- Слесарное дело

Содержание
- 2. Слесарь Schlosser - по немецки замочник, от этого немецкого слова "шлоссер" и пошло русское слово "слесарь".
- 3. Разновидности слесарей - слесари-универсалы; слесари–сборщики (собирают машины и механизмы); слесари по монтажу (выполняют установку их на
- 4. Слесарные работы различных видов объединяет единая технология выполнения операций, к которым относятся разметка, рубка, правка и
- 5. Слесарь по КИПиА (из Википедии) это универсальный специалист, выполняющий работы по обслуживанию, ремонту и эксплуатации различного
- 6. Здесь слесарю есть дело Стойка дозирования метанола на УНТС УКПГ-11В Ен-Яхинского НГКМ
- 7. Характеристика работ (2-й разряд) — Ремонт, регулировка, испытание и сдача простых, магнитоэлектрических, электромагнитных, оптико-механических и теплоизмерительных
- 8. 3-й разряд — Ремонт, сборка, проверка, регулировка, испытание, юстировка, монтаж и сдача теплоизмерительных, электромагнитных, электродинамических, счетных,
- 9. 3-й разр. (продолжение) — Слесарная обработка деталей по 11-12 квалитетам с подгонкой и доводкой деталей. —
- 10. Необходимые знания 2 р. — устройство, назначение и принцип работы ремонтируемых приборов, механизмов; — схемы простых
- 11. Знания 2 р. (продолж.) — систему допусков и посадок; — квалитеты и параметры шероховатости; — сорта
- 12. Необх. знания (3 разряд) — устройство, назначение и принцип работы ремонтируемых и юстируемых приборов и аппаратов;
- 13. Знания 3 разр. (продолж.) — способы термообработки деталей с последующей доводкой; — влияние температур на точность
- 14. — виды прокладок импульсных трубопроводов; — установку уравнительных и разделительных сосудов; — систему допусков и посадок,
- 15. Рабочее место мастерская КИП, центральный и местный щиты, участки технологического цеха в местах расположения измерительных и
- 16. Разметка плоскостная (РП) Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали
- 17. Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении
- 18. Пространственная разметка наиболее распространена в машиностроении; по приёмам она существенно отличается от плоскостной. РП. Виды разметки
- 19. Приспособления для плоскостной разметки Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
- 20. Разметочная плита На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная
- 21. Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой,
- 22. Прежде чем приступить к разметке, заготовку устанавливают и выверяют на разметочной плите, пользуясь для этого опорными
- 23. Инструменты для плоскостной разметки 1. Чертилка (игла) 2. Кернер 3. Разметочный циркуль 4. Разметочный штангенциркуль 5.
- 24. Чертилки Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или
- 25. Кернеры Кернер – слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных линиях (керны делают
- 26. Различают кернеры обыкновенные, специальные, пружинные (механические), электрические и др. Кернеры
- 27. Разметочные циркули используют для разметки окружностей и дуг, деления отрезков иокружностей, а также для геометрических построений.
- 28. Разметочный штангенциркуль предназначен для точной разметки прямых линий и центров, а также для разметки окружностей больших
- 29. Рейсмас является основным инструментом для пространственной разметки и служит для нанесения параллельных, вертикальных и горизонтальных линий,
- 30. Подготовка к разметке Перед разметкой необходимо: очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой
- 31. Изучить чертеж размечаемой детали, выяснить её особенности и назначение; уточнить размеры; определить базовые поверхности заготовки, от
- 32. Применение плоскостной разметки Разметочные риски (линии) наносятся в такой последовательности: сначала проводят горизонтальные, затем – вертикальные,
- 33. Керном называется углубление (лунка), образовавшееся от действия острия (конуса) кернера при ударе по нему молотком. Центры
- 34. Алюминий Разметка карандашом производится по линейке на заготовках из алюминия и дюралюминия. Размечать последние с помощью
- 35. Дефекты при разметке - несоответствие размеров размеченной заготовки данным чертежа вслед-ствии невнимательности разметчика или неточности разметочного
- 36. Рубка металла Рубкой называется слесарная операция, при которой с помощью режущего инструмента (зубила) и ударного инструмента
- 37. Назначение рубки Рубка применяется для удаления с заготовки больших неровностей, снятия твердой корки, заусенцев, острых углов
- 39. Скачать презентацию
Слайд 3Разновидности слесарей
- слесари-универсалы;
слесари–сборщики (собирают машины и механизмы);
слесари по монтажу (выполняют
Разновидности слесарей
- слесари-универсалы;
слесари–сборщики (собирают машины и механизмы);
слесари по монтажу (выполняют
Слайд 4Слесарные работы
различных видов объединяет единая технология выполнения операций, к которым относятся
разметка,
Слесарные работы
различных видов объединяет единая технология выполнения операций, к которым относятся
разметка,
Слайд 5Слесарь по КИПиА (из Википедии)
это универсальный специалист, выполняющий работы по обслуживанию, ремонту
Слесарь по КИПиА (из Википедии)
это универсальный специалист, выполняющий работы по обслуживанию, ремонту

Слайд 6Здесь слесарю есть дело
Стойка дозирования метанола на УНТС УКПГ-11В Ен-Яхинского НГКМ
Здесь слесарю есть дело
Стойка дозирования метанола на УНТС УКПГ-11В Ен-Яхинского НГКМ

Слайд 7Характеристика работ (2-й разряд)
— Ремонт, регулировка, испытание и сдача простых, магнитоэлектрических, электромагнитных,
Характеристика работ (2-й разряд)
— Ремонт, регулировка, испытание и сдача простых, магнитоэлектрических, электромагнитных,
Слайд 83-й разряд
— Ремонт, сборка, проверка, регулировка, испытание, юстировка, монтаж и сдача
3-й разряд
— Ремонт, сборка, проверка, регулировка, испытание, юстировка, монтаж и сдача
Слайд 93-й разр. (продолжение)
— Слесарная обработка деталей по 11-12 квалитетам с подгонкой и
3-й разр. (продолжение)
— Слесарная обработка деталей по 11-12 квалитетам с подгонкой и
Слайд 10Необходимые знания 2 р.
— устройство, назначение и принцип работы ремонтируемых приборов, механизмов;
—
Необходимые знания 2 р.
— устройство, назначение и принцип работы ремонтируемых приборов, механизмов;
—
Слайд 11Знания 2 р. (продолж.)
— систему допусков и посадок;
— квалитеты и параметры шероховатости;
—
Знания 2 р. (продолж.)
— систему допусков и посадок;
— квалитеты и параметры шероховатости;
—
Слайд 12Необх. знания (3 разряд)
— устройство, назначение и принцип работы ремонтируемых и юстируемых
Необх. знания (3 разряд)
— устройство, назначение и принцип работы ремонтируемых и юстируемых
Слайд 13Знания 3 разр. (продолж.)
— способы термообработки деталей с последующей доводкой;
— влияние температур
Знания 3 разр. (продолж.)
— способы термообработки деталей с последующей доводкой;
— влияние температур
Слайд 14— виды прокладок импульсных трубопроводов;
— установку уравнительных и разделительных сосудов;
— систему допусков
— виды прокладок импульсных трубопроводов;
— установку уравнительных и разделительных сосудов;
— систему допусков
Слайд 15Рабочее место
мастерская КИП, центральный и местный щиты, участки технологического цеха в местах
Рабочее место
мастерская КИП, центральный и местный щиты, участки технологического цеха в местах
Слайд 16Разметка плоскостная (РП)
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих
Разметка плоскостная (РП)
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих
Слайд 17 Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и
Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и
Слайд 18Пространственная разметка наиболее распространена в машиностроении; по приёмам она существенно отличается от
Пространственная разметка наиболее распространена в машиностроении; по приёмам она существенно отличается от
Слайд 19Приспособления для плоскостной разметки
Для выполнения разметки используют разметочные плиты, подкладки,
Приспособления для плоскостной разметки
Для выполнения разметки используют разметочные плиты, подкладки,

Слайд 20Разметочная плита
На разметочной плите устанавливают подлежащие разметке детали и располагают все
Разметочная плита
На разметочной плите устанавливают подлежащие разметке детали и располагают все
Слайд 21Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают
Слайд 22Прежде чем приступить к разметке, заготовку устанавливают и выверяют на разметочной плите,
Прежде чем приступить к разметке, заготовку устанавливают и выверяют на разметочной плите,
Слайд 23Инструменты для плоскостной разметки
1. Чертилка (игла)
2. Кернер
3. Разметочный циркуль
4. Разметочный
Инструменты для плоскостной разметки
1. Чертилка (игла)
2. Кернер
3. Разметочный циркуль
4. Разметочный
Слайд 24Чертилки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью
Чертилки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью
Слайд 25Кернеры
Кернер – слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных
Кернеры
Кернер – слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных
Слайд 26Различают кернеры обыкновенные, специальные, пружинные (механические), электрические и др.
Кернеры
Различают кернеры обыкновенные, специальные, пружинные (механические), электрические и др.
Кернеры
Слайд 27Разметочные циркули
используют для разметки окружностей и дуг, деления отрезков иокружностей, а также
Разметочные циркули
используют для разметки окружностей и дуг, деления отрезков иокружностей, а также
Слайд 28Разметочный штангенциркуль
предназначен для точной разметки прямых линий и центров, а также для
Разметочный штангенциркуль
предназначен для точной разметки прямых линий и центров, а также для
Слайд 29Рейсмас
является основным инструментом для пространственной разметки и служит для нанесения параллельных, вертикальных
Рейсмас
является основным инструментом для пространственной разметки и служит для нанесения параллельных, вертикальных
Слайд 30Подготовка к разметке
Перед разметкой необходимо:
очистить заготовку от пыли, грязи, окалины, следов
Подготовка к разметке
Перед разметкой необходимо:
очистить заготовку от пыли, грязи, окалины, следов
Слайд 31 Изучить чертеж размечаемой детали, выяснить её особенности и назначение; уточнить размеры;
Изучить чертеж размечаемой детали, выяснить её особенности и назначение; уточнить размеры;
Слайд 32Применение плоскостной разметки
Разметочные риски (линии) наносятся в такой последовательности: сначала проводят
Применение плоскостной разметки
Разметочные риски (линии) наносятся в такой последовательности: сначала проводят
Слайд 33 Керном называется углубление (лунка), образовавшееся от действия острия (конуса) кернера при
Керном называется углубление (лунка), образовавшееся от действия острия (конуса) кернера при
Слайд 34Алюминий
Разметка карандашом производится по линейке на заготовках из алюминия и дюралюминия. Размечать
Алюминий
Разметка карандашом производится по линейке на заготовках из алюминия и дюралюминия. Размечать
Слайд 35 Дефекты при разметке
- несоответствие размеров размеченной заготовки данным чертежа вслед-ствии
Дефекты при разметке
- несоответствие размеров размеченной заготовки данным чертежа вслед-ствии
Слайд 36Рубка металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента (зубила)
Рубка металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента (зубила)
Слайд 37Назначение рубки
Рубка применяется для удаления с заготовки больших неровностей, снятия твердой корки,
Назначение рубки
Рубка применяется для удаления с заготовки больших неровностей, снятия твердой корки,
 Понятие автономного образовательного учреждения и его отличия от государственного и муниципального образовательного учреждени
Понятие автономного образовательного учреждения и его отличия от государственного и муниципального образовательного учреждени КОЛЫБЕЛИ НАДЕЖДЫ:право на жизнь для новорожденных в Украине
КОЛЫБЕЛИ НАДЕЖДЫ:право на жизнь для новорожденных в Украине Работа психолога в спорте-1
Работа психолога в спорте-1 Логистика как инструмент снижения издержек
Логистика как инструмент снижения издержек  СО стороны ФОМС
СО стороны ФОМС Классицизм в архитектуре Ульяновска
Классицизм в архитектуре Ульяновска Political Science — A political order
Political Science — A political order  «Феномен женщины на войне в общественном сознании» (исследовательский реферат)направление : социология
«Феномен женщины на войне в общественном сознании» (исследовательский реферат)направление : социология Проект «Моя заветная мечта»
Проект «Моя заветная мечта» ПТИЦЫ
ПТИЦЫ Лексика Антонимы Фразеологические обороты
Лексика Антонимы Фразеологические обороты Грамматическое значение причастий
Грамматическое значение причастий Чтобы не было пожара
Чтобы не было пожара Город оригами - Великий Устюг. Кадетский класс
Город оригами - Великий Устюг. Кадетский класс Элементы логики в пропедевтическом курсе информатики и ИКТ
Элементы логики в пропедевтическом курсе информатики и ИКТ Выразительно-графические свойства композиции (точка, линия, пятно)
Выразительно-графические свойства композиции (точка, линия, пятно) Защита от иска правообладателя товарного знака
Защита от иска правообладателя товарного знака Романтизм в живописи
Романтизм в живописи Создание фотоальбома в программе Windows Movie Maker
Создание фотоальбома в программе Windows Movie Maker Статистические методы в изучении предпринимательства
Статистические методы в изучении предпринимательства Общая психология. Воображение
Общая психология. Воображение Основы сетевого администрирования
Основы сетевого администрирования  представляет 4 Уникальная система для хирургии переднего и заднего отделов глаза Megatron® S4 Благодаря множеству применяемых инновац
представляет 4 Уникальная система для хирургии переднего и заднего отделов глаза Megatron® S4 Благодаря множеству применяемых инновац «Мы -за правильное питание» МБОУ «Гмелинская СОШ» 4 «А»класс
«Мы -за правильное питание» МБОУ «Гмелинская СОШ» 4 «А»класс Роль отца в формировании личности ребенка
Роль отца в формировании личности ребенка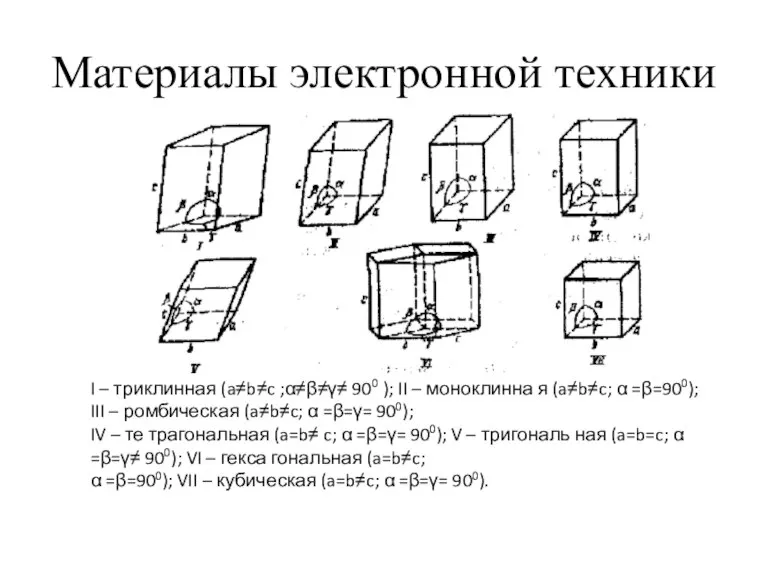 Материалы электронной техники
Материалы электронной техники БиоАгроТех. Предложение по сушке и сжиганию клеточного помета с выработкой тепла на ГВС и отопление
БиоАгроТех. Предложение по сушке и сжиганию клеточного помета с выработкой тепла на ГВС и отопление Проект выполнили ученицы 11 А класса СОШ №3 Смирнова Вера и Алексеева Оксана
Проект выполнили ученицы 11 А класса СОШ №3 Смирнова Вера и Алексеева Оксана