Разработка технологического процесса сборки и сварки узлов продольный шов котла, швы горловина-котел
- Разработка технологического процесса сборки и сварки узлов продольный шов котла, швы горловина-котел

Содержание
- 2. Здравствуйте, Уважаемые председатели и члены комиссии! Цель: разработка технологического процесса сборки и сварки узлов продольный шов
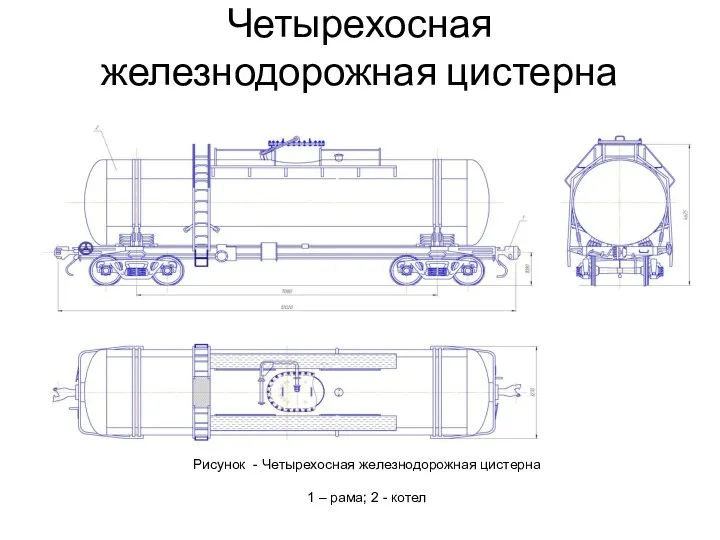
- 3. Четырехосная железнодорожная цистерна Рисунок - Четырехосная железнодорожная цистерна 1 – рама; 2 - котел
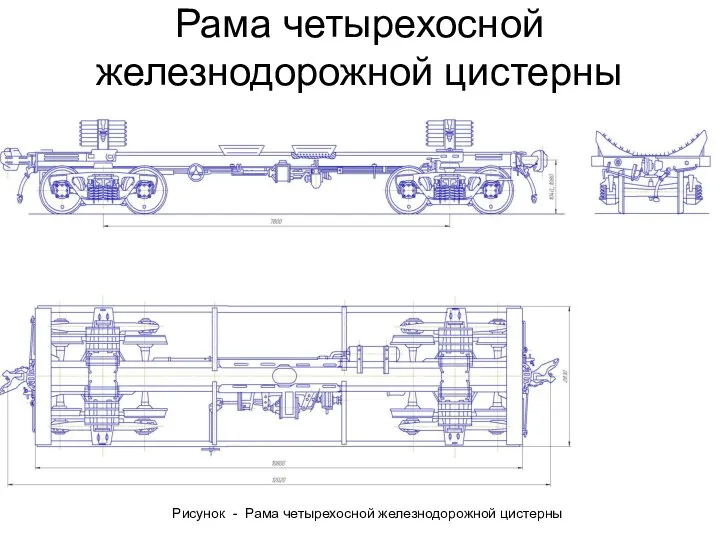
- 4. Рама четырехосной железнодорожной цистерны Рисунок - Рама четырехосной железнодорожной цистерны
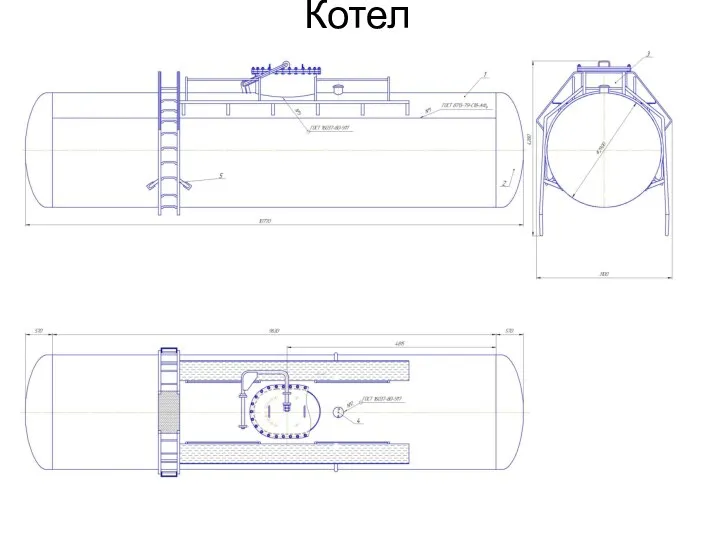
- 5. Котел
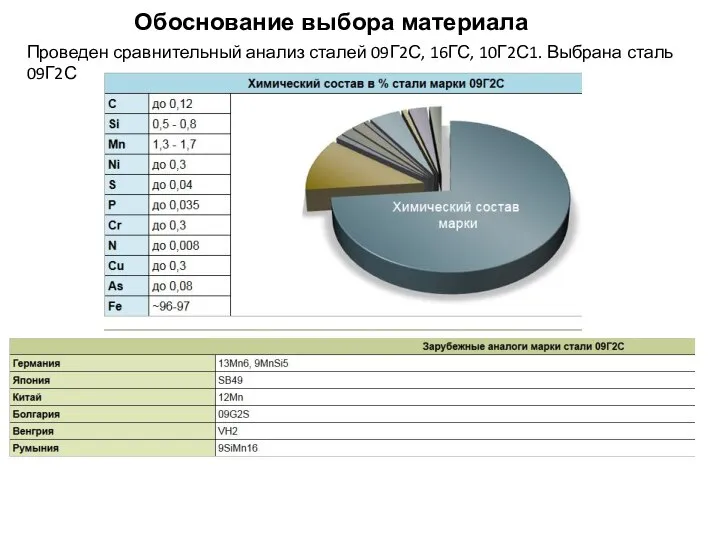
- 6. Обоснование выбора материала Проведен сравнительный анализ сталей 09Г2С, 16ГС, 10Г2С1. Выбрана сталь 09Г2С
- 7. Выбор способа и режимов сварки При изготовлении железнодорожной цистерны возможно применение четырех видов сварки, таких как
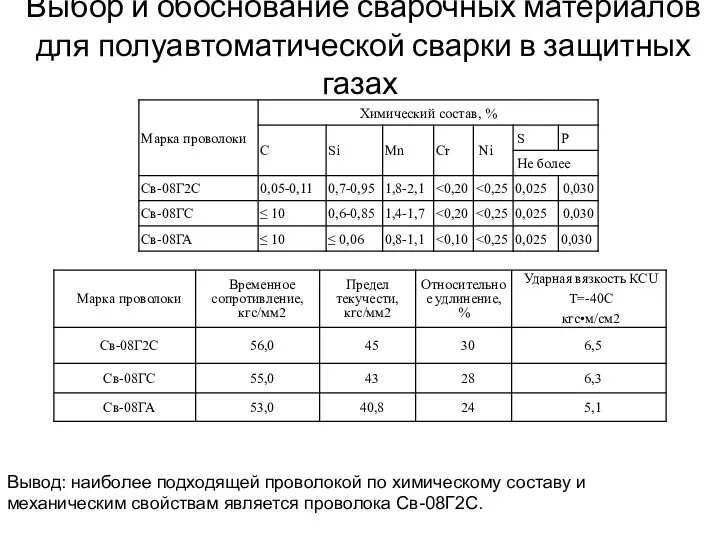
- 8. Выбор и обоснование сварочных материалов для полуавтоматической сварки в защитных газах Вывод: наиболее подходящей проволокой по
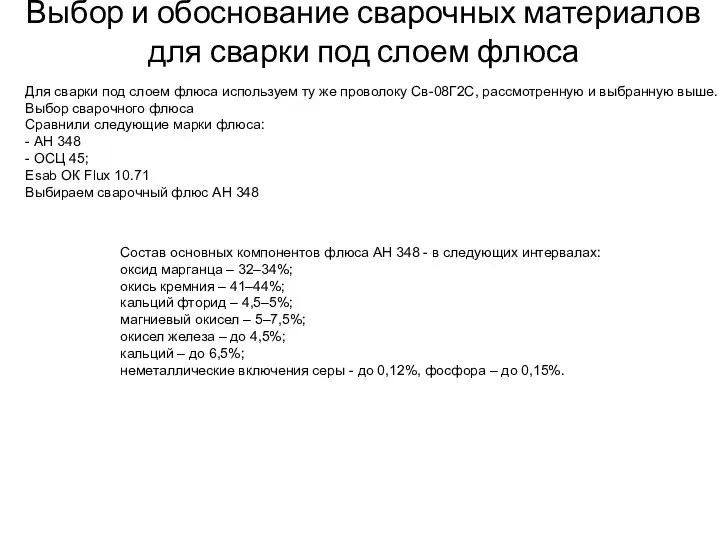
- 9. Выбор и обоснование сварочных материалов для сварки под слоем флюса Для сварки под слоем флюса используем
- 10. Выбор сварочного оборудования для полуавтоматической сварки Рассмотрено следующее сварочное оборудование Fubag inmig 400t DG , Lincoln
- 11. Выбор сварочного оборудования для сварки под слоем флюса Сравнили следующие модели сварочных автоматов: - FUBAG SW
- 12. Специальная часть Вращатель роликовый Сварочная установка состоит из: 1 – сварочный полуавтомат; 2- баллон газовый; 3
- 13. Специальная часть Кондуктор сборочно-сварочный 1 – ответная плита; 2 – ребро; 3 – ушко; 4 –
- 15. Скачать презентацию
Слайд 2Здравствуйте, Уважаемые председатели и члены комиссии!
Цель: разработка технологического процесса сборки и сварки
Здравствуйте, Уважаемые председатели и члены комиссии!
Цель: разработка технологического процесса сборки и сварки
Слайд 3Четырехосная железнодорожная цистерна
Рисунок - Четырехосная железнодорожная цистерна
1 – рама; 2 -
Четырехосная железнодорожная цистерна
Рисунок - Четырехосная железнодорожная цистерна
1 – рама; 2 -
Слайд 4Рама четырехосной железнодорожной цистерны
Рисунок - Рама четырехосной железнодорожной цистерны
Рама четырехосной железнодорожной цистерны
Рисунок - Рама четырехосной железнодорожной цистерны
Слайд 5Котел
Котел
Слайд 6Обоснование выбора материала
Проведен сравнительный анализ сталей 09Г2С, 16ГС, 10Г2С1. Выбрана сталь 09Г2С
Обоснование выбора материала
Проведен сравнительный анализ сталей 09Г2С, 16ГС, 10Г2С1. Выбрана сталь 09Г2С
Слайд 7Выбор способа и режимов сварки
При изготовлении железнодорожной цистерны возможно применение четырех видов
Выбор способа и режимов сварки
При изготовлении железнодорожной цистерны возможно применение четырех видов
Слайд 8 Выбор и обоснование сварочных материалов
для полуавтоматической сварки в защитных газах
Вывод:
Выбор и обоснование сварочных материалов
для полуавтоматической сварки в защитных газах
Вывод:
Слайд 9 Выбор и обоснование сварочных материалов
для сварки под слоем флюса
Для сварки
Выбор и обоснование сварочных материалов
для сварки под слоем флюса
Для сварки
Слайд 10Выбор сварочного оборудования для полуавтоматической сварки
Рассмотрено следующее сварочное оборудование Fubag inmig 400t
Выбор сварочного оборудования для полуавтоматической сварки
Рассмотрено следующее сварочное оборудование Fubag inmig 400t

Слайд 11Выбор сварочного оборудования для сварки под слоем флюса
Сравнили следующие модели сварочных автоматов:
-
Выбор сварочного оборудования для сварки под слоем флюса
Сравнили следующие модели сварочных автоматов:
-

Слайд 12Специальная часть
Вращатель роликовый
Сварочная установка состоит из:
1 – сварочный полуавтомат;
2- баллон
Специальная часть
Вращатель роликовый
Сварочная установка состоит из:
1 – сварочный полуавтомат;
2- баллон

Слайд 13Специальная часть
Кондуктор сборочно-сварочный
1 – ответная плита; 2 – ребро; 3 – ушко;
Специальная часть
Кондуктор сборочно-сварочный
1 – ответная плита; 2 – ребро; 3 – ушко;

 Лл
Лл Человек. Мода. Стиль
Человек. Мода. Стиль Социальная биржа «Взаимопомощь» Описание проекта
Социальная биржа «Взаимопомощь» Описание проекта Белокуриха. Фотографии
Белокуриха. Фотографии Планирование мероприятий гражданской обороны
Планирование мероприятий гражданской обороны Федеральное Собрание Российской Федерации. Тема 14
Федеральное Собрание Российской Федерации. Тема 14 Содружество Независимых Государств
Содружество Независимых Государств Термины и основные понятия
Термины и основные понятия Экскурсионный тур По закоулкам творческой души
Экскурсионный тур По закоулкам творческой души Презентация на тему Внешнеэкономические связи ведущих развитых стран
Презентация на тему Внешнеэкономические связи ведущих развитых стран 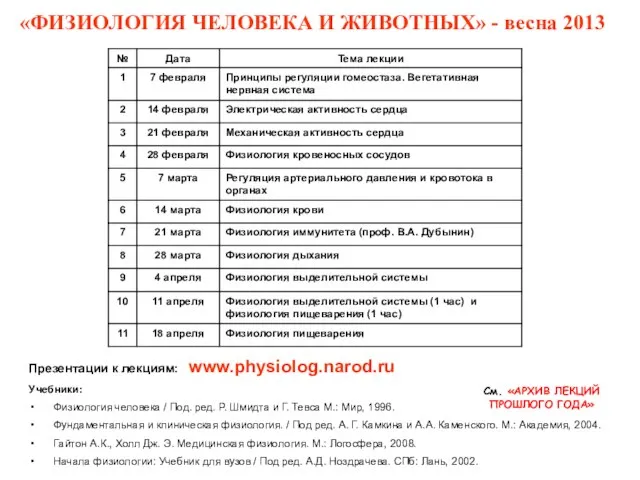 Физиология человека и животных
Физиология человека и животных
 Вакуумный выключатель среднего напряжения VD4
Вакуумный выключатель среднего напряжения VD4 ГОУ СОШ № 1913
ГОУ СОШ № 1913 руднева кабутова
руднева кабутова Механизм правового регулирования
Механизм правового регулирования Волшебство сказки
Волшебство сказки Даржаева
Даржаева Техники продаж
Техники продаж Порядок рассмотрения обращений в организациях системы жилищно-коммунального хозяйства
Порядок рассмотрения обращений в организациях системы жилищно-коммунального хозяйства Новый Passat – Салон Комплектация
Новый Passat – Салон Комплектация  Тема: «Обобщение знаний о падежах»
Тема: «Обобщение знаний о падежах» Развитие интеллектуальных способностей учащихся через использование технологий развития критического мышления
Развитие интеллектуальных способностей учащихся через использование технологий развития критического мышления Animaker_Вводный_модуль_2022
Animaker_Вводный_модуль_2022 Политическая партия Жас қанат
Политическая партия Жас қанат Тема: общая характеристика природы Яльчикского района
Тема: общая характеристика природы Яльчикского района Растительный и животный мир
Растительный и животный мир Психология и творчество
Психология и творчество Как и где получить финансы на развитие экоклуба
Как и где получить финансы на развитие экоклуба