- Спроектировать участок сборо-сварочного цеха по изготовлению Опоры Оп1-1 для серийного типа

Содержание
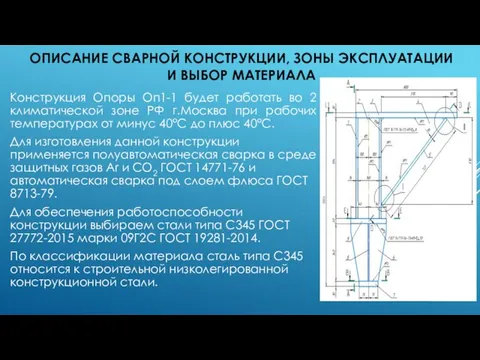
- 2. ОПИСАНИЕ СВАРНОЙ КОНСТРУКЦИИ, ЗОНЫ ЭКСПЛУАТАЦИИ И ВЫБОР МАТЕРИАЛА Конструкция Опоры Оп1-1 будет работать во 2 климатической
- 3. ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ОБОРУДОВАНИЕ Технологический процесс изготовления конструкции разработан с учетом серийного типа производства
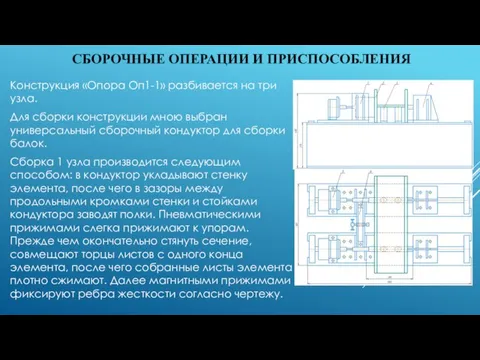
- 4. СБОРОЧНЫЕ ОПЕРАЦИИ И ПРИСПОСОБЛЕНИЯ Конструкция «Опора Оп1-1» разбивается на три узла. Для сборки конструкции мною выбран
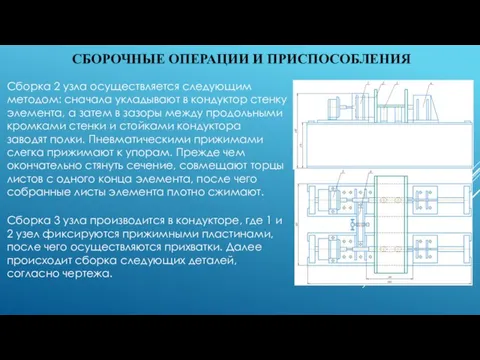
- 5. СБОРОЧНЫЕ ОПЕРАЦИИ И ПРИСПОСОБЛЕНИЯ Сборка 2 узла осуществляется следующим методом: сначала укладывают в кондуктор стенку элемента,
- 6. СВАРОЧНЫЕ ОПЕРАЦИИ И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ Сварку Опоры производим полуавтоматической сваркой ГОСТ 14771-76 и автоматической сваркой ГОСТ
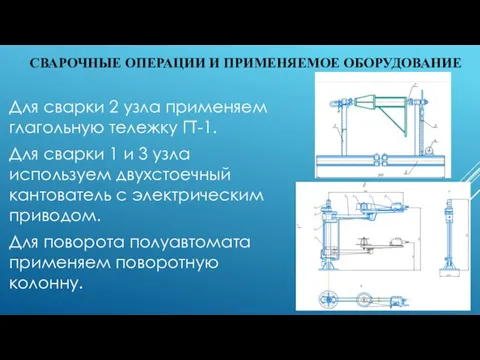
- 7. СВАРОЧНЫЕ ОПЕРАЦИИ И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ Для сварки 2 узла применяем глагольную тележку ГТ-1. Для сварки 1
- 8. КОНТРОЛЬ КАЧЕСТВА Контроль качества сварных швов произвожу визуально-оптическим методом в объеме 100%, которым выявляются наружные дефекты,
- 9. ТРАНСПОРТИРОВКА И ГРУЗООБОРОТ НА УЧАСТКЕ Грузооборот на участке выполняется следующим образом: 1.Комплектация деталей производится при помощи
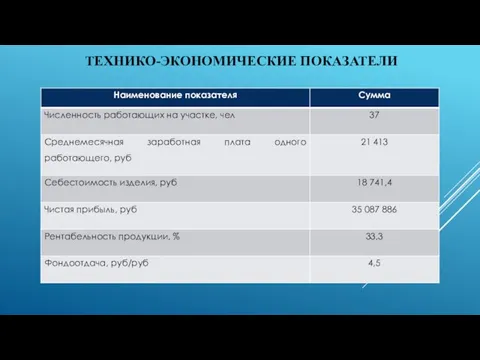
- 10. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
- 11. ЗАКЛЮЧЕНИЕ Проектируемый участок позволяет обеспечить серийный выпуск конструкции Опоры Оп1-1. Участок оснащен современным высокотехнологичным оборудованием, обладающим
- 13. Скачать презентацию
Слайд 2ОПИСАНИЕ СВАРНОЙ КОНСТРУКЦИИ, ЗОНЫ ЭКСПЛУАТАЦИИ И ВЫБОР МАТЕРИАЛА
Конструкция Опоры Оп1-1 будет работать
ОПИСАНИЕ СВАРНОЙ КОНСТРУКЦИИ, ЗОНЫ ЭКСПЛУАТАЦИИ И ВЫБОР МАТЕРИАЛА
Конструкция Опоры Оп1-1 будет работать
Слайд 3ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ОБОРУДОВАНИЕ
Технологический процесс изготовления конструкции разработан с учетом
ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ОБОРУДОВАНИЕ
Технологический процесс изготовления конструкции разработан с учетом

Слайд 4СБОРОЧНЫЕ ОПЕРАЦИИ И ПРИСПОСОБЛЕНИЯ
Конструкция «Опора Оп1-1» разбивается на три узла.
Для сборки конструкции
СБОРОЧНЫЕ ОПЕРАЦИИ И ПРИСПОСОБЛЕНИЯ
Конструкция «Опора Оп1-1» разбивается на три узла.
Для сборки конструкции
Слайд 5СБОРОЧНЫЕ ОПЕРАЦИИ И ПРИСПОСОБЛЕНИЯ
Сборка 2 узла осуществляется следующим методом: сначала укладывают в
СБОРОЧНЫЕ ОПЕРАЦИИ И ПРИСПОСОБЛЕНИЯ
Сборка 2 узла осуществляется следующим методом: сначала укладывают в
Слайд 6СВАРОЧНЫЕ ОПЕРАЦИИ И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Сварку Опоры производим полуавтоматической сваркой ГОСТ 14771-76 и
СВАРОЧНЫЕ ОПЕРАЦИИ И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Сварку Опоры производим полуавтоматической сваркой ГОСТ 14771-76 и
Слайд 7СВАРОЧНЫЕ ОПЕРАЦИИ И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Для сварки 2 узла применяем глагольную тележку ГТ-1.
Для
СВАРОЧНЫЕ ОПЕРАЦИИ И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Для сварки 2 узла применяем глагольную тележку ГТ-1.
Для
Слайд 8КОНТРОЛЬ КАЧЕСТВА
Контроль качества сварных швов произвожу визуально-оптическим методом в объеме 100%, которым
КОНТРОЛЬ КАЧЕСТВА
Контроль качества сварных швов произвожу визуально-оптическим методом в объеме 100%, которым

Слайд 9ТРАНСПОРТИРОВКА И ГРУЗООБОРОТ НА УЧАСТКЕ
Грузооборот на участке выполняется следующим образом:
1.Комплектация деталей производится
ТРАНСПОРТИРОВКА И ГРУЗООБОРОТ НА УЧАСТКЕ
Грузооборот на участке выполняется следующим образом:
1.Комплектация деталей производится

Слайд 10ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Слайд 11ЗАКЛЮЧЕНИЕ
Проектируемый участок позволяет обеспечить серийный выпуск конструкции Опоры Оп1-1. Участок оснащен современным
ЗАКЛЮЧЕНИЕ
Проектируемый участок позволяет обеспечить серийный выпуск конструкции Опоры Оп1-1. Участок оснащен современным
 Выявление причин не включения компрессора на одной из секции электропоезда ЭТ2М
Выявление причин не включения компрессора на одной из секции электропоезда ЭТ2М Ты только-что получил/а объятье от друга
Ты только-что получил/а объятье от друга Игры настольный теннис
Игры настольный теннис Вода – одно из главных богатств на Земле. Почему так говорят?
Вода – одно из главных богатств на Земле. Почему так говорят? Коммерческие предложения. Услуги типографии
Коммерческие предложения. Услуги типографии Виртуальная выставка книг, посвящённая Великой Победе
Виртуальная выставка книг, посвящённая Великой Победе РОЛЬ ДАЛЬНЕВОСТОЧНОГО ФЕДЕРАЛЬНОГО УНИВЕРСИТЕТА В ИННОВАЦИОННОМ РАЗВИТИИ РЕГИОНА
РОЛЬ ДАЛЬНЕВОСТОЧНОГО ФЕДЕРАЛЬНОГО УНИВЕРСИТЕТА В ИННОВАЦИОННОМ РАЗВИТИИ РЕГИОНА Презентация на тему Слова-паразиты в речи
Презентация на тему Слова-паразиты в речи  Киріяк Костанді 1852 - 1921
Киріяк Костанді 1852 - 1921 Где логика?
Где логика? ДИФФЕРЕНЦИАЛЬНАЯ ДИАГНОСТИКА ПОРАЖЕНИИ ЛИЦЕВОГО НЕРВА НА РАЗНЫХ УРОВНЯХ
ДИФФЕРЕНЦИАЛЬНАЯ ДИАГНОСТИКА ПОРАЖЕНИИ ЛИЦЕВОГО НЕРВА НА РАЗНЫХ УРОВНЯХ Новые рекламные возможности торговой сети «Молния»
Новые рекламные возможности торговой сети «Молния» Искусство в годы Великой Отечественной войны
Искусство в годы Великой Отечественной войны Немного о программе: В 2010 году в Беларуси вышел первый сезон программ «Брэйн-ринг». После успешных эфиров и многочисленных заявок н
Немного о программе: В 2010 году в Беларуси вышел первый сезон программ «Брэйн-ринг». После успешных эфиров и многочисленных заявок н Коммуникации в сфере культуры и искусства
Коммуникации в сфере культуры и искусства «Весёлый компьютер»
«Весёлый компьютер» Собрание задач на движение
Собрание задач на движение Резьба. Резьбовые соединения
Резьба. Резьбовые соединения Защита авторских прав и интеллектуальной собственности
Защита авторских прав и интеллектуальной собственности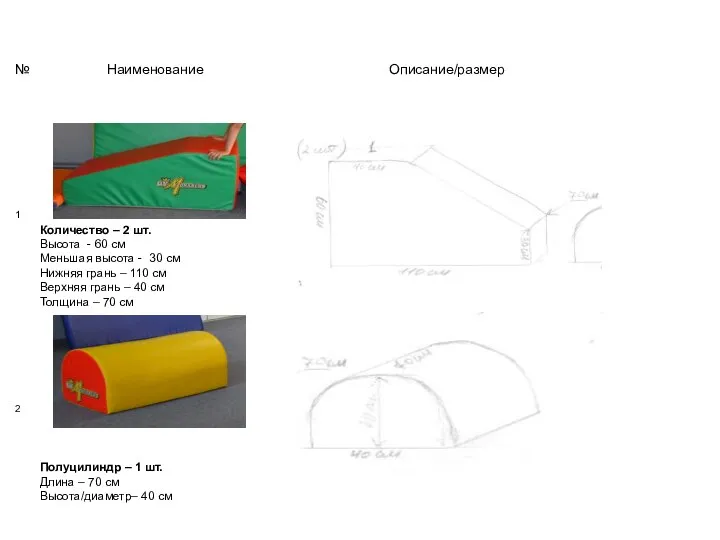 Оборудование для зала
Оборудование для зала Цепи постоянного и переменного тока
Цепи постоянного и переменного тока Вред фаст-фуда
Вред фаст-фуда Выборы Президента РФ
Выборы Президента РФ Политика военного коммунизма
Политика военного коммунизма Private kitchen
Private kitchen Деловая беседа как основная форма делового общения
Деловая беседа как основная форма делового общения Презентация нового продукта «Обзор заработных плат»
Презентация нового продукта «Обзор заработных плат» Татьянин день
Татьянин день