕНИЕ ОБУЧАЮЩИХСЯ
САМОУПРАВЛЕНИЕ ОБУЧАЮЩИХСЯ Встраиваемая бытовая техника
Встраиваемая бытовая техника Ёкаи в Японии
Ёкаи в Японии Антропогенное воздействие на литосферу
Антропогенное воздействие на литосферу Основные сценарии использования мобильных платформ для работы с системами электронного документооборота: проблемы и поиск пут
Основные сценарии использования мобильных платформ для работы с системами электронного документооборота: проблемы и поиск пут Презентация по теме: Химические реакции
Презентация по теме: Химические реакции Смешанные колориты
Смешанные колориты Презентация к уроку английского языка в 10 классе
Презентация к уроку английского языка в 10 классе 20161215_21.12.16.prezent_k_seminaru_geografii_0
20161215_21.12.16.prezent_k_seminaru_geografii_0 Юбилею М.В.Ломоносова посвящается …
Юбилею М.В.Ломоносова посвящается … Гиперактивный ребёнок в школе
Гиперактивный ребёнок в школе Открытый урок математики в 5 классе
Открытый урок математики в 5 классе Презентация на тему Общее знакомство с растениями Мир растений
Презентация на тему Общее знакомство с растениями Мир растений Процессуальные решения и документы, сроки и судебные издержки. Гражданский иск в уголовном процессе
Процессуальные решения и документы, сроки и судебные издержки. Гражданский иск в уголовном процессе Анализ основ рекламной деятельности бренда “BMW M5”
Анализ основ рекламной деятельности бренда “BMW M5” es-Persona индивидуальные заказы
es-Persona индивидуальные заказы +
+