- Социальные конструкции стали и сплавы

Содержание
- 2. АВТОМАТНІ СТАЛІ Обробка різанням – основний спосіб виготовлення більшості деталей машин і пристроїв. За умов покращання
- 3. МЕТОДИ ПІДВИЩЕННЯ ОБРОБЛЮВАНОСТІ РІАННЯМ ТЕХНОЛОГІЧНІ: 1) термічна обробка (для середньовуглецевих сталей – нормалізація) 2) наклеп (для
- 4. Маркировка автоматних сталей Автоматні сталі, або сталі підвищеної оброблюваності різанням використують у масовому виробництві кріпильних виробів
- 6. Автоматні сірчаністі сталі Автоматні сірчаністі сталі А11, А12, А20, А30, А35 і А40Г є вуглецевими. Оброблюваність
- 7. Автоматні свинцевисті сталі Введення свинцю у вуглецеву сталь в кількості 0,15...0,35% поліпшує оброблюваність різанням через те,
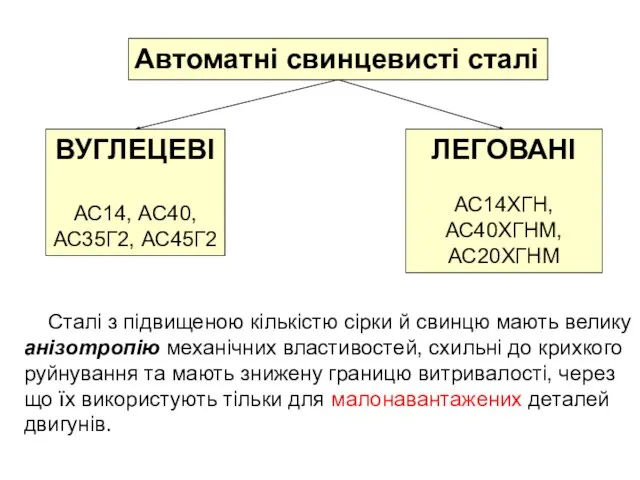
- 8. Сталі з підвищеною кількістю сірки й свинцю мають велику анізотропію механічних властивостей, схильні до крихкого руйнування
- 9. Автоматні селенмістячі містять 0,04…0,10 % Se та 0,06…0,12 % S. Підвищення оброблюваності автоматних селенмістячих сталей пояснюється
- 10. Автоматні селенмістячі сталі ВУГЛЕЦЕВІ А35Е, А45Е ЛЕГОВАНІ А40ХЕ (хромиста)
- 11. Автоматні кальціймістячі (0,002…0,008% Са) сталі (АЦ20,АЦ30, АЦ40Х, АЦ30ХН та ін.) з до-данням свинцю і кальцію призначені
- 12. Л и в а р н і с т а л і Ливарні сталі використовують для
- 13. При твердінні виливків утворюються великі зерна аустеніту, всередині яких при наступному охолодженні в сталях з кількістю
- 14. Відманштедтовий ферит у литому стані після нормалізації
- 15. З метою зниження ливарних напружень виливки піддають термічній обробці. При маркіруванні ливарних сталей в кінці марки
- 16. К у л ь о п і д ш и п н и к о в
- 17. Зношування та види зносу Зношування – це процес поступового руйнування поверхневих шарів матеріала шляхом відокремлення його
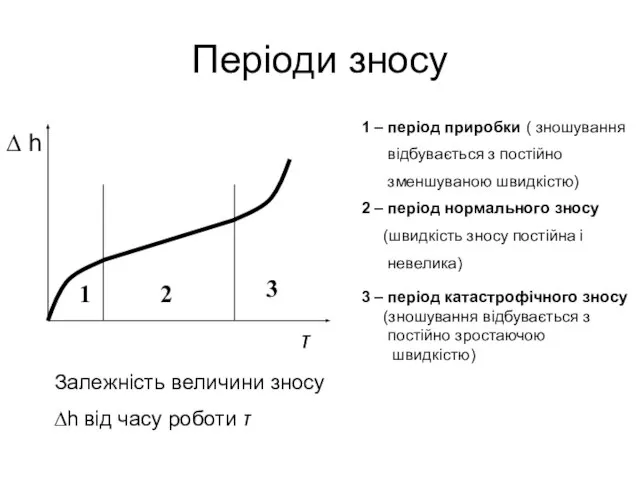
- 18. Періоди зносу ∆ h Залежність величини зносу ∆h від часу роботи τ τ 1 – період
- 19. Підшипники кочення працюють при низьких динамічних навантаженнях, що дозволяє використовувати високовуглецеві сталі, леговані хромом та іншими
- 20. Вимоги до кульопідшипникових сталей Мінімальна карбідна неоднорідність (зменшується при відпалі на зернистий перліт) Мінімальна забрудненість неметалевими
- 21. Термічна обробка Неповне гартування в маслі з низьким відпуском. Особливість: кількість залишкового аустеніту після гартування 8-15
- 22. Для виготовлення тіл кочення та підшипнико-вих кілець невеликих перерізів звичайно використовують високовуглецеву хромисту сталь ШХ15. Для
- 23. Довговічність сферичних підшипників значною мірою визначається відхиленнями від сферичної форми, які призводять до биття.
- 24. Нержавіючі сталі Антикорозійні властивості мають тільки спеціально леговані сталі. Сталі, які мають високий опір електрохімічній корозії,
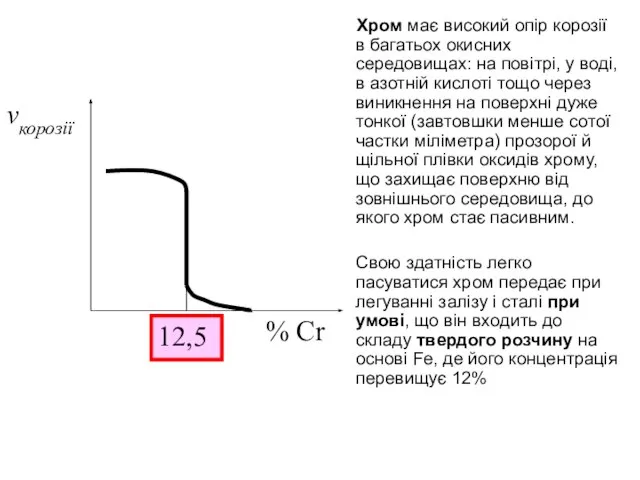
- 25. vкорозії % Сr 12,5 Хром має високий опір корозії в багатьох окисних середовищах: на повітрі, у
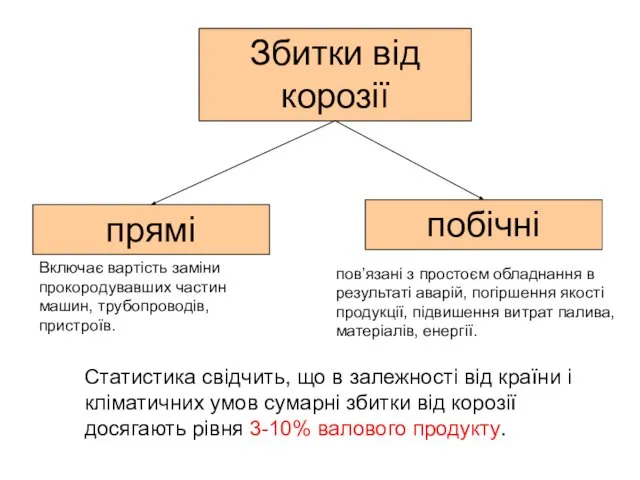
- 26. Збитки від корозії прямі побічні Включає вартість заміни прокородувавших частин машин, трубопроводів, пристроїв. пов’язані з простоєм
- 27. Способи захисту від корозії Утворення на поверхні щільних суцільних плівок оксидів з високими властивостями та счеплюваністю
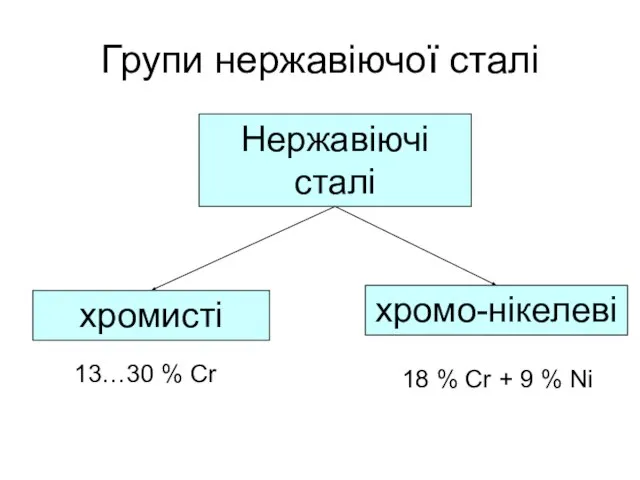
- 28. Групи нержавіючої сталі Нержавіючі сталі хромисті хромо-нікелеві 13…30 % Cr 18 % Cr + 9 %
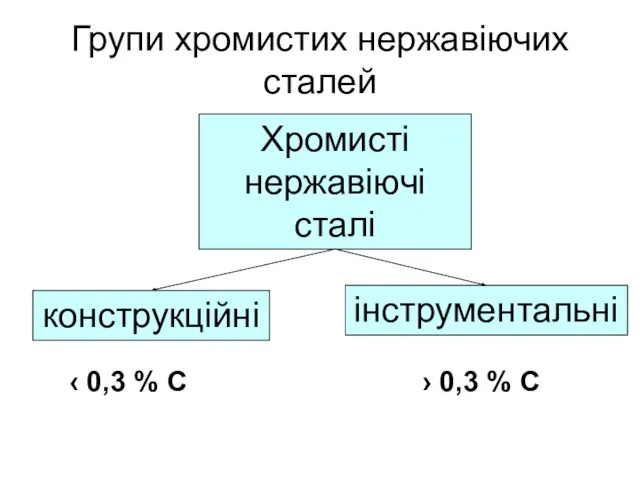
- 29. Групи хромистих нержавіючих сталей Хромисті нержавіючі сталі конструкційні інструментальні ‹ 0,3 % C › 0,3 %
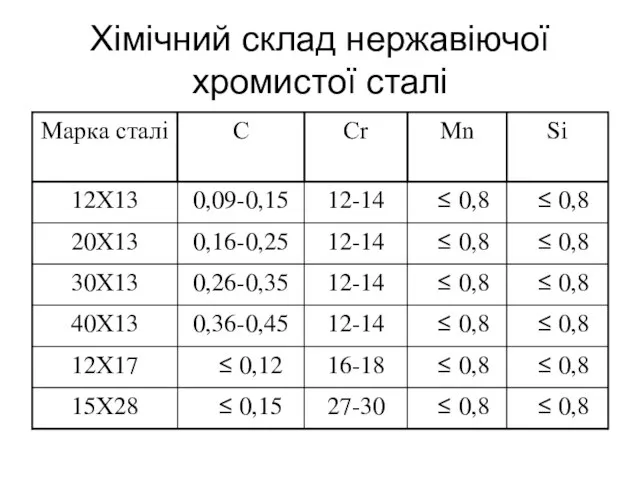
- 30. Хімічний склад нержавіючої хромистої сталі
- 31. Термічна обробка хромистої нержавіючої сталі Конструкційна: Повне гартування у маслі на мартенсит і високий відпуск на
- 32. Хромо-нікелеві нержавіючі сталі Сталі, що містять 18% Cr та 9%Ni при кімнатній температурі мають аустенітну структуру.
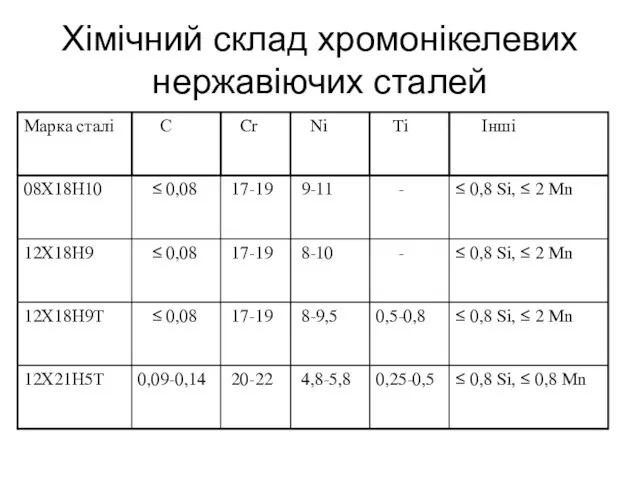
- 33. Хімічний склад хромонікелевих нержавіючих сталей
- 34. Перспективи розвитку нержавіючої сталі Створення безвуглецевих сталей з підвищеним вмістом азоту 03Х21Н9, бо всі нітриди розчиняються
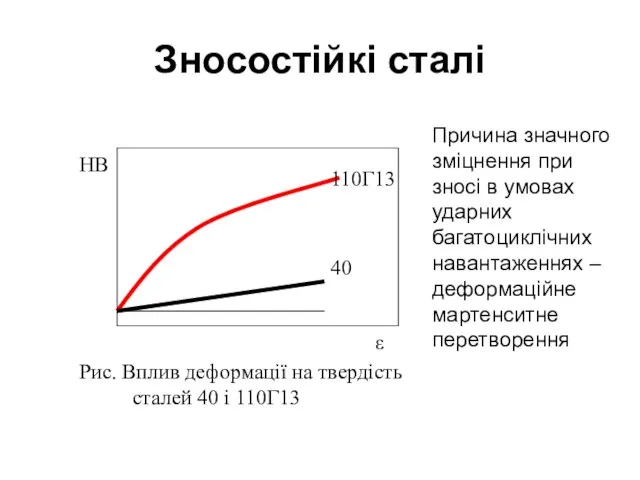
- 35. Зносостійкі сталі Причина значного зміцнення при зносі в умовах ударних багатоциклічних навантаженнях – деформаційне мартенситне перетворення
- 36. Високомарганцовисті сталі. Звичайно високий опір зношуванню досягають при отриманні поверхні з високою твердістю. Але існує аустенітна
- 37. Жароміцні і жаростійкі сталі і сплави Жароміцність - це здатність матеріалу протистояти механічним навантаженням (пластичній деформації
- 38. Жароміцні сталі Їх використовують в теплоенергетиці, нафтохімічній промисловості та хімічному машинобудуванні. Вони призначені для тривалої (до
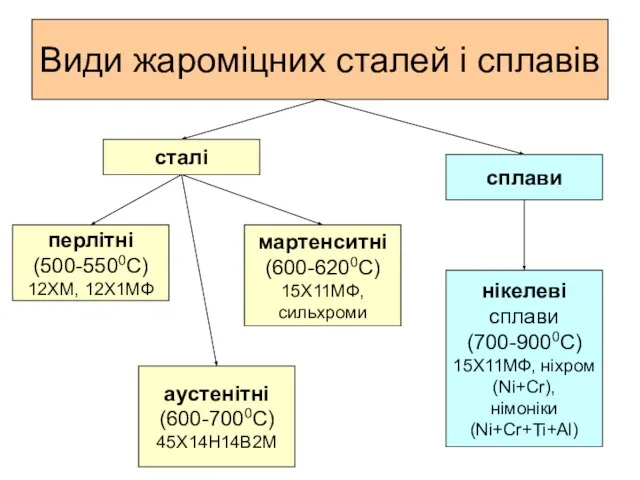
- 39. Види жароміцних сталей і сплавів аустенітні (600-7000С) 45Х14Н14В2М нікелеві сплави (700-9000С) 15Х11МФ, ніхром (Ni+Cr), німоніки (Ni+Cr+Ti+Al)
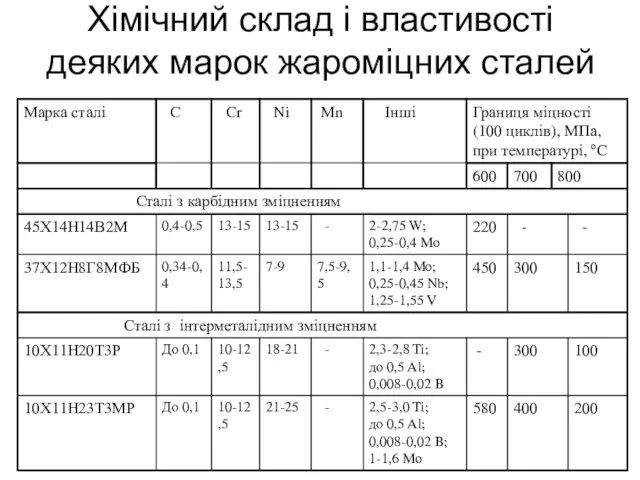
- 40. Хімічний склад і властивості деяких марок жароміцних сталей
- 41. Клапанні сталі Для випускних клапанів автомобільних та тракторних двигунів внутрішнього згоряння невеликої потужності використують хромокремністі сталі,
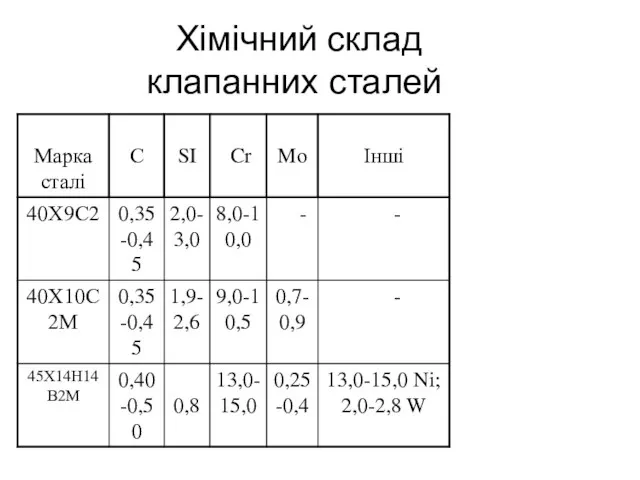
- 42. Хімічний склад клапанних сталей
- 43. Жаростійкі (окалиностійкі) сталі Жаростійкі (окалиностійкі) сталі використують для виготовлення виробів, що працюють при температурах вище 550оС
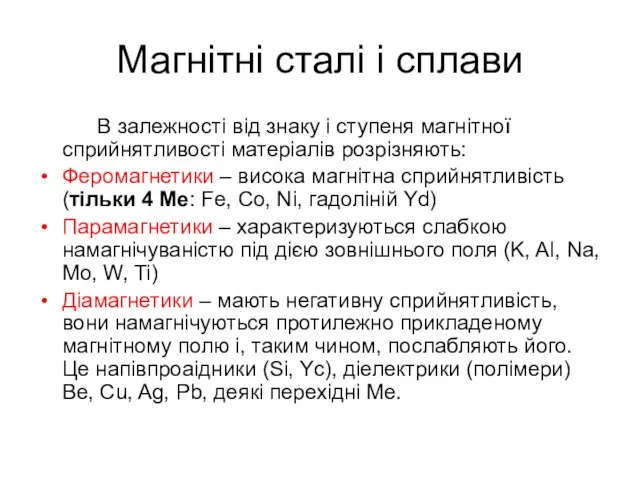
- 44. Магнітні сталі і сплави В залежності від знаку і ступеня магнітної сприйнятливості матеріалів розрізняють: Феромагнетики –
- 45. Магнітні сталі і сплави магнітно-тверді магнітно-м’які парамагнітні
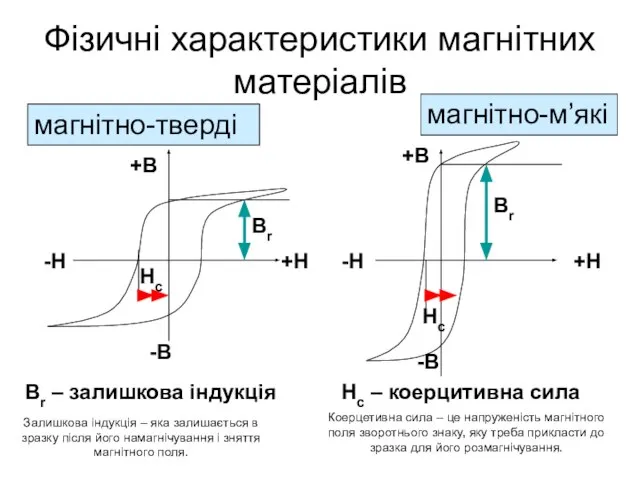
- 46. Фізичні характеристики магнітних матеріалів +H +H -H -H Hc Hc магнітно-тверді магнітно-м’які +B +B -B -B
- 47. Магнітно-тверді сталі і сплави Вимоги: висока коерцитивна сила мала магнітна проникність великі втрати при перемагнічуванні Використання
- 48. Висока коерцетивна сила досягається через: А) особливості фазових перетворень: Мартенситним перетворенням. Розпадом твердого розчину і виділенням
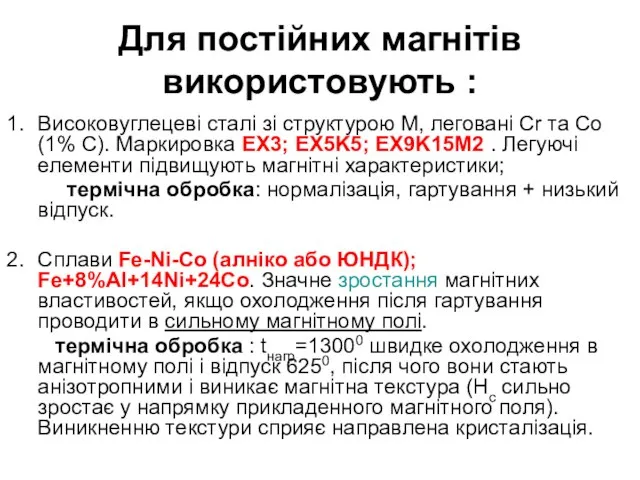
- 49. Для постійних магнітів використовують : Високовуглецеві сталі зі структурою М, леговані Cr та Со (1% C).
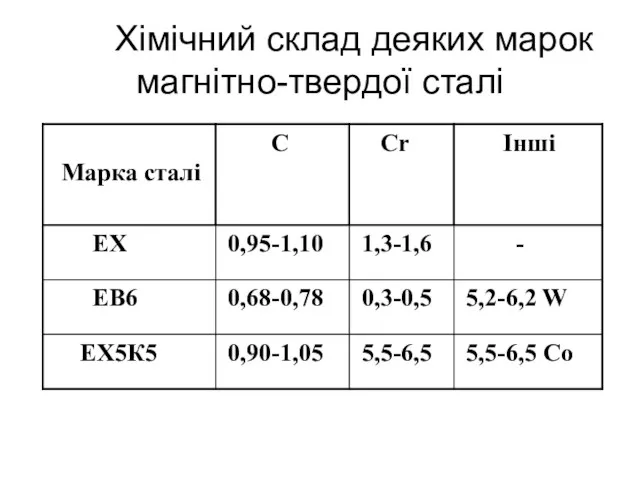
- 50. Хімічний склад деяких марок магнітно-твердої сталі
- 51. Маркировка магнітно-твердої сталі ЕХ – “Е” – магнітно-тверда сталь Х – хромиста, 1 % Cr EX9K15M2
- 52. Хімічний склад деяких литих сплавів для постійних магнітів
- 53. Магнітно-м’які (електротехнічні) сталі Вимоги: мала коерцитивна сила висока магнітна проникність малі втрати при перемагнічуванні малі втрати
- 54. Магнітно-м’які сталі і сплави Технічно чисте залізо (0,005-0,025 %С). Електротехнічні низьковуглецеві сталі, додатково леговані Si (0,8-4,8%).
- 56. Скачать презентацию
Слайд 2АВТОМАТНІ СТАЛІ
Обробка різанням – основний спосіб виготовлення більшості деталей машин і пристроїв.
АВТОМАТНІ СТАЛІ
Обробка різанням – основний спосіб виготовлення більшості деталей машин і пристроїв.
Слайд 3МЕТОДИ ПІДВИЩЕННЯ ОБРОБЛЮВАНОСТІ РІАННЯМ
ТЕХНОЛОГІЧНІ:
1) термічна обробка (для середньовуглецевих сталей – нормалізація)
2) наклеп
МЕТОДИ ПІДВИЩЕННЯ ОБРОБЛЮВАНОСТІ РІАННЯМ
ТЕХНОЛОГІЧНІ:
1) термічна обробка (для середньовуглецевих сталей – нормалізація)
2) наклеп
Слайд 4Маркировка автоматних сталей
Автоматні сталі, або сталі підвищеної оброблюваності різанням використують у
Маркировка автоматних сталей
Автоматні сталі, або сталі підвищеної оброблюваності різанням використують у
Слайд 6Автоматні сірчаністі сталі
Автоматні сірчаністі сталі А11, А12, А20, А30, А35 і
Автоматні сірчаністі сталі
Автоматні сірчаністі сталі А11, А12, А20, А30, А35 і
Слайд 7Автоматні свинцевисті сталі
Введення свинцю у вуглецеву сталь в кількості 0,15...0,35% поліпшує
Автоматні свинцевисті сталі
Введення свинцю у вуглецеву сталь в кількості 0,15...0,35% поліпшує
Слайд 8Сталі з підвищеною кількістю сірки й свинцю мають велику анізотропію механічних властивостей,
Сталі з підвищеною кількістю сірки й свинцю мають велику анізотропію механічних властивостей,
Слайд 9Автоматні селенмістячі містять 0,04…0,10 % Se та 0,06…0,12 % S.
Підвищення оброблюваності
Автоматні селенмістячі містять 0,04…0,10 % Se та 0,06…0,12 % S.
Підвищення оброблюваності
Слайд 10Автоматні селенмістячі сталі
ВУГЛЕЦЕВІ
А35Е, А45Е
ЛЕГОВАНІ
А40ХЕ
(хромиста)
Автоматні селенмістячі сталі
ВУГЛЕЦЕВІ
А35Е, А45Е
ЛЕГОВАНІ
А40ХЕ
(хромиста)
Слайд 11Автоматні кальціймістячі (0,002…0,008% Са) сталі (АЦ20,АЦ30, АЦ40Х, АЦ30ХН та ін.) з до-данням
Автоматні кальціймістячі (0,002…0,008% Са) сталі (АЦ20,АЦ30, АЦ40Х, АЦ30ХН та ін.) з до-данням
Слайд 12Л и в а р н і с т а л і
Л и в а р н і с т а л і
Слайд 13При твердінні виливків утворюються великі зерна аустеніту, всередині яких при наступному охолодженні
При твердінні виливків утворюються великі зерна аустеніту, всередині яких при наступному охолодженні
Слайд 14Відманштедтовий ферит
у литому стані
після нормалізації
Відманштедтовий ферит
у литому стані
після нормалізації

Слайд 15 З метою зниження ливарних напружень виливки піддають термічній обробці.
При маркіруванні ливарних
З метою зниження ливарних напружень виливки піддають термічній обробці.
При маркіруванні ливарних
Слайд 16К у л ь о п і д ш и п н
К у л ь о п і д ш и п н
Слайд 17Зношування та види зносу
Зношування – це процес поступового руйнування поверхневих шарів
Зношування та види зносу
Зношування – це процес поступового руйнування поверхневих шарів
Слайд 18Періоди зносу
∆ h
Залежність величини зносу
∆h від часу роботи τ
τ
1 – період
Періоди зносу
∆ h
Залежність величини зносу
∆h від часу роботи τ
τ
1 – період
Слайд 19 Підшипники кочення працюють при низьких динамічних навантаженнях, що дозволяє використовувати високовуглецеві
Підшипники кочення працюють при низьких динамічних навантаженнях, що дозволяє використовувати високовуглецеві
Слайд 20Вимоги до кульопідшипникових сталей
Мінімальна карбідна неоднорідність
(зменшується при відпалі на зернистий перліт)
Мінімальна
Вимоги до кульопідшипникових сталей
Мінімальна карбідна неоднорідність
(зменшується при відпалі на зернистий перліт)
Мінімальна
Слайд 21Термічна обробка
Неповне гартування в маслі з низьким відпуском.
Особливість: кількість залишкового аустеніту
Термічна обробка
Неповне гартування в маслі з низьким відпуском.
Особливість: кількість залишкового аустеніту
Слайд 22 Для виготовлення тіл кочення та підшипнико-вих кілець невеликих перерізів звичайно використовують
Для виготовлення тіл кочення та підшипнико-вих кілець невеликих перерізів звичайно використовують
Слайд 23Довговічність сферичних підшипників значною мірою визначається відхиленнями від сферичної форми, які призводять
Довговічність сферичних підшипників значною мірою визначається відхиленнями від сферичної форми, які призводять
Слайд 24Нержавіючі сталі
Антикорозійні властивості мають тільки спеціально леговані сталі.
Сталі, які
Нержавіючі сталі
Антикорозійні властивості мають тільки спеціально леговані сталі.
Сталі, які
Слайд 25vкорозії
% Сr
12,5
Хром має високий опір корозії в багатьох окисних середовищах: на
vкорозії
% Сr
12,5
Хром має високий опір корозії в багатьох окисних середовищах: на
Слайд 26Збитки від корозії
прямі
побічні
Включає вартість заміни прокородувавших частин машин, трубопроводів, пристроїв.
пов’язані з простоєм
Збитки від корозії
прямі
побічні
Включає вартість заміни прокородувавших частин машин, трубопроводів, пристроїв.
пов’язані з простоєм
Слайд 27Способи захисту від корозії
Утворення на поверхні щільних суцільних плівок оксидів з високими
Способи захисту від корозії
Утворення на поверхні щільних суцільних плівок оксидів з високими
Слайд 28Групи нержавіючої сталі
Нержавіючі сталі
хромисті
хромо-нікелеві
13…30 % Cr
18 % Cr + 9 % Ni
Групи нержавіючої сталі
Нержавіючі сталі
хромисті
хромо-нікелеві
13…30 % Cr
18 % Cr + 9 % Ni
Слайд 29Групи хромистих нержавіючих сталей
Хромисті нержавіючі сталі
конструкційні
інструментальні
‹ 0,3 % C
› 0,3 % C
Групи хромистих нержавіючих сталей
Хромисті нержавіючі сталі
конструкційні
інструментальні
‹ 0,3 % C
› 0,3 % C
Слайд 30Хімічний склад нержавіючої хромистої сталі
Хімічний склад нержавіючої хромистої сталі
Слайд 31Термічна обробка хромистої нержавіючої сталі
Конструкційна:
Повне гартування у маслі на мартенсит і
Термічна обробка хромистої нержавіючої сталі
Конструкційна:
Повне гартування у маслі на мартенсит і
Слайд 32Хромо-нікелеві нержавіючі сталі
Сталі, що містять 18% Cr та 9%Ni при кімнатній
Хромо-нікелеві нержавіючі сталі
Сталі, що містять 18% Cr та 9%Ni при кімнатній
Слайд 33Хімічний склад хромонікелевих нержавіючих сталей
Хімічний склад хромонікелевих нержавіючих сталей
Слайд 34Перспективи розвитку нержавіючої сталі
Створення безвуглецевих сталей з підвищеним вмістом азоту 03Х21Н9, бо
Перспективи розвитку нержавіючої сталі
Створення безвуглецевих сталей з підвищеним вмістом азоту 03Х21Н9, бо
Слайд 35Зносостійкі сталі
Причина значного зміцнення при зносі в умовах ударних багатоциклічних навантаженнях –
Зносостійкі сталі
Причина значного зміцнення при зносі в умовах ударних багатоциклічних навантаженнях –
Слайд 36 Високомарганцовисті сталі. Звичайно високий опір зношуванню досягають при отриманні поверхні з
Високомарганцовисті сталі. Звичайно високий опір зношуванню досягають при отриманні поверхні з
Слайд 37Жароміцні і жаростійкі сталі і сплави
Жароміцність - це здатність матеріалу протистояти
Жароміцні і жаростійкі сталі і сплави
Жароміцність - це здатність матеріалу протистояти
Слайд 38Жароміцні сталі
Їх використовують в теплоенергетиці, нафтохімічній промисловості та хімічному машинобудуванні. Вони
Жароміцні сталі
Їх використовують в теплоенергетиці, нафтохімічній промисловості та хімічному машинобудуванні. Вони
Слайд 39Види жароміцних сталей і сплавів
аустенітні
(600-7000С)
45Х14Н14В2М
нікелеві сплави
(700-9000С)
15Х11МФ, ніхром (Ni+Cr), німоніки (Ni+Cr+Ti+Al)
сталі
сплави
мартенситні
Види жароміцних сталей і сплавів
аустенітні
(600-7000С)
45Х14Н14В2М
нікелеві сплави
(700-9000С)
15Х11МФ, ніхром (Ni+Cr), німоніки (Ni+Cr+Ti+Al)
сталі
сплави
мартенситні
Слайд 40Хімічний склад і властивості деяких марок жароміцних сталей
Хімічний склад і властивості деяких марок жароміцних сталей
Слайд 41Клапанні сталі
Для випускних клапанів автомобільних та тракторних двигунів внутрішнього згоряння невеликої
Клапанні сталі
Для випускних клапанів автомобільних та тракторних двигунів внутрішнього згоряння невеликої
Слайд 42 Хімічний склад клапанних сталей
Хімічний склад клапанних сталей
Слайд 43Жаростійкі (окалиностійкі) сталі
Жаростійкі (окалиностійкі) сталі використують для виготовлення виробів, що працюють
Жаростійкі (окалиностійкі) сталі
Жаростійкі (окалиностійкі) сталі використують для виготовлення виробів, що працюють
Слайд 44Магнітні сталі і сплави
В залежності від знаку і ступеня магнітної сприйнятливості
Магнітні сталі і сплави
В залежності від знаку і ступеня магнітної сприйнятливості
Слайд 45Магнітні сталі і сплави
магнітно-тверді
магнітно-м’які
парамагнітні
Магнітні сталі і сплави
магнітно-тверді
магнітно-м’які
парамагнітні
Слайд 46Фізичні характеристики магнітних матеріалів
+H
+H
-H
-H
Hc
Hc
магнітно-тверді
магнітно-м’які
+B
+B
-B
-B
Br
Br
Br – залишкова індукція
Hc –
Фізичні характеристики магнітних матеріалів
+H
+H
-H
-H
Hc
Hc
магнітно-тверді
магнітно-м’які
+B
+B
-B
-B
Br
Br
Br – залишкова індукція
Hc –
Слайд 47Магнітно-тверді сталі і сплави
Вимоги:
висока коерцитивна сила
мала магнітна проникність
великі втрати при
Магнітно-тверді сталі і сплави
Вимоги:
висока коерцитивна сила
мала магнітна проникність
великі втрати при
Слайд 48Висока коерцетивна сила досягається через:
А) особливості фазових перетворень:
Мартенситним перетворенням.
Розпадом твердого розчину і
Висока коерцетивна сила досягається через:
А) особливості фазових перетворень:
Мартенситним перетворенням.
Розпадом твердого розчину і
Слайд 49Для постійних магнітів використовують :
Високовуглецеві сталі зі структурою М, леговані Cr та
Для постійних магнітів використовують :
Високовуглецеві сталі зі структурою М, леговані Cr та
Слайд 50
Хімічний склад деяких марок магнітно-твердої сталі
Хімічний склад деяких марок магнітно-твердої сталі
Слайд 51Маркировка магнітно-твердої сталі
ЕХ – “Е” – магнітно-тверда сталь
Х – хромиста,
Маркировка магнітно-твердої сталі
ЕХ – “Е” – магнітно-тверда сталь
Х – хромиста,
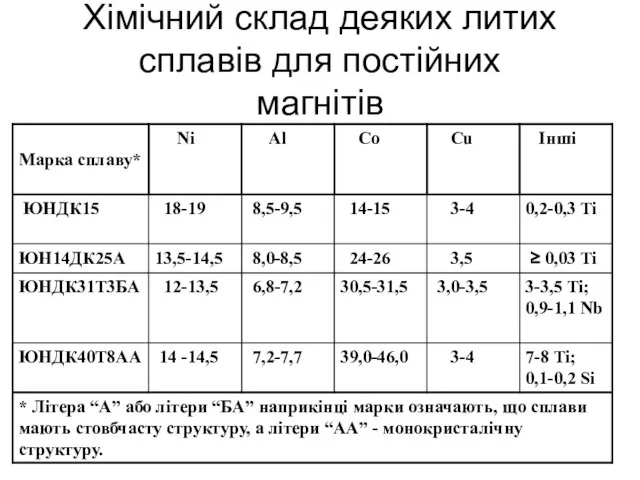
Слайд 52Хімічний склад деяких литих сплавів для постійних
магнітів
Хімічний склад деяких литих сплавів для постійних
магнітів
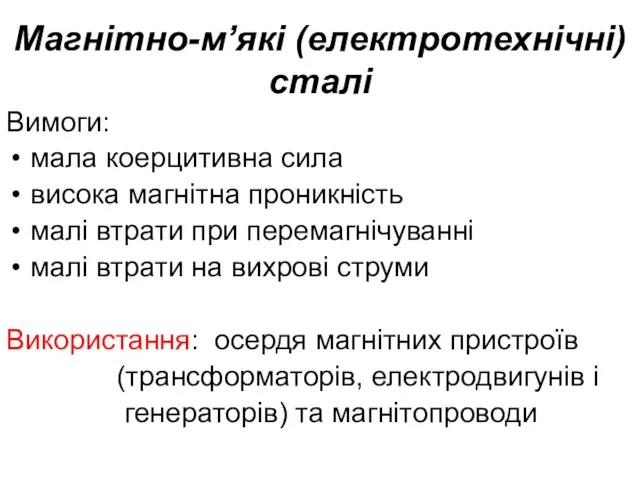
Слайд 53Магнітно-м’які (електротехнічні) сталі
Вимоги:
мала коерцитивна сила
висока магнітна проникність
малі втрати при
Магнітно-м’які (електротехнічні) сталі
Вимоги:
мала коерцитивна сила
висока магнітна проникність
малі втрати при
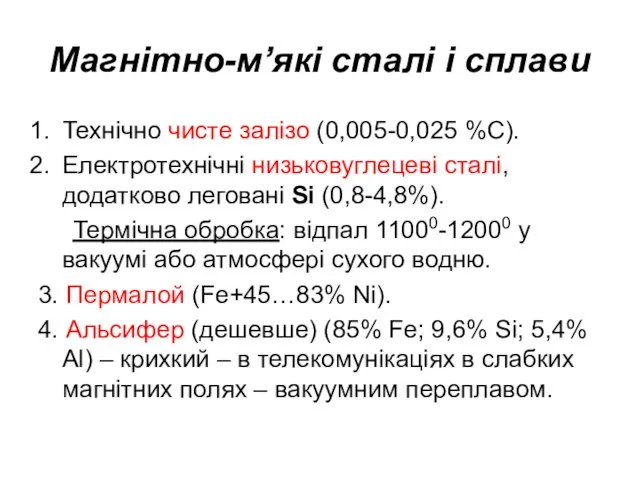
Слайд 54Магнітно-м’які сталі і сплави
Технічно чисте залізо (0,005-0,025 %С).
Електротехнічні низьковуглецеві сталі, додатково леговані
Магнітно-м’які сталі і сплави
Технічно чисте залізо (0,005-0,025 %С).
Електротехнічні низьковуглецеві сталі, додатково леговані
 Реализация метода ролевой игры на практическом занятии по теме: Этикет предпринимателя
Реализация метода ролевой игры на практическом занятии по теме: Этикет предпринимателя Сайдинг. Виды сайдинга
Сайдинг. Виды сайдинга Строение цветковых растений
Строение цветковых растений Расходы. Закон Энгеля
Расходы. Закон Энгеля Федеральный закон от 25.12.2008 № 273-ФЗ, ст. 13, ч. 1
Федеральный закон от 25.12.2008 № 273-ФЗ, ст. 13, ч. 1 Презентация на тему Письмо 5 класс
Презентация на тему Письмо 5 класс Презентация на тему Додекаэдр
Презентация на тему Додекаэдр  Имя прилагательное
Имя прилагательное Презентация на тему Правила первоклассников
Презентация на тему Правила первоклассников  Об истории развития компании ООО «Верное Решение КС» - российская IT-компания, созданная в 2007 году. Наша цель - предложить пользовате
Об истории развития компании ООО «Верное Решение КС» - российская IT-компания, созданная в 2007 году. Наша цель - предложить пользовате Короткое замыкание
Короткое замыкание Управление затратами в добыче нефти в ООО «РН – Северная нефть»
Управление затратами в добыче нефти в ООО «РН – Северная нефть» Урок литературного чтения 2-й класс
Урок литературного чтения 2-й класс УСТНЫЙ
УСТНЫЙ Презентация на тему: Почвенные ресурсы России 8 класс
Презентация на тему: Почвенные ресурсы России 8 класс Презентация на тему Знаки препинания при вводных словах и предложениях
Презентация на тему Знаки препинания при вводных словах и предложениях Урок-викторина по сказкам А. С. Пушкина
Урок-викторина по сказкам А. С. Пушкина Программа Детокс
Программа Детокс Jim Carrey
Jim Carrey Рождество в России
Рождество в России Соборы Кремля
Соборы Кремля В отпуск без долгов
В отпуск без долгов Сто лет одиночества
Сто лет одиночества Презентация на тему Мутации
Презентация на тему Мутации  Презентация по изо на тему _Звери в лесу_ (2 класс) (1)
Презентация по изо на тему _Звери в лесу_ (2 класс) (1) План финансово-хозяйственной деятельности СГМУ на 2012 год
План финансово-хозяйственной деятельности СГМУ на 2012 год Механические волны
Механические волны Презентация на тему Взрослеем
Презентация на тему Взрослеем