- Разрядка температурных напряжений

Содержание
- 2. Сварка с подтягиванием привариваемой плети Короткую часть плети (длиной до 150м) раскрепляют и вывешивают на каждой
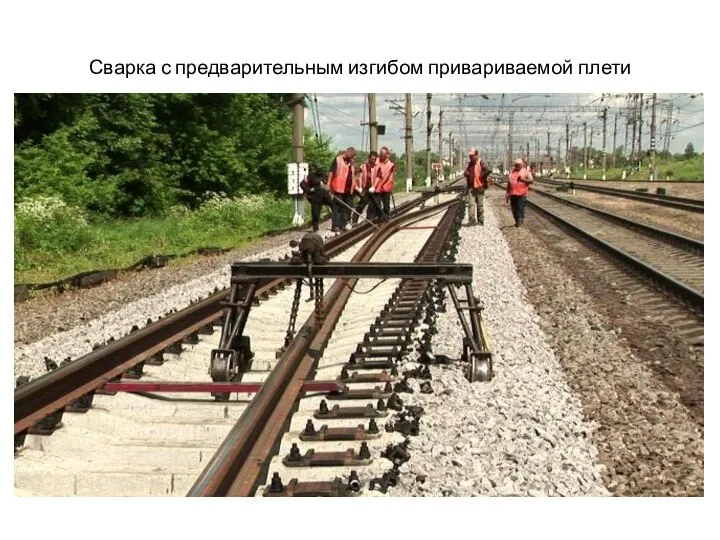
- 3. Сварка с предварительным изгибом привариваемой плети
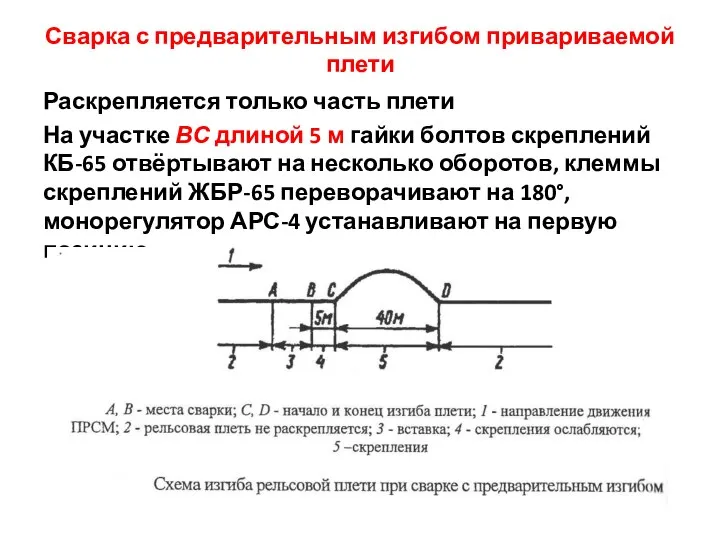
- 4. Сварка с предварительным изгибом привариваемой плети Раскрепляется только часть плети На участке ВС длиной 5 м
- 5. На участке СD длиной 40 м клеммы КБ-65 и АРС-4 снимаются, клеммы ЖБР устанавливаются в монтажное
- 6. По окончании сварки плеть не должна занимать исходного положения – стрела изгиба должна оставаться в пределах
- 7. Тема: Разрядка температурных напряжений Это исключительная работа и выполняется в следующих случаях: При перезакреплении плетей на
- 8. 3. После восстановления сваркой целостности плетей, если оно выполнялось при температуре ниже или выше оптимальной температуры
- 9. Для полного снятия температурных напряжений плети вывешивают на ролики или парные полиэтиленовые пластины общей толщиной 10-12
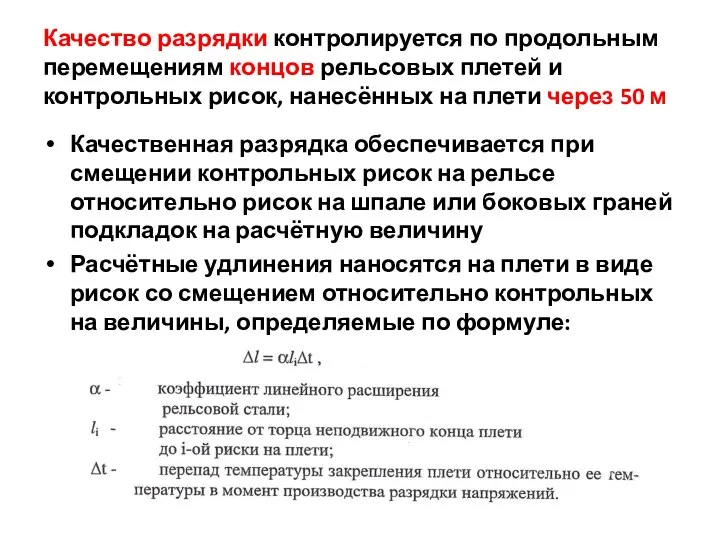
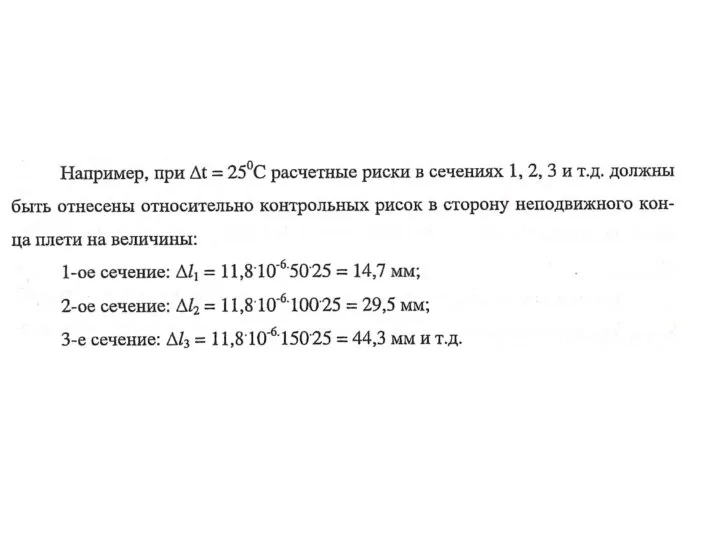
- 10. Качество разрядки контролируется по продольным перемещениям концов рельсовых плетей и контрольных рисок, нанесённых на плети через
- 12. Разрядка температурных напряжений в плетях длиной 800 м и менее, расположенных в прямых и в кривых
- 13. ограждение При использовании парных полиэтиленовых пластин работы по разрядке напряжений на участках со скреплением КБ при
- 15. Скачать презентацию
Слайд 2Сварка с подтягиванием привариваемой плети
Короткую часть плети (длиной до 150м) раскрепляют и
Сварка с подтягиванием привариваемой плети
Короткую часть плети (длиной до 150м) раскрепляют и
Слайд 3Сварка с предварительным изгибом привариваемой плети
Сварка с предварительным изгибом привариваемой плети
Слайд 4Сварка с предварительным изгибом привариваемой плети
Раскрепляется только часть плети
На участке ВС длиной
Сварка с предварительным изгибом привариваемой плети
Раскрепляется только часть плети
На участке ВС длиной
Слайд 5На участке СD длиной 40 м клеммы КБ-65 и АРС-4 снимаются, клеммы
На участке СD длиной 40 м клеммы КБ-65 и АРС-4 снимаются, клеммы
Слайд 6По окончании сварки плеть не должна занимать исходного положения – стрела изгиба
По окончании сварки плеть не должна занимать исходного положения – стрела изгиба
Слайд 7Тема: Разрядка температурных напряжений
Это исключительная работа и выполняется в следующих случаях:
При перезакреплении
Тема: Разрядка температурных напряжений
Это исключительная работа и выполняется в следующих случаях:
При перезакреплении
Слайд 8
3. После восстановления сваркой целостности плетей, если оно выполнялось при температуре ниже
3. После восстановления сваркой целостности плетей, если оно выполнялось при температуре ниже
Слайд 9Для полного снятия температурных напряжений
плети вывешивают на ролики или парные полиэтиленовые пластины
Для полного снятия температурных напряжений
плети вывешивают на ролики или парные полиэтиленовые пластины
Слайд 10Качество разрядки контролируется по продольным перемещениям концов рельсовых плетей и контрольных рисок,
Качество разрядки контролируется по продольным перемещениям концов рельсовых плетей и контрольных рисок,
Слайд 12Разрядка температурных напряжений в плетях длиной 800 м и менее, расположенных в
Разрядка температурных напряжений в плетях длиной 800 м и менее, расположенных в
Слайд 13ограждение
При использовании парных полиэтиленовых пластин работы по разрядке напряжений на участках со
ограждение
При использовании парных полиэтиленовых пластин работы по разрядке напряжений на участках со
 Презентация на тему Путешествие в страну Геометрия
Презентация на тему Путешествие в страну Геометрия Славянские куклы - обереги
Славянские куклы - обереги Нечеткость речи
Нечеткость речи Презентация на тему: Лексика Понятие о паронимах
Презентация на тему: Лексика Понятие о паронимах лобиринт
лобиринт Как не стать жертвой преступников?
Как не стать жертвой преступников? Отношение христиан к природе
Отношение христиан к природе Тема урока : «РОЛЬ НАРОДНЫХ ПРОМЫСЛОВ В СОВРЕМЕННОЙ ЖИЗНИ. Бусинки» (итоговый урок II четверти в 5 классе)
Тема урока : «РОЛЬ НАРОДНЫХ ПРОМЫСЛОВ В СОВРЕМЕННОЙ ЖИЗНИ. Бусинки» (итоговый урок II четверти в 5 классе) Управление поведением организации
Управление поведением организации О развитии взаимодействия: «Власть-Бизнес-Образование» по обеспечению потребностей в кадрах экономики регио
О развитии взаимодействия: «Власть-Бизнес-Образование» по обеспечению потребностей в кадрах экономики регио Lambo - доступный шеринг по прокату электросамокатов
Lambo - доступный шеринг по прокату электросамокатов Osobennosti_vospitania_doshkolnikov_v_Norvegii (1)
Osobennosti_vospitania_doshkolnikov_v_Norvegii (1) Служебная культура и служебный регламент
Служебная культура и служебный регламент Оборудование учебного класса робототехникой
Оборудование учебного класса робототехникой Выразительные средства используемые ребенком в создании образа
Выразительные средства используемые ребенком в создании образа А.П.Чехов. Слово о писателе
А.П.Чехов. Слово о писателе Практико-ориентированный проект
Практико-ориентированный проект КутузовМихаил Илларионович(1745(7) — 1813)
КутузовМихаил Илларионович(1745(7) — 1813) ОСНОВНЫЕ ИТОГИ РЕАЛИЗАЦИИ КОМПЛЕКСНОЙ РЕГИОНАЛЬНОЙ ПРОГРАММЫ «В МИРЕ ЛЮДЕЙ» ПО СОДЕЙСТВИЮ социальной адаптации детей-сирот
ОСНОВНЫЕ ИТОГИ РЕАЛИЗАЦИИ КОМПЛЕКСНОЙ РЕГИОНАЛЬНОЙ ПРОГРАММЫ «В МИРЕ ЛЮДЕЙ» ПО СОДЕЙСТВИЮ социальной адаптации детей-сирот Australia and New Zealand Geography
Australia and New Zealand Geography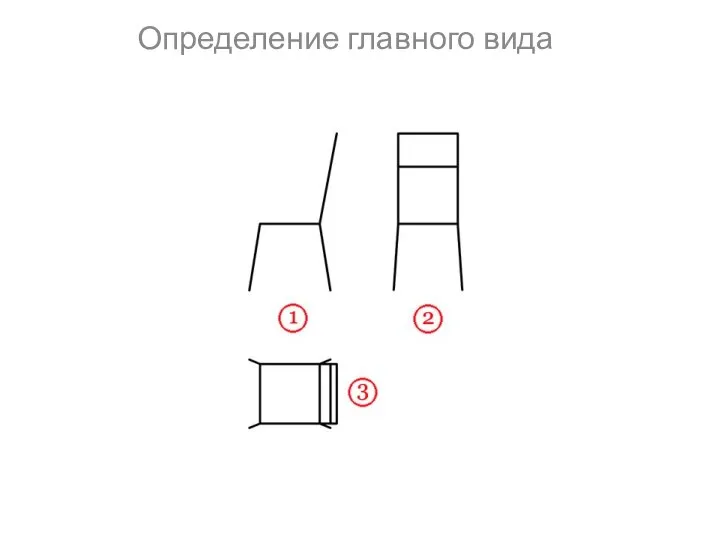 Разрезы, сечения
Разрезы, сечения Семнадцать мгновений смены киностудии Кипиш
Семнадцать мгновений смены киностудии Кипиш Транспортный комплекс России. Виды транспорта
Транспортный комплекс России. Виды транспорта Богатыри страны Бумба в калмыцком эпосе Джангар
Богатыри страны Бумба в калмыцком эпосе Джангар Презентация на тему Откуда берётся и куда девается мусор
Презентация на тему Откуда берётся и куда девается мусор  Завоевания Карла Великого и образование франкской империи
Завоевания Карла Великого и образование франкской империи Экосистема 2050 дорожная карта
Экосистема 2050 дорожная карта Художественная культура первой половины XIX века
Художественная культура первой половины XIX века