- Схема расположения основного оборудования стана 2000

Содержание
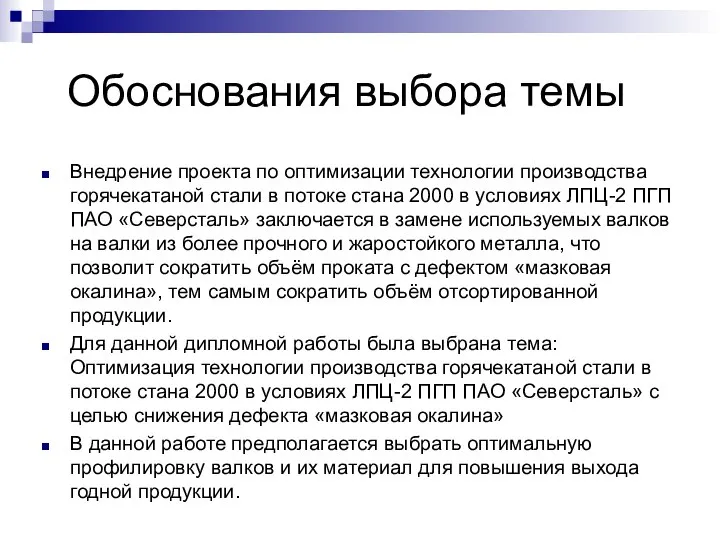
- 2. Обоснования выбора темы Внедрение проекта по оптимизации технологии производства горячекатаной стали в потоке стана 2000 в
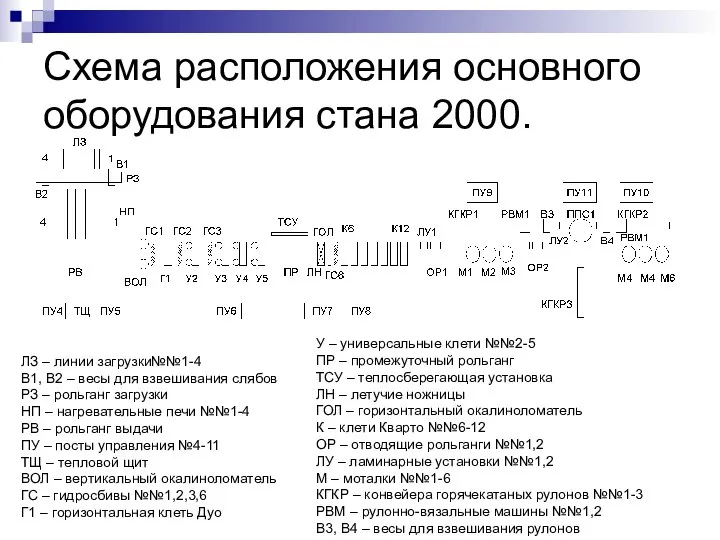
- 3. Схема расположения основного оборудования стана 2000. ЛЗ – линии загрузки№№1-4 В1, В2 – весы для взвешивания
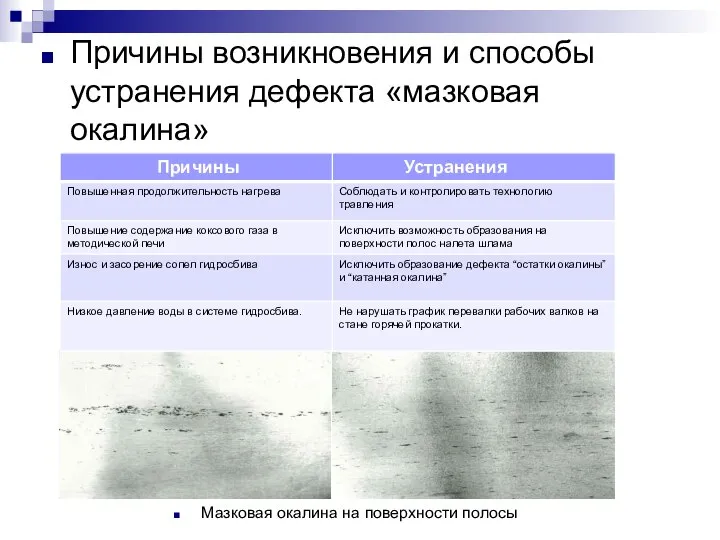
- 4. Причины возникновения и способы устранения дефекта «мазковая окалина» Мазковая окалина на поверхности полосы
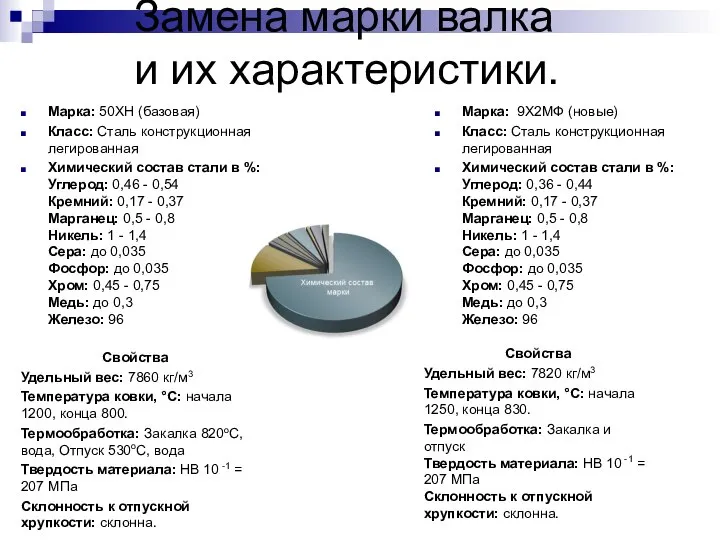
- 5. Замена марки валка и их характеристики. Марка: 50ХН (базовая) Класс: Сталь конструкционная легированная Химический состав стали
- 6. Заключение Проект оптимизации производства горячекатаной стали на стане 2000 заключается в замене марки валков использование валков
- 8. Скачать презентацию
Слайд 2 Обоснования выбора темы
Внедрение проекта по оптимизации технологии производства горячекатаной стали в
Обоснования выбора темы
Внедрение проекта по оптимизации технологии производства горячекатаной стали в
Слайд 3Схема расположения основного оборудования стана 2000.
ЛЗ – линии загрузки№№1-4
В1, В2 – весы
Схема расположения основного оборудования стана 2000.
ЛЗ – линии загрузки№№1-4
В1, В2 – весы
Слайд 4Причины возникновения и способы устранения дефекта «мазковая окалина»
Мазковая окалина на поверхности полосы
Причины возникновения и способы устранения дефекта «мазковая окалина»
Мазковая окалина на поверхности полосы
Слайд 5 Замена марки валка
и их характеристики.
Марка: 50ХН (базовая)
Класс: Сталь конструкционная легированная
Химический состав стали
Замена марки валка
и их характеристики.
Марка: 50ХН (базовая)
Класс: Сталь конструкционная легированная
Химический состав стали
Слайд 6 Заключение
Проект оптимизации производства горячекатаной стали на стане 2000 заключается в замене
Заключение
Проект оптимизации производства горячекатаной стали на стане 2000 заключается в замене
 Рене Декарт
Рене Декарт Презентация №4
Презентация №4 Путь к себе. Ключи
Путь к себе. Ключи №1. Условия действительности сделки
№1. Условия действительности сделки Лекция 2. «Программно-методическое обеспечение обучения в воскресной школе»
Лекция 2. «Программно-методическое обеспечение обучения в воскресной школе» Архитектура NET приложений
Архитектура NET приложений Эксплуатация ледовой арены
Эксплуатация ледовой арены Иоганн Готфрид Гердер (1744-1803)
Иоганн Готфрид Гердер (1744-1803) Явления
Явления 20170914_zemletryaseniya
20170914_zemletryaseniya Национальный напиток напиток - свекольный напиток квас
Национальный напиток напиток - свекольный напиток квас Презентация на тему «Сканеры»
Презентация на тему «Сканеры» Международные отношения в XVII-XVIII веках
Международные отношения в XVII-XVIII веках Бюджетно-налоговая политика
Бюджетно-налоговая политика В гостях у египтян
В гостях у египтян ЦРМППООС, Хромова М
ЦРМППООС, Хромова М Межотраслевые комплексы. Чёрная и цветная металлургия России
Межотраслевые комплексы. Чёрная и цветная металлургия России Электроснабжение текстильного комбината
Электроснабжение текстильного комбината Почему радуга разноцветная
Почему радуга разноцветная Об эффективности электронного документооборота и государственном регулировании сферы ДОУ
Об эффективности электронного документооборота и государственном регулировании сферы ДОУ Строительство Нижегородского Кремля
Строительство Нижегородского Кремля Как люди открывали и изучали Землю
Как люди открывали и изучали Землю Аналитическая часть отчета об оценке. Правовые основы
Аналитическая часть отчета об оценке. Правовые основы Русь в правление Игоря, Ольги, Святослава
Русь в правление Игоря, Ольги, Святослава Проект домашней пекарни Zефирка
Проект домашней пекарни Zефирка Хранение информации
Хранение информации ВОЗНИКНОВЕНИЕ ХРИСТИАНСТВА
ВОЗНИКНОВЕНИЕ ХРИСТИАНСТВА Взаимодействие буддийской и синтоистской традиций на примере культа Тэндзин
Взаимодействие буддийской и синтоистской традиций на примере культа Тэндзин