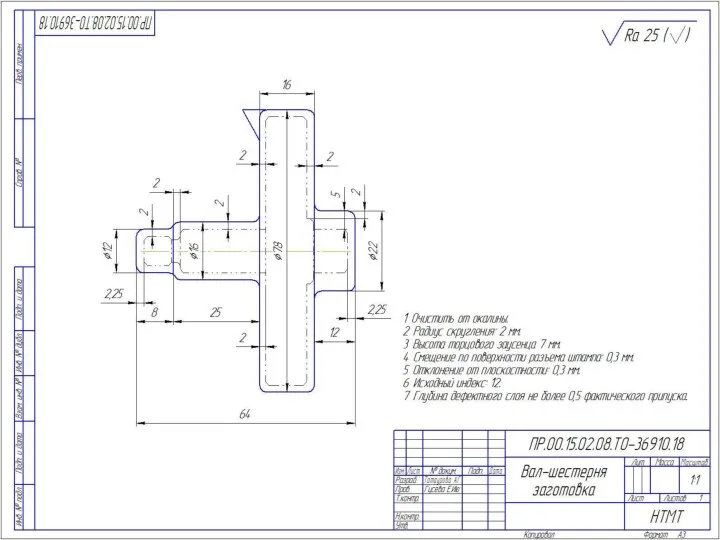
- Разработка технологического процесса получения заготовки по чертежу детали Вал-шестерня

Содержание
- 2. Цель: Разработать технологический процесс получения заготовки детали (название детали) и ее термической обработки. Задачи: Изучить чертеж
- 4. Деталь на чертеже – вал-шестерня. Она имеет простую геометрическую форму – тело вращения, состоящее из цилиндрической,
- 5. При изготовлении поковок горячей штамповкой операции выполняются в следующем порядке: 005 Транспортировать заготовку в цех 010
- 6. Гидравлические гильотинные ножницы НГ3428
- 7. Диапазон Рабочих Температур:1 - 2000 ℃ Напряжение:208-240 В переменного тока, 50/60 Гц Размер (L*W*H):450x200x425mm Вес:5кг. Индукционный
- 8. Оборудование для получения заготовки
- 9. Пресс кривошипный КД2124
- 10. ПЕСКОСТРУЙНЫЙ АППАРАТ CONTRACOR DBS-200RC
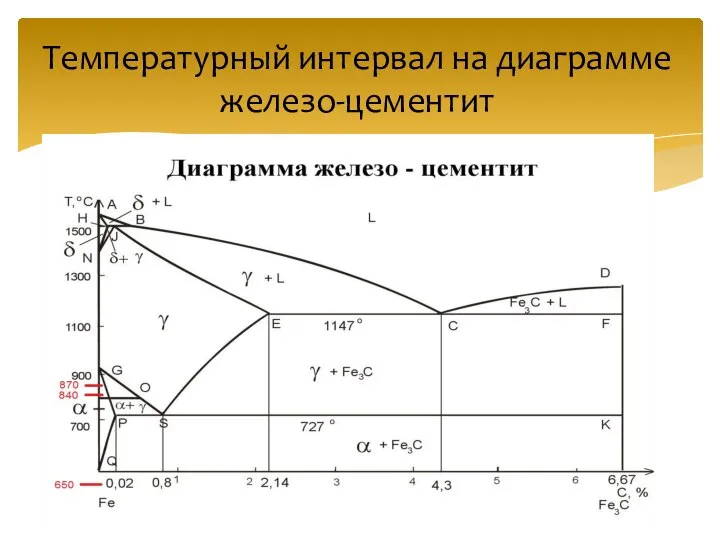
- 12. Температурный интервал на диаграмме железо-цементит
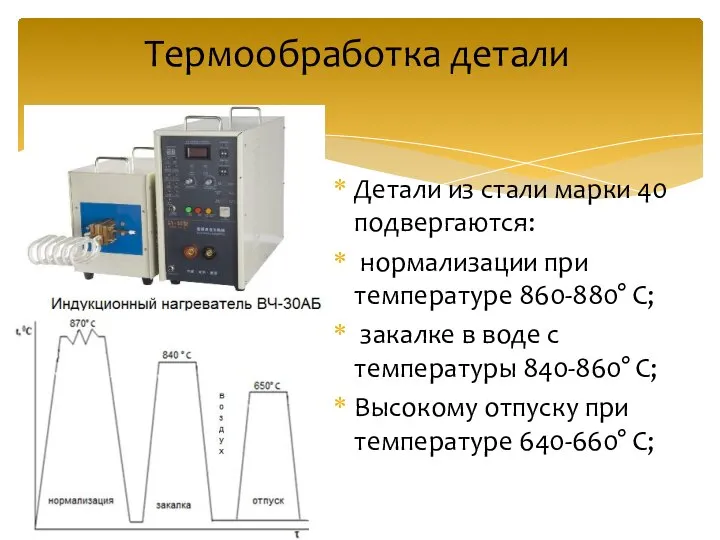
- 13. Термообработка детали Детали из стали марки 40 подвергаются: нормализации при температуре 860-880° С; закалке в воде
- 14. Прибор для измерения твёрдости
- 16. Скачать презентацию
Слайд 2Цель:
Разработать технологический процесс получения заготовки детали (название детали) и ее термической
Цель:
Разработать технологический процесс получения заготовки детали (название детали) и ее термической
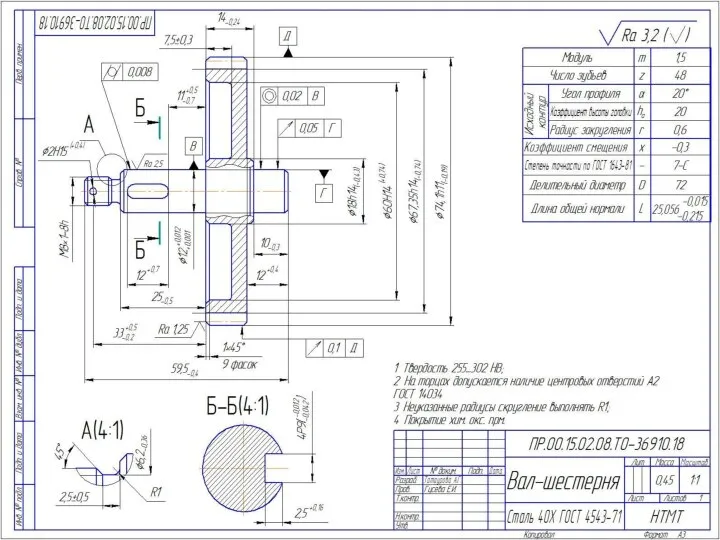
Слайд 4Деталь на чертеже – вал-шестерня. Она имеет простую геометрическую форму – тело
Деталь на чертеже – вал-шестерня. Она имеет простую геометрическую форму – тело
Слайд 5При изготовлении поковок горячей штамповкой операции выполняются в следующем порядке:
005 Транспортировать
При изготовлении поковок горячей штамповкой операции выполняются в следующем порядке:
005 Транспортировать
Слайд 6Гидравлические гильотинные ножницы НГ3428
Гидравлические гильотинные ножницы НГ3428

Слайд 7Диапазон Рабочих Температур:1 - 2000 ℃
Напряжение:208-240 В переменного тока, 50/60 Гц
Размер (L*W*H):450x200x425mm
Вес:5кг.
Индукционный
Диапазон Рабочих Температур:1 - 2000 ℃
Напряжение:208-240 В переменного тока, 50/60 Гц
Размер (L*W*H):450x200x425mm
Вес:5кг.
Индукционный

Слайд 8Оборудование для получения заготовки
Оборудование для получения заготовки

Слайд 9Пресс кривошипный КД2124
Пресс кривошипный КД2124

Слайд 10ПЕСКОСТРУЙНЫЙ АППАРАТ CONTRACOR DBS-200RC
ПЕСКОСТРУЙНЫЙ АППАРАТ CONTRACOR DBS-200RC

Слайд 12Температурный интервал на диаграмме железо-цементит
Температурный интервал на диаграмме железо-цементит
Слайд 13Термообработка детали
Детали из стали марки 40 подвергаются:
нормализации при температуре 860-880° С;
Термообработка детали
Детали из стали марки 40 подвергаются:
нормализации при температуре 860-880° С;
Слайд 14Прибор для измерения твёрдости
Прибор для измерения твёрдости

 ПРАЗДНИК СЛАВЯНСКОЙ ПИСЬМЕННОСТИ
ПРАЗДНИК СЛАВЯНСКОЙ ПИСЬМЕННОСТИ Сертификация
Сертификация Трезвое село – 2021
Трезвое село – 2021 Сказка о Колобке
Сказка о Колобке Роллеты от
Роллеты от Направление совершенствования КИМ для ЕГЭ 2009 г. по биологии
Направление совершенствования КИМ для ЕГЭ 2009 г. по биологии Система мотивации и стимулирования персонала
Система мотивации и стимулирования персонала  яблоки от 0 до 10
яблоки от 0 до 10 экологический лагерь «Живая природа»
экологический лагерь «Живая природа» Страхование строительно-монтажных рисков
Страхование строительно-монтажных рисков Проектдетского кафе «Мадагаскар»
Проектдетского кафе «Мадагаскар» «Лизинг как инструмент развития бизнеса в современных условиях»
«Лизинг как инструмент развития бизнеса в современных условиях» Электроснабжение жилого микрорайона г. Керчь
Электроснабжение жилого микрорайона г. Керчь Россия
Россия Презентация на тему Сложение и вычитание трёхзначных чисел в столбик
Презентация на тему Сложение и вычитание трёхзначных чисел в столбик Факты о Санкт-Петербурге
Факты о Санкт-Петербурге Текстовые функции
Текстовые функции  Почувствуй себя исследователем!
Почувствуй себя исследователем! Всемирный день шоколада
Всемирный день шоколада Цифровая передача
Цифровая передача Ребёнок учится тому, Что видит у себя в дому, Родители пример тому!
Ребёнок учится тому, Что видит у себя в дому, Родители пример тому! Неолит с производящим хозяйством
Неолит с производящим хозяйством  1
1 Федеральный закон
Федеральный закон Существующая ситуация в сфере обращения с отходами на территории Кировской области и обоснование необходимости реализации пило
Существующая ситуация в сфере обращения с отходами на территории Кировской области и обоснование необходимости реализации пило House vocabulary
House vocabulary Дизайн одежды и аксессуаров. Онлайн-обучение
Дизайн одежды и аксессуаров. Онлайн-обучение Adverbs
Adverbs