- Соединения деталей машин

Содержание
- 2. ОБЩИЕ ПОЛОЖЕНИЯ Детали машин соответствующим образом соединяются между собой, образуя подвижное или неподвижное соединение. Различают разъемные
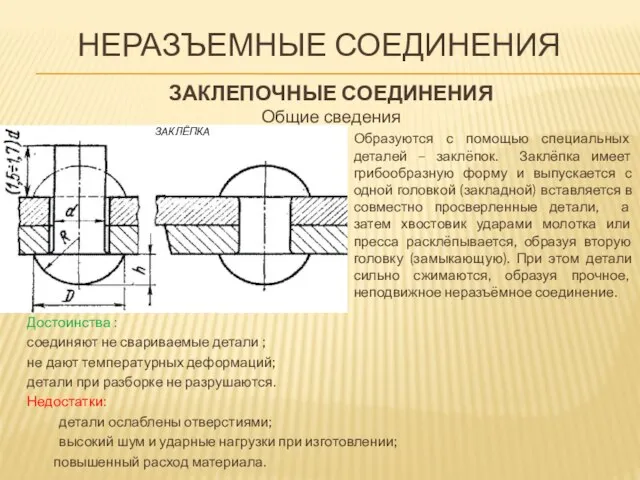
- 3. НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ Общие сведения Образуются с помощью специальных деталей – заклёпок. Заклёпка имеет грибообразную
- 4. ВИДЫ ШВОВ Соединение деталей машины или сооружения, осуществленное группой заклепок, называется заклепочным швом. По назначению различают:
- 5. СВАРКА Общие сведения Сварка—это технологический процесс соединения металлических деталей, основанный на использовании сил молекулярного сцепления происходящий
- 6. ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ СВАРНЫХ ШВОВ В зависимости от расположения соединяемых частей различают следующие виды
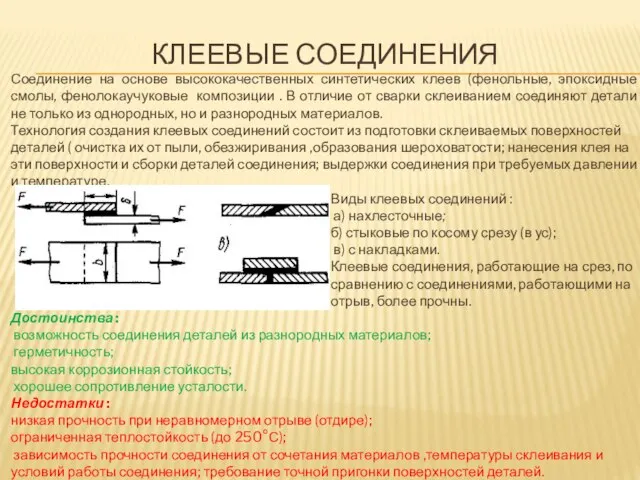
- 7. КЛЕЕВЫЕ СОЕДИНЕНИЯ Соединение на основе высококачественных синтетических клеев (фенольные, эпоксидные смолы, фенолокаучуковые композиции . В отличие
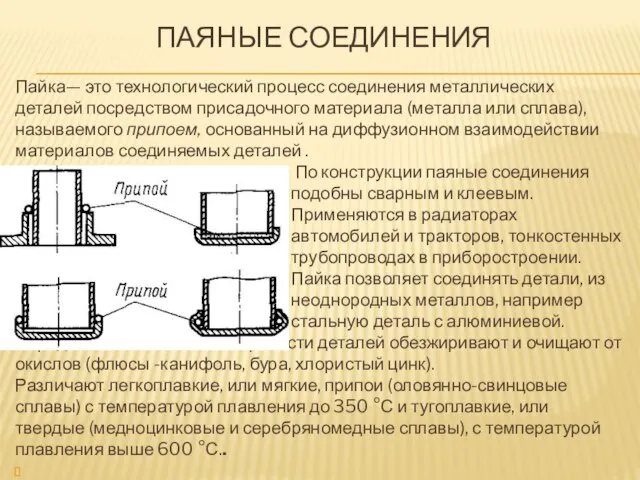
- 8. ПАЯНЫЕ СОЕДИНЕНИЯ Пайка— это технологический процесс соединения металлических деталей посредством присадочного материала (металла или сплава), называемого
- 9. СОЕДИНЕНИЯ С НАТЯГОМ Цилиндрические соединения с натягом Из соединений деталей, выполняемых с натягом, наиболее распространены цилиндрические,
- 10. РАЗЪЕМНЫЕ СОЕДИНЕНИЯ Резьбовые соединения Резьбовые соединения относятся к разъемным и выполняются посредством сверления отверстий в соединяемых
- 11. ДОСТОИНСТВА И НЕДОСТАТКИ Достоинства: высокая надёжность; удобство сборки-разборки; простота конструкции; дешевизна (вследствие стандартизации); технологичность; возможность регулировки
- 12. СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБ Существует следующие способы изготовления резьб: нарезание; накатывание; литье; выдавливание. Нарезание резьб осуществляется резцами,
- 13. КОНСТРУКТИВНЫЕ ФОРМЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
- 14. ШПОНОЧНЫЕ СОЕДИНЕНИЯ Шпоночное соединение образуют шпонка 1, вал 2 и ступица 3 колеса (шкива, звездочки и
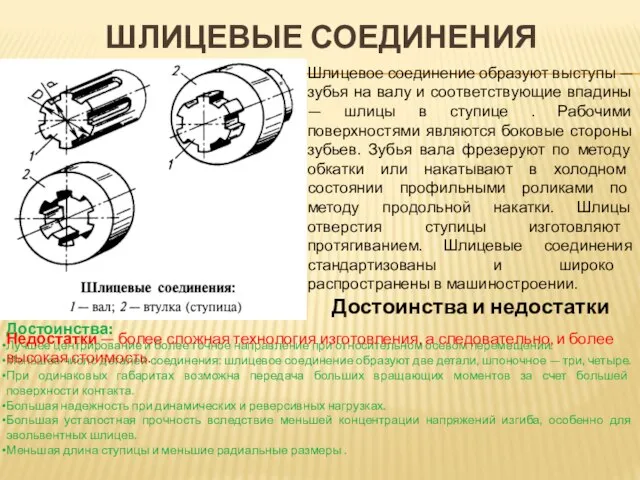
- 15. ШЛИЦЕВЫЕ СОЕДИНЕНИЯ Шлицевое соединение образуют выступы — зубья на валу и соответствующие впадины — шлицы в
- 17. Скачать презентацию
Слайд 2ОБЩИЕ ПОЛОЖЕНИЯ
Детали машин соответствующим образом соединяются между собой, образуя подвижное или неподвижное
ОБЩИЕ ПОЛОЖЕНИЯ
Детали машин соответствующим образом соединяются между собой, образуя подвижное или неподвижное
Слайд 3НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Общие сведения
Образуются с помощью специальных деталей – заклёпок. Заклёпка имеет
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Общие сведения
Образуются с помощью специальных деталей – заклёпок. Заклёпка имеет
Слайд 4ВИДЫ ШВОВ
Соединение деталей машины или сооружения, осуществленное группой заклепок, называется заклепочным швом.
По
ВИДЫ ШВОВ
Соединение деталей машины или сооружения, осуществленное группой заклепок, называется заклепочным швом.
По
Слайд 5СВАРКА
Общие сведения
Сварка—это технологический процесс соединения металлических деталей, основанный на использовании сил
СВАРКА
Общие сведения
Сварка—это технологический процесс соединения металлических деталей, основанный на использовании сил
Слайд 6ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ СВАРНЫХ ШВОВ
В зависимости от расположения соединяемых частей
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ СВАРНЫХ ШВОВ
В зависимости от расположения соединяемых частей

Слайд 7КЛЕЕВЫЕ СОЕДИНЕНИЯ
Соединение на основе высококачественных синтетических клеев (фенольные, эпоксидные смолы, фенолокаучуковые композиции
КЛЕЕВЫЕ СОЕДИНЕНИЯ
Соединение на основе высококачественных синтетических клеев (фенольные, эпоксидные смолы, фенолокаучуковые композиции
Слайд 8ПАЯНЫЕ СОЕДИНЕНИЯ
Пайка— это технологический процесс соединения металлических деталей посредством присадочного материала (металла
ПАЯНЫЕ СОЕДИНЕНИЯ
Пайка— это технологический процесс соединения металлических деталей посредством присадочного материала (металла
Слайд 9СОЕДИНЕНИЯ С НАТЯГОМ
Цилиндрические соединения с натягом
Из соединений деталей, выполняемых с натягом, наиболее
СОЕДИНЕНИЯ С НАТЯГОМ
Цилиндрические соединения с натягом
Из соединений деталей, выполняемых с натягом, наиболее
Слайд 10РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Резьбовые соединения
Резьбовые соединения относятся к разъемным и выполняются посредством сверления отверстий
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Резьбовые соединения
Резьбовые соединения относятся к разъемным и выполняются посредством сверления отверстий

Слайд 11ДОСТОИНСТВА И НЕДОСТАТКИ
Достоинства:
высокая надёжность;
удобство сборки-разборки;
простота конструкции;
дешевизна (вследствие стандартизации);
технологичность;
возможность регулировки силы сжатия.
Недостатки:
концентрация напряжений
ДОСТОИНСТВА И НЕДОСТАТКИ
Достоинства:
высокая надёжность;
удобство сборки-разборки;
простота конструкции;
дешевизна (вследствие стандартизации);
технологичность;
возможность регулировки силы сжатия.
Недостатки:
концентрация напряжений
Слайд 12СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБ
Существует следующие способы изготовления резьб:
нарезание;
накатывание;
литье;
выдавливание.
Нарезание резьб осуществляется резцами, гребенками, плашками,
СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБ
Существует следующие способы изготовления резьб:
нарезание;
накатывание;
литье;
выдавливание.
Нарезание резьб осуществляется резцами, гребенками, плашками,
Слайд 13КОНСТРУКТИВНЫЕ ФОРМЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
КОНСТРУКТИВНЫЕ ФОРМЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ

Слайд 14ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Шпоночное соединение образуют шпонка 1, вал 2 и ступица 3 колеса
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Шпоночное соединение образуют шпонка 1, вал 2 и ступица 3 колеса

Слайд 15ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шлицевое соединение образуют выступы — зубья на валу и соответствующие впадины
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шлицевое соединение образуют выступы — зубья на валу и соответствующие впадины
 Атомно-абсорбционный анализ
Атомно-абсорбционный анализ УНИДРУА: международный институт по унификации частного права
УНИДРУА: международный институт по унификации частного права 2. Водопад Виктория. 3. Высота и ширина водопада. 4. Как течет З
2. Водопад Виктория. 3. Высота и ширина водопада. 4. Как течет З Владимир Алексеевич Зернов - доктор технических наук, профессор, Ректор Российского нового университета, Председатель Совета Асс
Владимир Алексеевич Зернов - доктор технических наук, профессор, Ректор Российского нового университета, Председатель Совета Асс Водоросли
Водоросли Предмет юрислингвистики. Язык и право
Предмет юрислингвистики. Язык и право Массаж. Московский район Санкт-Петербурга
Массаж. Московский район Санкт-Петербурга PetroCup rules
PetroCup rules Презентация на тему Аборты. О вреде абортов
Презентация на тему Аборты. О вреде абортов  Умные тележки. Проект
Умные тележки. Проект В гостях у русской печки
В гостях у русской печки Презентация на тему Помощь при автодорожном происшествии
Презентация на тему Помощь при автодорожном происшествии Презентация на тему Древние археологические памятники Урала
Презентация на тему Древние археологические памятники Урала Введение в мир фракталов
Введение в мир фракталов Architecture of London
Architecture of London Металлическая посуда
Металлическая посуда О комплексе мер по модернизации системы общего образования Красноярского края
О комплексе мер по модернизации системы общего образования Красноярского края Active Vocabulary
Active Vocabulary Диагностическая модель в психологии социальной работы
Диагностическая модель в психологии социальной работы Информация для родителей будущих первоклассников 2021
Информация для родителей будущих первоклассников 2021 Презентация на тему Конденсаторы и электроёмкость
Презентация на тему Конденсаторы и электроёмкость Развитие представлений о Вселенной
Развитие представлений о Вселенной Практический семинарТЕМА:
Практический семинарТЕМА: Город-герой Киев (10 класс)
Город-герой Киев (10 класс) Быть или не быть, курить иль не курить
Быть или не быть, курить иль не курить Способы измерения влияния факторов в детерминированном анализе
Способы измерения влияния факторов в детерминированном анализе Модернизация региональных систем общего образования
Модернизация региональных систем общего образования Предлоги к, от
Предлоги к, от