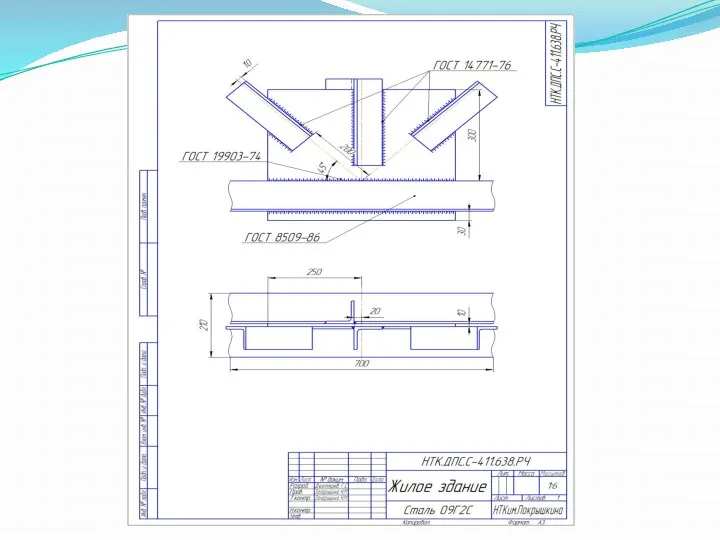
- Сборка и сварка каркаса жилого здания

Содержание
- 3. Металлический каркас жилого здания
- 4. Швеллер стальной горячекатаный ГОСТ 8240-97 Номинальные размеры швеллера стального горячекатаного, площадь поперечного сечения, масса и справочные
- 5. Уголок стальной горячекатаный равнополочный ГОСТ 8509-86 Номинальные размеры уголка, площадь поперечного сечения, масса и справочные значения
- 6. Балки двутавровые стальные горячекатаные ГОСТ 8239-89 Номинальные размеры двутавровых балок, площадь поперечного сечения, масса и справочные
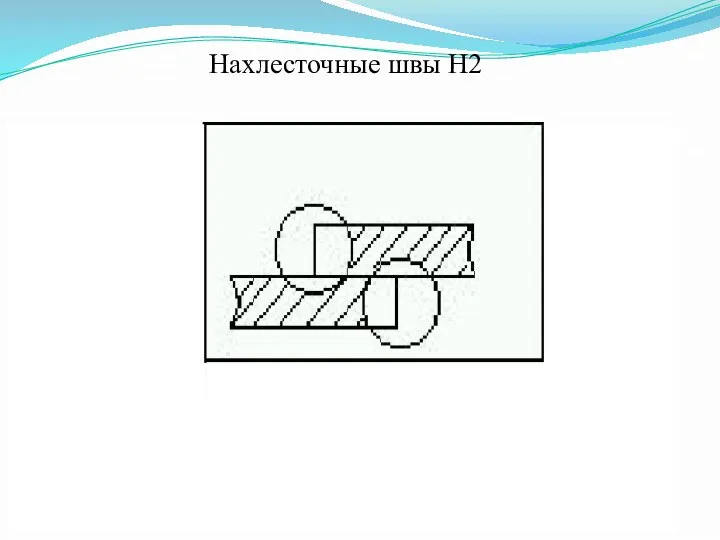
- 8. Нахлесточные швы Н2
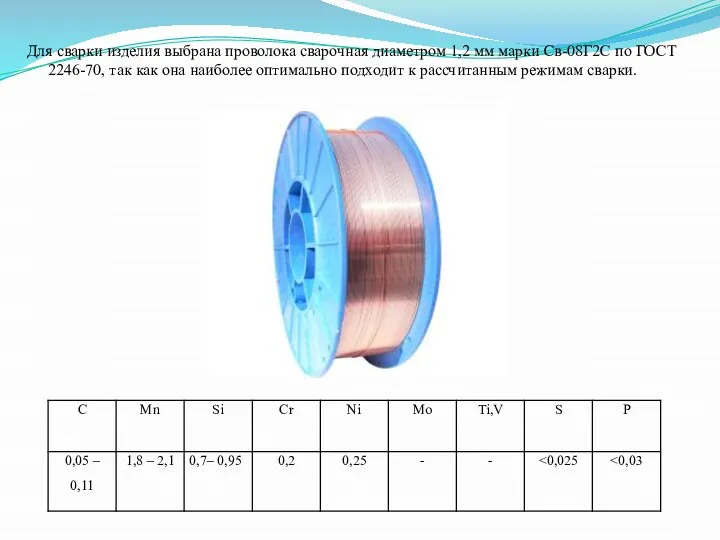
- 9. Для сварки изделия выбрана проволока сварочная диаметром 1,2 мм марки Св-08Г2С по ГОСТ 2246-70, так как
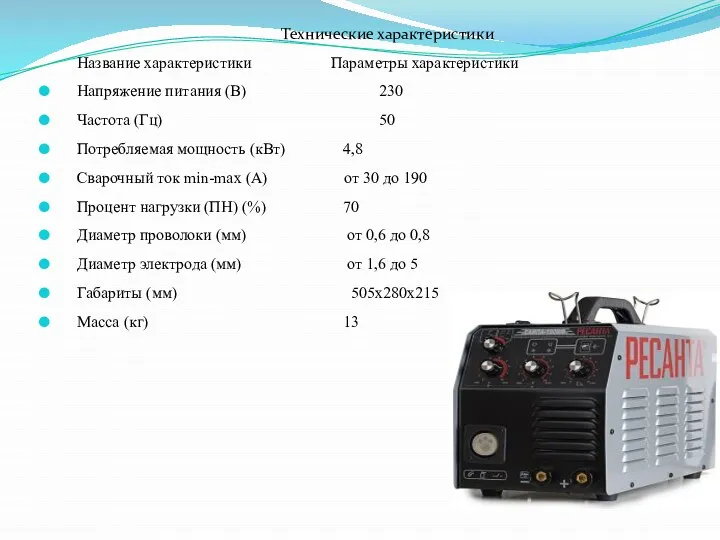
- 10. Технические характеристики Название характеристики Параметры характеристики Напряжение питания (В) 230 Частота (Гц) 50 Потребляемая мощность (кВт)
- 11. Расчет режимов сварки
- 12. Струбцина - универсальный инструмент, используемый практически при любой работе с металлом.
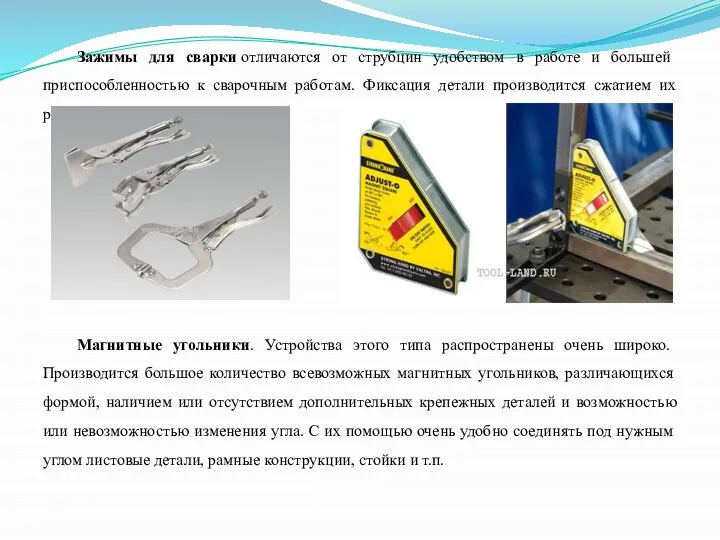
- 13. Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация
- 15. Контроль сварных соединений ВИК; Магнитная дефектоскопия
- 16. Радиационная дефектоскопия УЗК
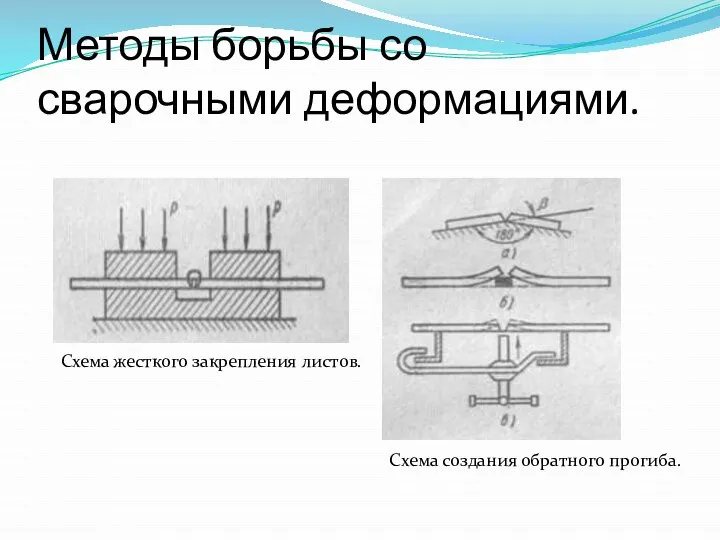
- 17. Методы борьбы со сварочными деформациями. Схема жесткого закрепления листов. Схема создания обратного прогиба.
- 18. Нормирование сборочно-сварочных работ Общая длительность изготовления сварной конструкции складывается из длительности основных операций (заготовительных, обрабатывающих, сборочных,
- 19. Техника безопасности
- 20. Заключение В ходе дипломного проекта была разработана технология проектирования, сборки и сварки каркаса жилого здания. Произведен
- 22. Скачать презентацию

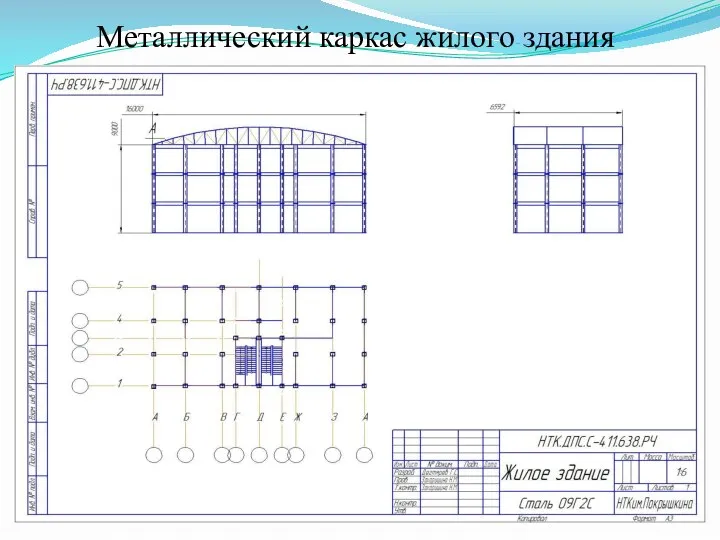
Слайд 3Металлический каркас жилого здания
Металлический каркас жилого здания
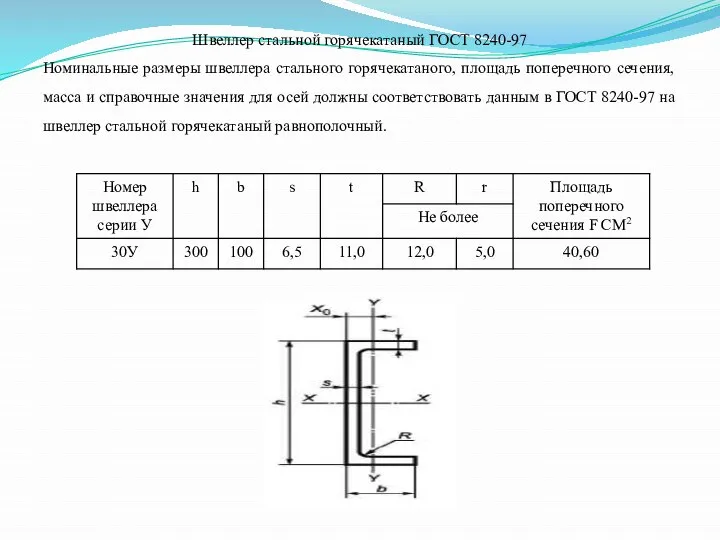
Слайд 4Швеллер стальной горячекатаный ГОСТ 8240-97
Номинальные размеры швеллера стального горячекатаного, площадь поперечного сечения,
Швеллер стальной горячекатаный ГОСТ 8240-97
Номинальные размеры швеллера стального горячекатаного, площадь поперечного сечения,
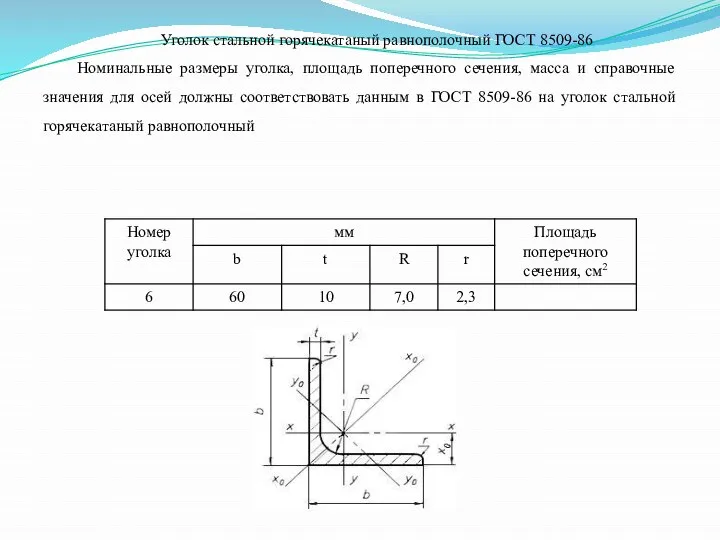
Слайд 5Уголок стальной горячекатаный равнополочный ГОСТ 8509-86
Номинальные размеры уголка, площадь поперечного сечения, масса
Уголок стальной горячекатаный равнополочный ГОСТ 8509-86
Номинальные размеры уголка, площадь поперечного сечения, масса
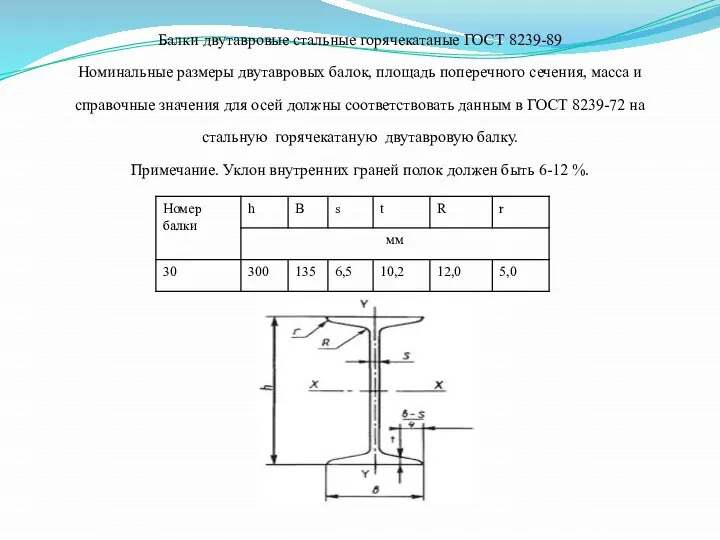
Слайд 6Балки двутавровые стальные горячекатаные ГОСТ 8239-89
Номинальные размеры двутавровых балок, площадь поперечного сечения,
Балки двутавровые стальные горячекатаные ГОСТ 8239-89 Номинальные размеры двутавровых балок, площадь поперечного сечения,

Слайд 8Нахлесточные швы Н2
Нахлесточные швы Н2
Слайд 9Для сварки изделия выбрана проволока сварочная диаметром 1,2 мм марки Св-08Г2С по
Слайд 10Технические характеристики
Название характеристики Параметры характеристики
Напряжение питания (В) 230
Частота (Гц) 50
Потребляемая мощность (кВт)
Технические характеристики
Название характеристики Параметры характеристики
Напряжение питания (В) 230
Частота (Гц) 50
Потребляемая мощность (кВт)
Слайд 11 Расчет режимов сварки
Расчет режимов сварки

Слайд 12Струбцина - универсальный инструмент, используемый практически при любой работе с металлом.
Струбцина - универсальный инструмент, используемый практически при любой работе с металлом.

Слайд 13Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к
Слайд 15Контроль сварных соединений
ВИК;
Магнитная дефектоскопия
Контроль сварных соединений
ВИК;
Магнитная дефектоскопия

Слайд 16Радиационная дефектоскопия
УЗК
Радиационная дефектоскопия
УЗК

Слайд 17Методы борьбы со сварочными деформациями.
Схема жесткого закрепления листов.
Схема создания обратного прогиба.
Методы борьбы со сварочными деформациями.
Схема жесткого закрепления листов.
Схема создания обратного прогиба.
Слайд 18Нормирование сборочно-сварочных работ
Общая длительность изготовления сварной конструкции складывается из длительности основных операций
Нормирование сборочно-сварочных работ
Общая длительность изготовления сварной конструкции складывается из длительности основных операций
Слайд 19Техника безопасности
Техника безопасности

Слайд 20Заключение
В ходе дипломного проекта была разработана технология проектирования, сборки и сварки каркаса
Заключение
В ходе дипломного проекта была разработана технология проектирования, сборки и сварки каркаса
 Кадровый потенциал
Кадровый потенциал Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в
Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в Евгений Пермяк1902-1982
Евгений Пермяк1902-1982 My country legislation in the field of children health care
My country legislation in the field of children health care Цифровые продажи
Цифровые продажи Правовые отношения и их структура
Правовые отношения и их структура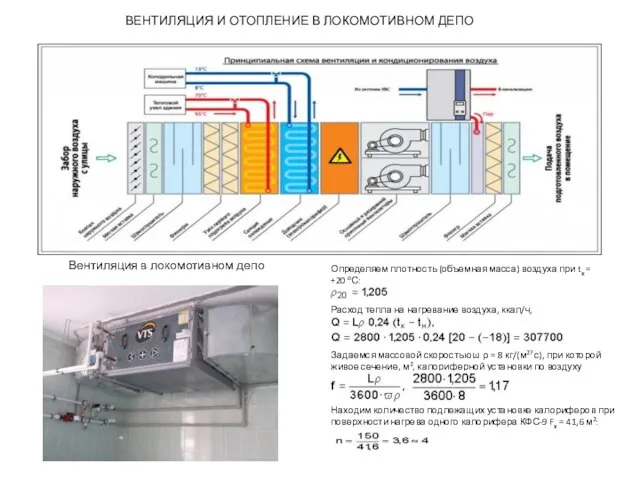 Вентиляция и отопление в локомотивном депо
Вентиляция и отопление в локомотивном депо Презентация на тему Верблюд
Презентация на тему Верблюд  История Ислама. История религии, описание, основы
История Ислама. История религии, описание, основы Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска
Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска Украшение и фантазия
Украшение и фантазия Пламенный Серафим
Пламенный Серафим Презентация на тему Потребности семьи
Презентация на тему Потребности семьи Презентация на тему Г.Г. Мясоедова "Косцы"
Презентация на тему Г.Г. Мясоедова "Косцы" Основы информационной безопасности
Основы информационной безопасности Способы убийства людей в концлагере Саласпилс
Способы убийства людей в концлагере Саласпилс Нужны ли комнатные растения зимой
Нужны ли комнатные растения зимой УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ
УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ Arvo-Tec RAS проект
Arvo-Tec RAS проект Витамины
Витамины Сравнительная статистика итогов работы компании Аэрофлот
Сравнительная статистика итогов работы компании Аэрофлот РДШ - старт в будущее
РДШ - старт в будущее Какой я
Какой я ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ
ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ Витамины
Витамины Отряды Насекомоядные и Рукокрылые
Отряды Насекомоядные и Рукокрылые snakes
snakes Сетевой проект-это интересно!
Сетевой проект-это интересно!