- Сборка изделий под сварку

Содержание
- 2. Способы сборки Сборка обеспечивает точность пригонки и совпадения кромок элементов. Сборка в целом. Сборка путем наращивания
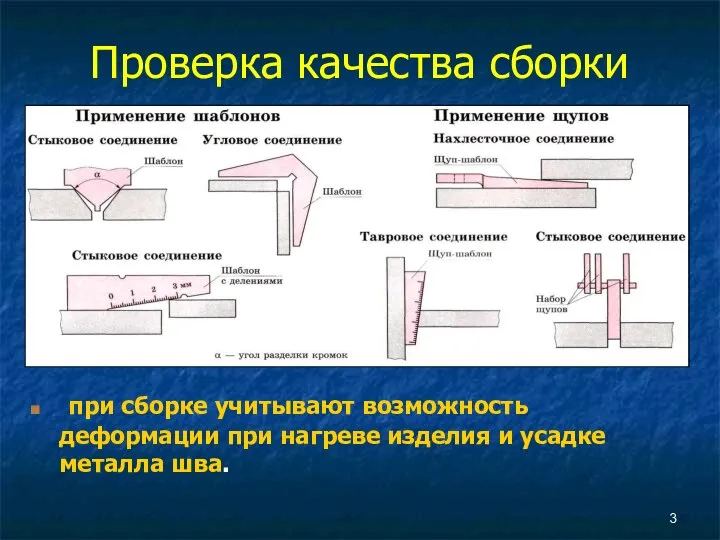
- 3. Проверка качества сборки при сборке учитывают возможность деформации при нагреве изделия и усадке металла шва.
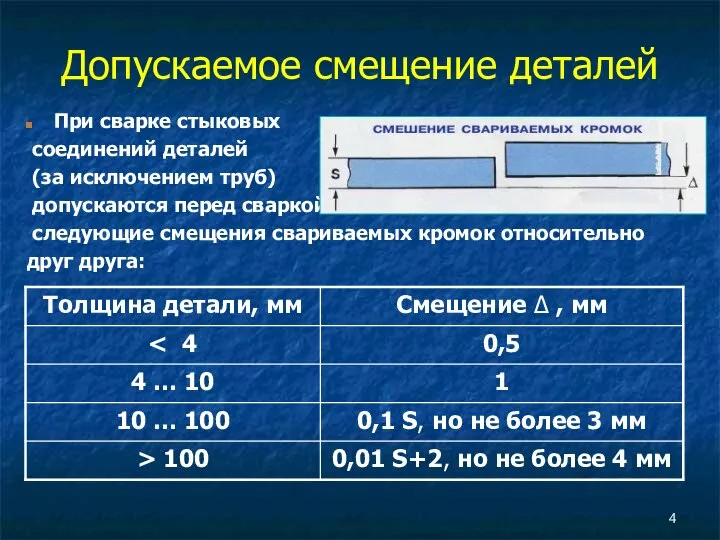
- 4. Допускаемое смещение деталей При сварке стыковых соединений деталей (за исключением труб) допускаются перед сваркой следующие смещения
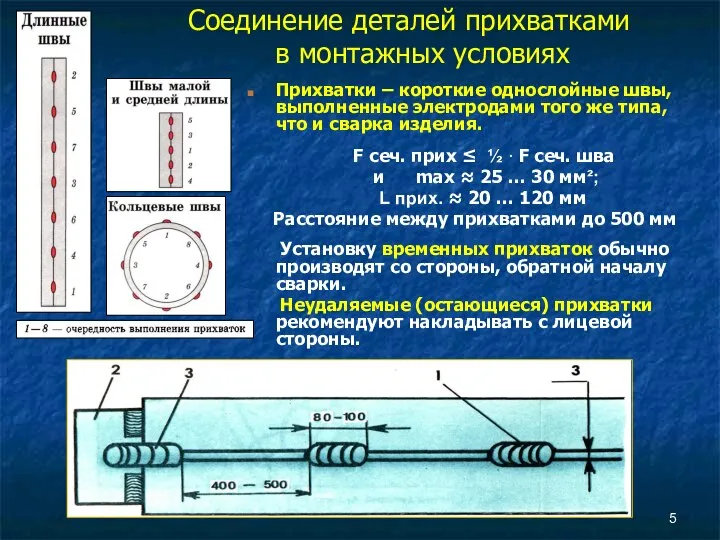
- 5. Соединение деталей прихватками в монтажных условиях Прихватки – короткие однослойные швы, выполненные электродами того же типа,
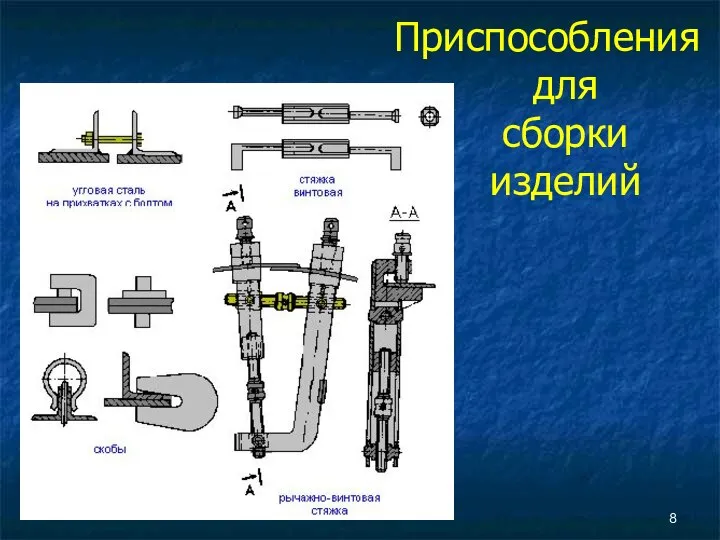
- 6. Приспособления для сборки изделий
- 7. Приспособления для сборки изделий
- 8. Приспособления для сборки изделий
- 9. Приспособления для сборки изделий
- 11. Скачать презентацию
Слайд 2Способы сборки
Сборка обеспечивает точность пригонки и совпадения кромок элементов.
Сборка в целом.
Сборка путем
Способы сборки
Сборка обеспечивает точность пригонки и совпадения кромок элементов.
Сборка в целом.
Сборка путем
Слайд 3Проверка качества сборки
при сборке учитывают возможность деформации при нагреве изделия и
Проверка качества сборки
при сборке учитывают возможность деформации при нагреве изделия и
Слайд 4Допускаемое смещение деталей
При сварке стыковых
соединений деталей
(за исключением труб)
Допускаемое смещение деталей
При сварке стыковых
соединений деталей
(за исключением труб)
Слайд 5Соединение деталей прихватками
в монтажных условиях
Прихватки – короткие однослойные швы, выполненные электродами
Соединение деталей прихватками
в монтажных условиях
Прихватки – короткие однослойные швы, выполненные электродами
Слайд 6Приспособления
для сборки
изделий
Приспособления
для сборки
изделий

Слайд 7Приспособления
для сборки изделий
Приспособления
для сборки изделий

Слайд 8Приспособления для сборки изделий
Приспособления для сборки изделий
Слайд 9Приспособления для сборки изделий
Приспособления для сборки изделий

 Международный день социального бизнеса
Международный день социального бизнеса Тыквин Баскин. Пшенная каша с тыквой
Тыквин Баскин. Пшенная каша с тыквой Презентация на тему тихий дон шолохов
Презентация на тему тихий дон шолохов Погружной турбинный насос Red Jacket Maxxum BigFloВысокая производительность, максимальное удобство обслуживания и безопасность окружающ
Погружной турбинный насос Red Jacket Maxxum BigFloВысокая производительность, максимальное удобство обслуживания и безопасность окружающ Work here. Работа там, где Вы
Work here. Работа там, где Вы урок 7
урок 7 Marketing in SMEs Some ideas and experiences
Marketing in SMEs Some ideas and experiences Просторові поняття
Просторові поняття Чудеса православия
Чудеса православия Башни и соборы Московского Кремля
Башни и соборы Московского Кремля Система позиционирования персонала и транспорта на месторождениях ТОО Корпорация Казпхмыс г. Жезказган
Система позиционирования персонала и транспорта на месторождениях ТОО Корпорация Казпхмыс г. Жезказган Государственное образовательного учреждение начального профессионального образования Свердловской областиПрофессиональное у
Государственное образовательного учреждение начального профессионального образования Свердловской областиПрофессиональное у Тест на проверку знаний
Тест на проверку знаний Презентация
Презентация Средства, влияющие на нервную систему Нейротропные средства
Средства, влияющие на нервную систему Нейротропные средства Презентация на тему Искусство рассуждать
Презентация на тему Искусство рассуждать  Пицца от шеф повара
Пицца от шеф повара ПОРТФОЛИО
ПОРТФОЛИО В гостях у цифры
В гостях у цифры Две полки - главный принцип расстановки в магазине молочной продукции
Две полки - главный принцип расстановки в магазине молочной продукции Теорія держави і права як наука та навчальна дисципліна
Теорія держави і права як наука та навчальна дисципліна Домены бывают разные:правильное имядля интернет-магазина
Домены бывают разные:правильное имядля интернет-магазина The USA in the 20th CENTURY
The USA in the 20th CENTURY Экстремумы функции
Экстремумы функции Нанотехнология. Перспективы развития
Нанотехнология. Перспективы развития Презентация на тему Практическое применение генной инженерии
Презентация на тему Практическое применение генной инженерии Syntactical Expressive Means and Stylistic Devices
Syntactical Expressive Means and Stylistic Devices Видеокаталог отелей «ANGELONYX»
Видеокаталог отелей «ANGELONYX»