- Виды сварок

Содержание
- 2. Что такое сварка? Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями
- 3. Виды сварок 1: Ручная дуговая сварка. 2:Полуавтоматическая сварка. 3:Газовая сварка 4:Лазерная сварка
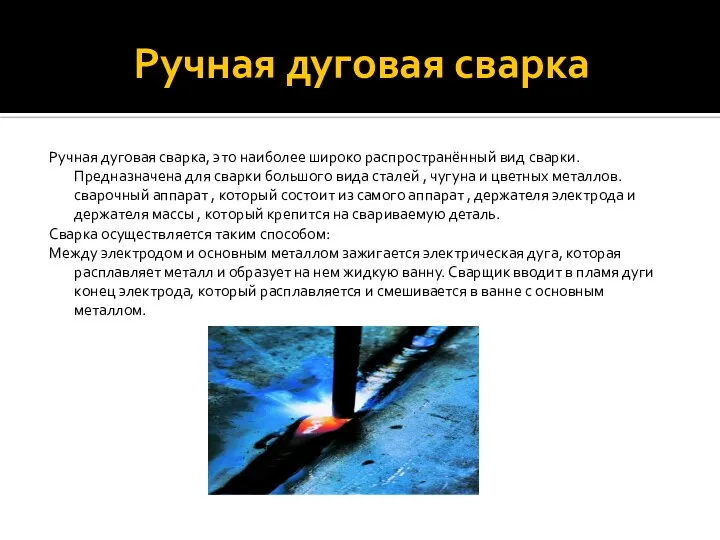
- 4. Ручная дуговая сварка Ручная дуговая сварка, это наиболее широко распространённый вид сварки. Предназначена для сварки большого
- 5. Плюсы и минусы данного вида сварки: +довольно легко обучиться азам РДС +возможность сварки в любых пространственных
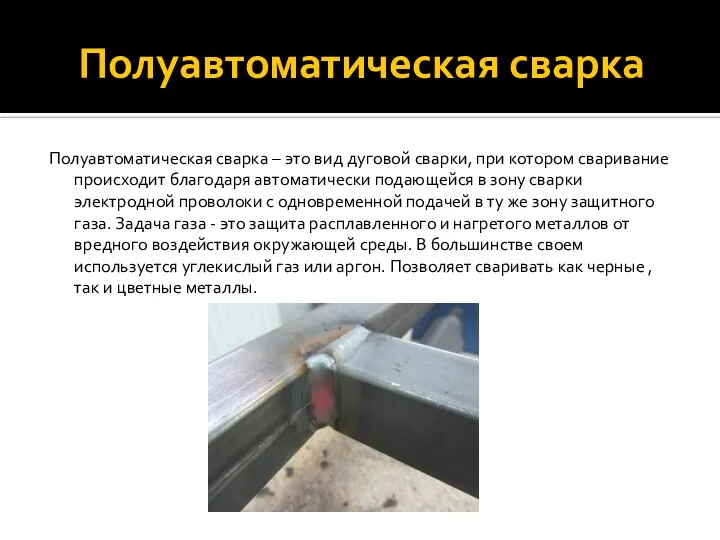
- 6. Полуавтоматическая сварка Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит благодаря автоматически подающейся
- 7. Плюсы и минусы: +хорошие условия работы сварщика; +малая зона термического влияния и относительно небольшие деформации изделия
- 8. Газовая сварка Газосварка — сварка плавлением с применением смеси кислорода и горючего газа (Пропана ,бутана ,
- 9. Плюсы и минусы: +Простота сварочного процесса; +Возможность варить во всех пространственных положениях; +Сварка тонкого металла; +Сварка
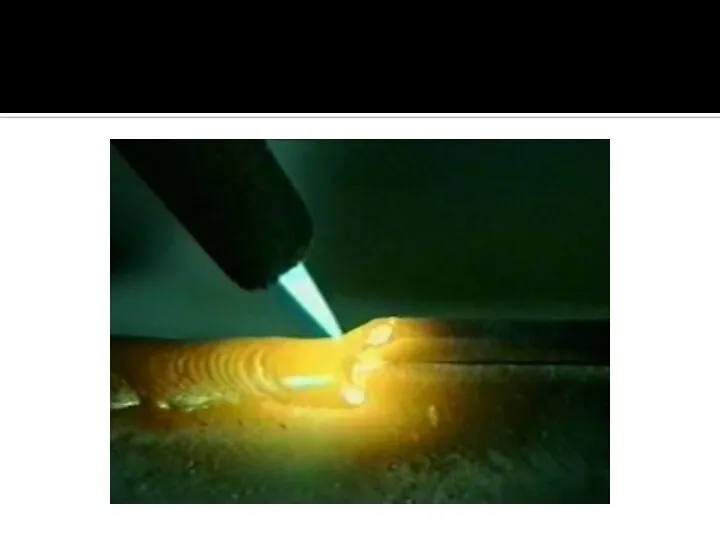
- 11. Лазерная сварка Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в фокусирующую систему, где
- 12. Недостатки: высокая стоимость лазерных установок; низкий КПД (0,01 - 2,0%). Преимущества: возможность сварки высокоточных конструкций сварка
- 14. Скачать презентацию
Слайд 2Что такое сварка?
Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между
Что такое сварка?
Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между
Слайд 3Виды сварок
1: Ручная дуговая сварка.
2:Полуавтоматическая сварка.
3:Газовая сварка
4:Лазерная сварка
Виды сварок
1: Ручная дуговая сварка.
2:Полуавтоматическая сварка.
3:Газовая сварка
4:Лазерная сварка
Слайд 4Ручная дуговая сварка
Ручная дуговая сварка, это наиболее широко распространённый вид сварки. Предназначена
Ручная дуговая сварка
Ручная дуговая сварка, это наиболее широко распространённый вид сварки. Предназначена
Слайд 5Плюсы и минусы данного вида сварки:
+довольно легко обучиться азам РДС
+возможность сварки в
Плюсы и минусы данного вида сварки:
+довольно легко обучиться азам РДС
+возможность сварки в
Слайд 6Полуавтоматическая сварка
Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит
Полуавтоматическая сварка
Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит
Слайд 7Плюсы и минусы:
+хорошие условия работы сварщика;
+малая зона термического влияния и относительно небольшие
Плюсы и минусы:
+хорошие условия работы сварщика;
+малая зона термического влияния и относительно небольшие
Слайд 8Газовая сварка
Газосварка — сварка плавлением с применением смеси кислорода и горючего газа
Газовая сварка
Газосварка — сварка плавлением с применением смеси кислорода и горючего газа
Слайд 9Плюсы и минусы:
+Простота сварочного процесса;
+Возможность варить во всех пространственных положениях;
+Сварка тонкого металла;
+Сварка
Плюсы и минусы:
+Простота сварочного процесса;
+Возможность варить во всех пространственных положениях;
+Сварка тонкого металла;
+Сварка
Слайд 11Лазерная сварка
Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в
Лазерная сварка
Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в
Слайд 12Недостатки:
высокая стоимость лазерных установок;
низкий КПД (0,01 - 2,0%).
Преимущества:
возможность сварки высокоточных конструкций
сварка без
Недостатки:
высокая стоимость лазерных установок;
низкий КПД (0,01 - 2,0%).
Преимущества:
возможность сварки высокоточных конструкций
сварка без
 Кукла-оберег – Хозяюшка Благополучница
Кукла-оберег – Хозяюшка Благополучница 20 июля - Международный день шахмат
20 июля - Международный день шахмат Correspondent Inference
Correspondent Inference Значение воды в жизни школьника
Значение воды в жизни школьника British music
British music  Взрывы
Взрывы Строение вещества
Строение вещества Племенные союзы на территории Казахстана
Племенные союзы на территории Казахстана  Школа олимпийского резерва «София»
Школа олимпийского резерва «София» В.И. ИсаевДисциплина«Интерпретация данных ГИС»МИКРОЗОНДЫ. БОКОВОЙ КАРОТАЖ
В.И. ИсаевДисциплина«Интерпретация данных ГИС»МИКРОЗОНДЫ. БОКОВОЙ КАРОТАЖ Экологически безопасный дом
Экологически безопасный дом Анализ рекламного материала
Анализ рекламного материала The basis of the British Democrasy
The basis of the British Democrasy  Пернатые друзья (2 класс)
Пернатые друзья (2 класс) slides topic
slides topic Собирание портфеля
Собирание портфеля Моя будущая профкссия. Учитель
Моя будущая профкссия. Учитель Александр Иванович Куприн. Невыдуманные рассказы
Александр Иванович Куприн. Невыдуманные рассказы От А. Попова до наших дней
От А. Попова до наших дней Нобелевская премия по экономике
Нобелевская премия по экономике  Протеины
Протеины КВАРТИРА
КВАРТИРА Создание юридически сильных брендов
Создание юридически сильных брендов Ярмарка
Ярмарка Полимеры
Полимеры Презентация на тему Неорганическая химия
Презентация на тему Неорганическая химия  Колоноскопия и ирригоскопия. Виртуальная колоноскопия
Колоноскопия и ирригоскопия. Виртуальная колоноскопия Урок по творчеству шведской писательницы А.Линдгрен.
Урок по творчеству шведской писательницы А.Линдгрен.