- Разделительные операции

Содержание
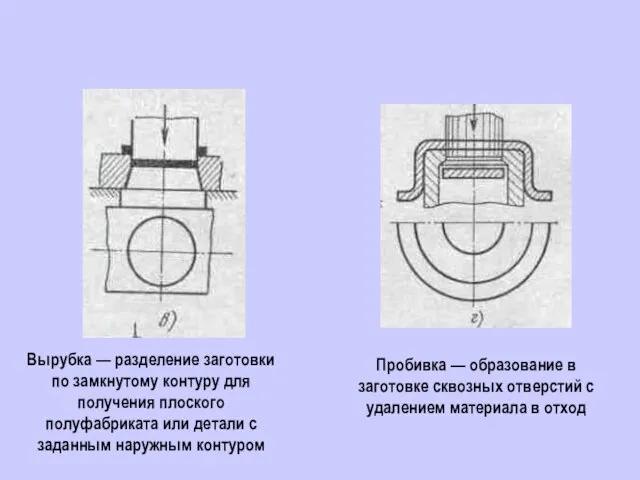
- 2. Вырубка — разделение заготовки по замкнутому контуру для получения плоского полуфабриката или детали с заданным наружным
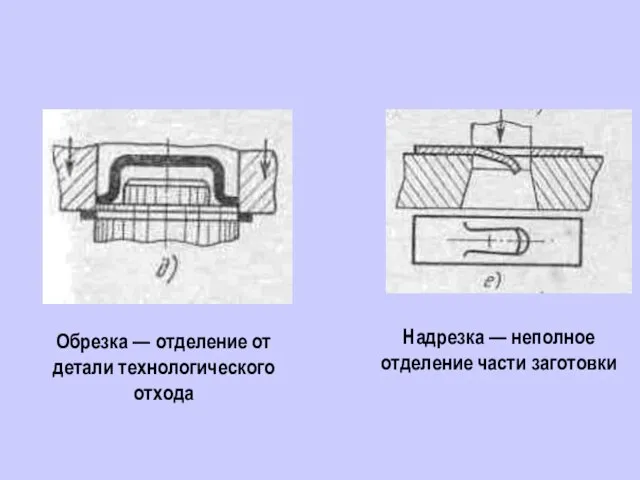
- 3. Обрезка — отделение от детали технологического отхода Надрезка — неполное отделение части заготовки
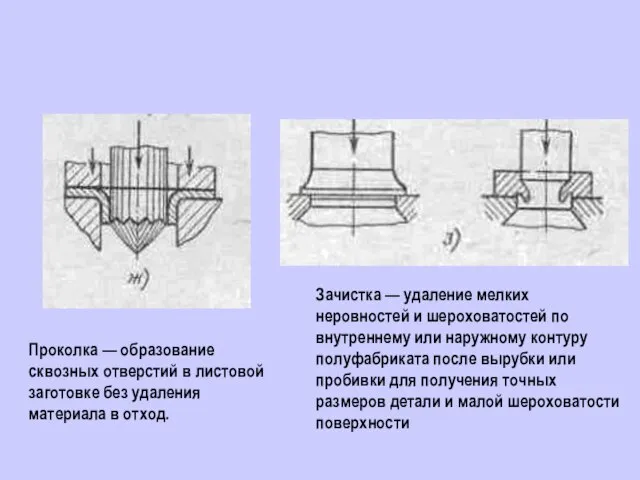
- 4. Проколка — образование сквозных отверстий в листовой заготовке без удаления материала в отход. Зачистка — удаление
- 5. Стадии разделения металла Z/2 Матрица Пуансон Заготовка Начальное вдавливание пуансона Надрез волокон Образование трещин скалывания Разделение
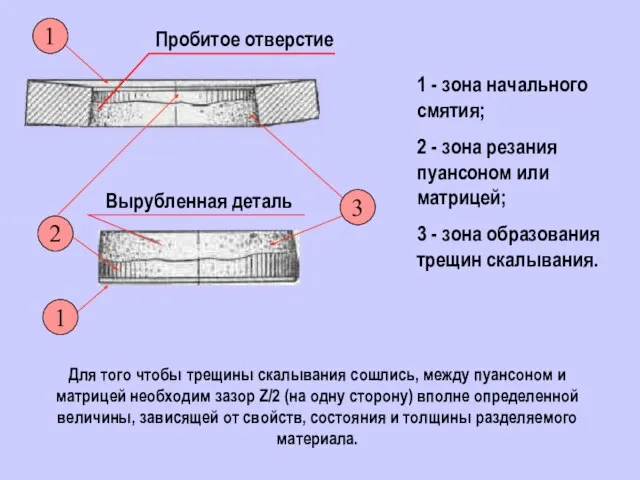
- 6. Для того чтобы трещины скалывания сошлись, между пуансоном и матрицей необходим зазор Z/2 (на одну сторону)
- 7. Блок штампа и фото штампа 1 – направляющая колонка; 2 – нижняя плита; 3 – верхняя
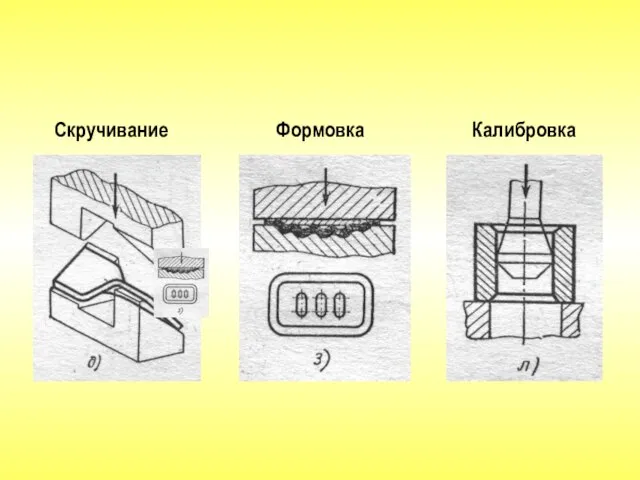
- 8. Скручивание Формовка Калибровка
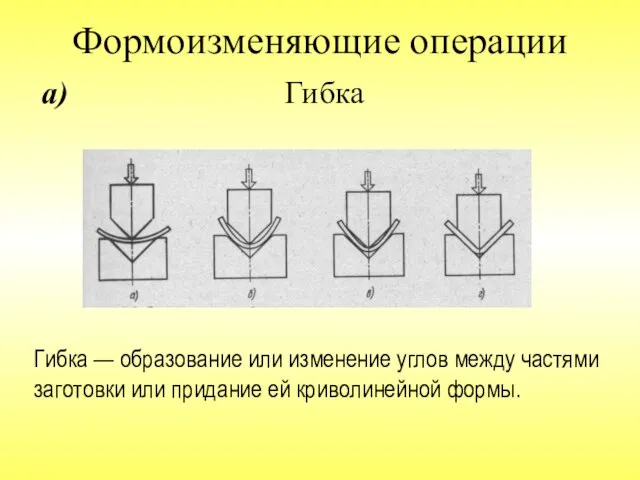
- 9. Гибка — образование или изменение углов между частями заготовки или придание ей криволинейной формы. Формоизменяющие операции
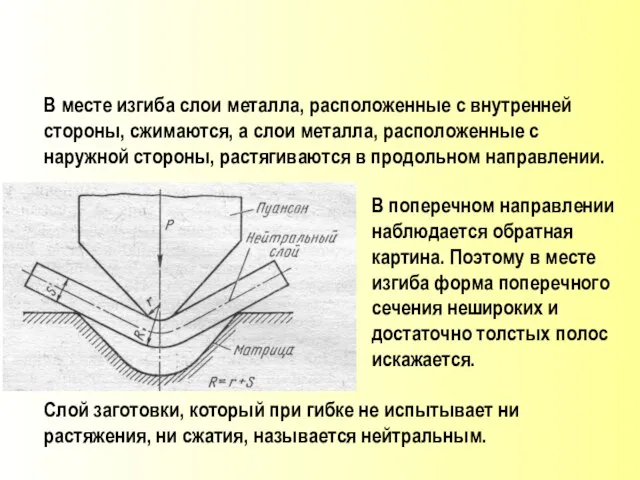
- 10. В месте изгиба слои металла, расположенные с внутренней стороны, сжимаются, а слои металла, расположенные с наружной
- 11. Виды гибки 1 — одноугловая,V-образная; 2 — двухугловая, U-образная; 3 — четырехугловая, 4 —с круглым элементом;
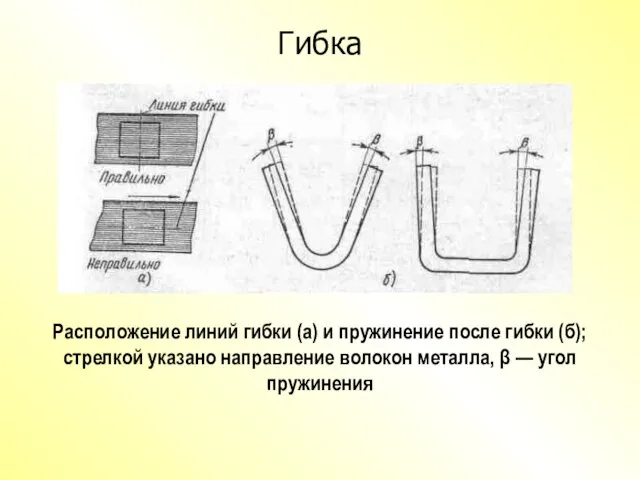
- 12. Гибка Расположение линий гибки (а) и пружинение после гибки (б); стрелкой указано направление волокон металла, β
- 13. Компенсация пружинения при гибке Гибка с утонением боковых стенок а); использование матрицы или пуансона со скосом
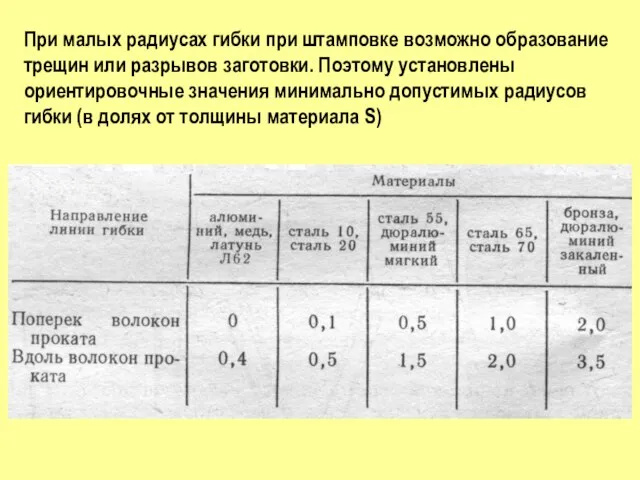
- 14. При малых радиусах гибки при штамповке возможно образование трещин или разрывов заготовки. Поэтому установлены ориентировочные значения
- 16. Скачать презентацию
Слайд 2Вырубка — разделение заготовки по замкнутому контуру для получения плоского полуфабриката или
Вырубка — разделение заготовки по замкнутому контуру для получения плоского полуфабриката или
Слайд 3Обрезка — отделение от детали технологического отхода
Надрезка — неполное отделение части
Обрезка — отделение от детали технологического отхода
Надрезка — неполное отделение части
Слайд 4Проколка — образование сквозных отверстий в листовой заготовке без удаления материала в
Проколка — образование сквозных отверстий в листовой заготовке без удаления материала в
Слайд 5Стадии разделения металла
Z/2
Матрица
Пуансон
Заготовка
Начальное вдавливание пуансона
Надрез волокон
Образование трещин скалывания
Разделение металла
Стадии разделения металла
Z/2
Матрица
Пуансон
Заготовка
Начальное вдавливание пуансона
Надрез волокон
Образование трещин скалывания
Разделение металла

Слайд 6Для того чтобы трещины скалывания сошлись, между пуансоном и матрицей необходим зазор
Для того чтобы трещины скалывания сошлись, между пуансоном и матрицей необходим зазор
Слайд 7Блок штампа и фото штампа
1 – направляющая колонка; 2 – нижняя плита;
Блок штампа и фото штампа
1 – направляющая колонка; 2 – нижняя плита;

Слайд 8Скручивание
Формовка
Калибровка
Скручивание
Формовка
Калибровка
Слайд 9Гибка — образование или изменение углов между частями заготовки или придание ей
Гибка — образование или изменение углов между частями заготовки или придание ей
Слайд 10В месте изгиба слои металла, расположенные с внутренней стороны, сжимаются, а слои
В месте изгиба слои металла, расположенные с внутренней стороны, сжимаются, а слои
Слайд 11Виды гибки
1 — одноугловая,V-образная; 2 — двухугловая, U-образная; 3 — четырехугловая, 4
Виды гибки
1 — одноугловая,V-образная; 2 — двухугловая, U-образная; 3 — четырехугловая, 4

Слайд 12Гибка
Расположение линий гибки (а) и пружинение после гибки (б); стрелкой указано направление
Гибка
Расположение линий гибки (а) и пружинение после гибки (б); стрелкой указано направление
Слайд 13Компенсация пружинения при гибке
Гибка с утонением боковых стенок а); использование матрицы или
Компенсация пружинения при гибке
Гибка с утонением боковых стенок а); использование матрицы или

Слайд 14При малых радиусах гибки при штамповке возможно образование трещин или разрывов заготовки.
При малых радиусах гибки при штамповке возможно образование трещин или разрывов заготовки.
 Презентация на тему СИНТАКСИС И ПУНКТУАЦИЯ СЛОЖНОЕ ПРЕДЛОЖЕНИЕ 9 КЛАСС
Презентация на тему СИНТАКСИС И ПУНКТУАЦИЯ СЛОЖНОЕ ПРЕДЛОЖЕНИЕ 9 КЛАСС  Табличное сложение в пределах 10
Табличное сложение в пределах 10 Проблемы подготовки кадров первичного звена здравоохранения
Проблемы подготовки кадров первичного звена здравоохранения Добровольчество будущего
Добровольчество будущего Вегетативное размножение покрытосеменных растений
Вегетативное размножение покрытосеменных растений Долг и совесть
Долг и совесть КУЛЬТУРА ЗАПАДНОЕВРОПЕЙСКОГОСРЕДНЕВЕКОВЬЯ
КУЛЬТУРА ЗАПАДНОЕВРОПЕЙСКОГОСРЕДНЕВЕКОВЬЯ Физика нефтяного и газового пласта. Лекция
Физика нефтяного и газового пласта. Лекция Опыт Конкурентной Разведки в поиске и мониторинге информации в сети Интернет
Опыт Конкурентной Разведки в поиске и мониторинге информации в сети Интернет Презентация на тему Глицерин
Презентация на тему Глицерин Химический эксперимент в школе – элемент формирования исследовательской компетенции
Химический эксперимент в школе – элемент формирования исследовательской компетенции Наука и научные взгляды, значение и особенности
Наука и научные взгляды, значение и особенности Как прекрасно слово «МАМА»!
Как прекрасно слово «МАМА»! МАСТЕР-КЛАСС НА ПРИРОДЕ MAMINA-SHKOLA.RU
МАСТЕР-КЛАСС НА ПРИРОДЕ MAMINA-SHKOLA.RU Кубыз
Кубыз Табличка. Кабинет №1
Табличка. Кабинет №1 Телефон довериядля детей, подростков и их родителей
Телефон довериядля детей, подростков и их родителей Тайм-менеджмент
Тайм-менеджмент ГИА-9 в 2010/11 уч году
ГИА-9 в 2010/11 уч году Изобразительное искусство и православная культура
Изобразительное искусство и православная культура Проектирование информационной системы управления заказами клиентов в компании Служба доставки зоотоваров Гав’c
Проектирование информационной системы управления заказами клиентов в компании Служба доставки зоотоваров Гав’c Повышение уровня социальной адаптации учащихся с ОВЗ, на уроках математики, экономики и компьютерной грамоты
Повышение уровня социальной адаптации учащихся с ОВЗ, на уроках математики, экономики и компьютерной грамоты Проект кулинар. Салат Ёлочка
Проект кулинар. Салат Ёлочка Презентация на тему Вредоносные и антивирусные программы. Компьютерные черви и защита от них
Презентация на тему Вредоносные и антивирусные программы. Компьютерные черви и защита от них Анализ текста при подготовке к написанию сочинения – рассуждения
Анализ текста при подготовке к написанию сочинения – рассуждения Виртуальные выставки ТПП России
Виртуальные выставки ТПП России СЕКТЫ
СЕКТЫ Принципы и методы управления
Принципы и методы управления