- Строгально-протяжные станки

Содержание
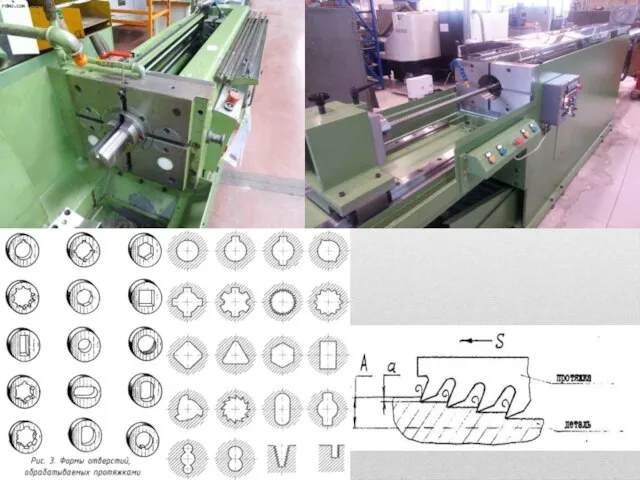
- 2. Строгальные станки применяют для обработки резцами различных поверхностей, таких как: пазы типа ласточкин хвост, напривляющие, канавки,
- 3. Поперечно-строгальные станки Рассмотрим на примере Поперечно-строгального станка модели 7307ТД. Рис. 1. Общий вид поперечно-строгального станка модели
- 4. направляющими в форме «ласточкина хвоста», по которым прямолинейно возвратно-поступательно перемещаются ползун с прикрепленным к его переднему
- 5. Продольно-строгальные станки В отличии от поперечно-строгальных станков рассчитанных на обработку малых и средних деталей, продоль-но-строгальные станки
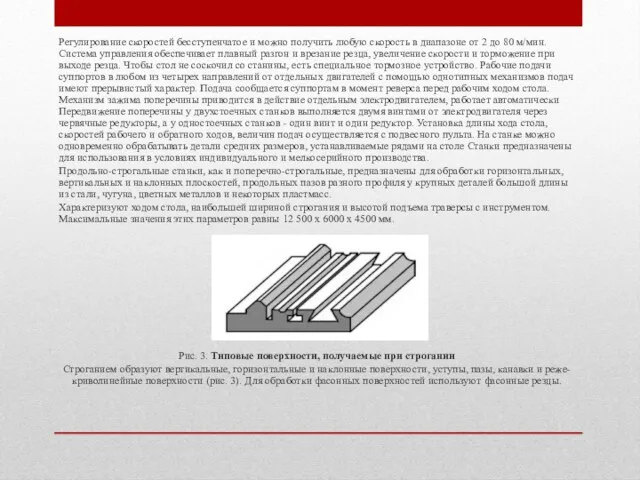
- 6. Регулирование скоростей бесступенчатое и можно получить любую скорость в диапазоне от 2 до 80 м/мин. Система
- 8. Для строгания тяжелых деталей все чаще делают станки с неподвижным столом и движущимся порталом с инструментом
- 9. Горизонтально-протяжные станки Применяются в массовом производстве для обработки с высокой точностью внутренних и наружных поверхностей металлических
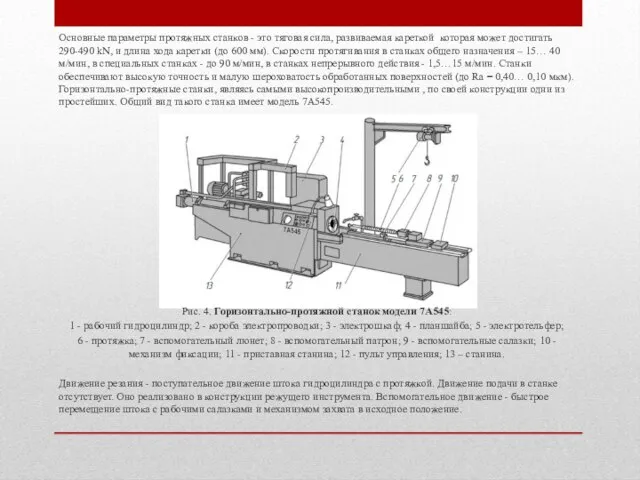
- 10. Основные параметры протяжных станков - это тяговая сила, развиваемая кареткой которая может достигать 290-490 kN, и
- 11. Работает станок в полуавтоматическом режиме. В исходном положении рабочие салазки с патроном находятся в крайнем правом
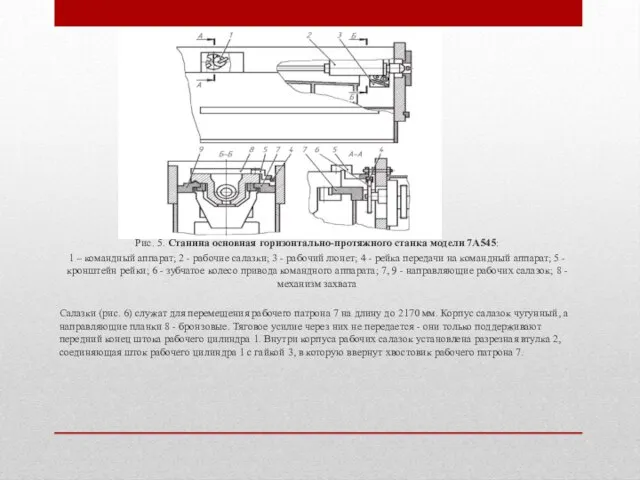
- 12. Рис. 5. Станина основная горизонтально-протяжного станка модели 7А545: 1 – командный аппарат; 2 - рабочие салазки;
- 13. Рис. 6. Рабочие салазки горизонтально-протяжного станка модели 7А545: 1 - шток гидроцилиндра; 2 - разрезная втулка;
- 14. Рис. 7. Рабочий патрон горизонтально-протяжного станка 7А545 Поворот кулачков 3 в рабочее положение происходит от пружины
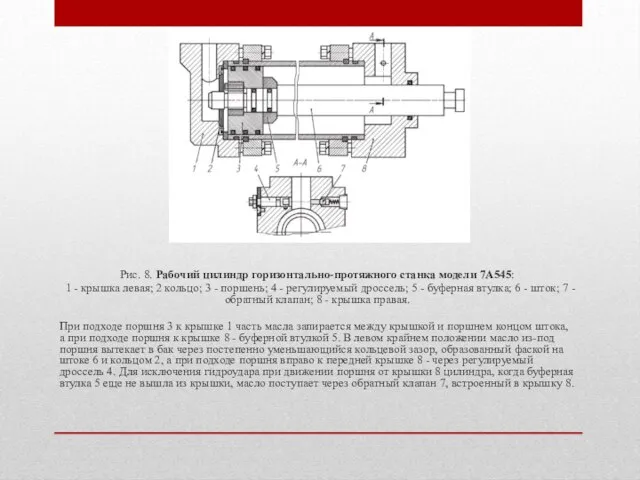
- 15. Рис. 8. Рабочий цилиндр горизонтально-протяжного станка модели 7А545: 1 - крышка левая; 2 кольцо; 3 -
- 16. С той же целью в задней крышке 1 встроено плавающее кольцо 2, которое отходит от крышки,
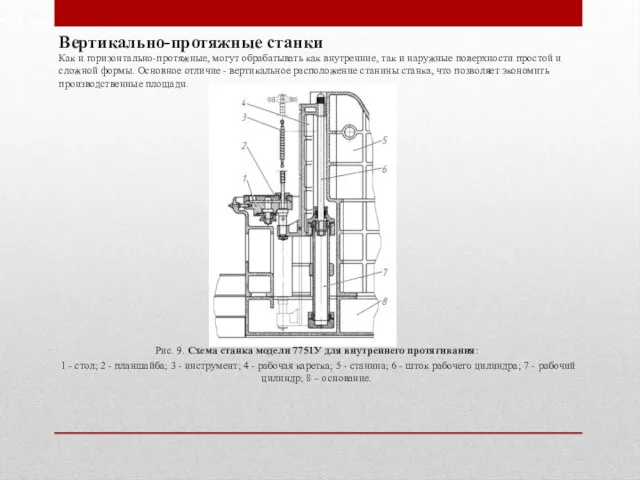
- 18. Вертикально-протяжные станки Как и горизонтально-протяжные, могут обрабатывать как внутренние, так и наружные поверхности простой и сложной
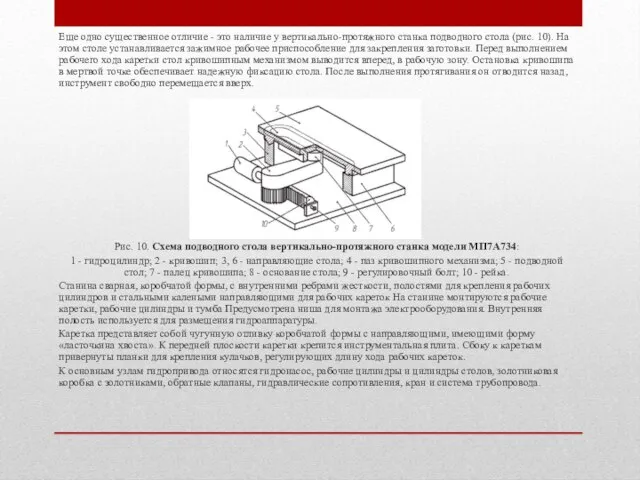
- 19. Еще одно существенное отличие - это наличие у вертикально-протяжного станка подводного стола (рис. 10). На этом
- 20. Также имеются станки с двумя подводными столами и двумя каретками, которые выполнены конструктивно так же, как
- 21. Станки для непрерывного протягивания Кроме работающих циклически, существуют протяжные станки непрерывного протягивания. Непрерывно-протяжные станки можно разделить
- 22. Шпоночно-протяжные станки Протягивание круглых отверстий, шпоночных, шлицевых и других канавок является наиболее распространенным видом протяжных работ.
- 24. Скачать презентацию
Слайд 2Строгальные станки применяют для обработки резцами различных поверхностей, таких как: пазы типа
Строгальные станки применяют для обработки резцами различных поверхностей, таких как: пазы типа
Слайд 3Поперечно-строгальные станки
Рассмотрим на примере Поперечно-строгального станка модели 7307ТД.
Рис. 1. Общий вид поперечно-строгального станка
Поперечно-строгальные станки
Рассмотрим на примере Поперечно-строгального станка модели 7307ТД.
Рис. 1. Общий вид поперечно-строгального станка

Слайд 4направляющими в форме «ласточкина хвоста», по которым прямолинейно возвратно-поступательно перемещаются ползун с
направляющими в форме «ласточкина хвоста», по которым прямолинейно возвратно-поступательно перемещаются ползун с

Слайд 5Продольно-строгальные станки
В отличии от поперечно-строгальных станков рассчитанных на обработку малых и
Продольно-строгальные станки
В отличии от поперечно-строгальных станков рассчитанных на обработку малых и

Слайд 6Регулирование скоростей бесступенчатое и можно получить любую скорость в диапазоне от 2
Регулирование скоростей бесступенчатое и можно получить любую скорость в диапазоне от 2

Слайд 8Для строгания тяжелых деталей все чаще делают станки с неподвижным столом и
Для строгания тяжелых деталей все чаще делают станки с неподвижным столом и

Слайд 9Горизонтально-протяжные станки
Применяются в массовом производстве для обработки с высокой точностью внутренних и
Горизонтально-протяжные станки
Применяются в массовом производстве для обработки с высокой точностью внутренних и
Слайд 10Основные параметры протяжных станков - это тяговая сила, развиваемая кареткой которая может
Основные параметры протяжных станков - это тяговая сила, развиваемая кареткой которая может
Слайд 11Работает станок в полуавтоматическом режиме. В исходном положении рабочие салазки с патроном
Работает станок в полуавтоматическом режиме. В исходном положении рабочие салазки с патроном
Слайд 12
Рис. 5. Станина основная горизонтально-протяжного станка модели 7А545:
1 – командный аппарат; 2 -
Рис. 5. Станина основная горизонтально-протяжного станка модели 7А545:
1 – командный аппарат; 2 -
Слайд 13
Рис. 6. Рабочие салазки горизонтально-протяжного станка модели 7А545:
1 - шток гидроцилиндра; 2 -
Рис. 6. Рабочие салазки горизонтально-протяжного станка модели 7А545:
1 - шток гидроцилиндра; 2 -

Слайд 14
Рис. 7. Рабочий патрон горизонтально-протяжного станка 7А545
Поворот кулачков 3 в рабочее положение происходит
Рис. 7. Рабочий патрон горизонтально-протяжного станка 7А545
Поворот кулачков 3 в рабочее положение происходит

Слайд 15
Рис. 8. Рабочий цилиндр горизонтально-протяжного станка модели 7А545:
1 - крышка левая; 2 кольцо;
Рис. 8. Рабочий цилиндр горизонтально-протяжного станка модели 7А545:
1 - крышка левая; 2 кольцо;
Слайд 16С той же целью в задней крышке 1 встроено плавающее кольцо 2,
С той же целью в задней крышке 1 встроено плавающее кольцо 2,

Слайд 18Вертикально-протяжные станки
Как и горизонтально-протяжные, могут обрабатывать как внутренние, так и наружные поверхности
Вертикально-протяжные станки
Как и горизонтально-протяжные, могут обрабатывать как внутренние, так и наружные поверхности
Слайд 19Еще одно существенное отличие - это наличие у вертикально-протяжного станка подводного стола
Еще одно существенное отличие - это наличие у вертикально-протяжного станка подводного стола
Слайд 20Также имеются станки с двумя подводными столами и двумя каретками, которые выполнены
Также имеются станки с двумя подводными столами и двумя каретками, которые выполнены

Слайд 21Станки для непрерывного протягивания
Кроме работающих циклически, существуют протяжные станки непрерывного протягивания. Непрерывно-протяжные
Станки для непрерывного протягивания
Кроме работающих циклически, существуют протяжные станки непрерывного протягивания. Непрерывно-протяжные

Слайд 22Шпоночно-протяжные станки
Протягивание круглых отверстий, шпоночных, шлицевых и других канавок является наиболее распространенным
Шпоночно-протяжные станки
Протягивание круглых отверстий, шпоночных, шлицевых и других канавок является наиболее распространенным

 Презентация на тему Древнегреческая цивилизация
Презентация на тему Древнегреческая цивилизация  Деловой китайский с Гибким Павлом_Урок 3
Деловой китайский с Гибким Павлом_Урок 3 Cовременные тенденции подготовки учителей
Cовременные тенденции подготовки учителей А.С.Пушкин и Няня
А.С.Пушкин и Няня Конструкция и декоративное убранство татарского традиционного жилища
Конструкция и декоративное убранство татарского традиционного жилища Мелашич Оксана Викторовна
Мелашич Оксана Викторовна Технология оценивания профессиональной компетентности педагогических работников в рамках аттестации на присвоение квалификаци
Технология оценивания профессиональной компетентности педагогических работников в рамках аттестации на присвоение квалификаци Модернизация физического воспитания в системе образования
Модернизация физического воспитания в системе образования Коррекция личностных особенностей подростков с девиантным поведением
Коррекция личностных особенностей подростков с девиантным поведением Презентация учителя начальных классов МОУ СОШ № 4 Андреевой Н.Ф.
Презентация учителя начальных классов МОУ СОШ № 4 Андреевой Н.Ф. «Анализ проблем классификации товаров в таможенных целях и пути их совершенствования на примере 13 и 14 групп товаров в ТН ВЭД » Под
«Анализ проблем классификации товаров в таможенных целях и пути их совершенствования на примере 13 и 14 групп товаров в ТН ВЭД » Под Социальные инновационные технологии+
Социальные инновационные технологии+ Эффективность освоения Ленской золотоносной провинции
Эффективность освоения Ленской золотоносной провинции Увеличиваем, уменьшаем число на 1
Увеличиваем, уменьшаем число на 1 Я маркетолог
Я маркетолог Живая и неживая природа
Живая и неживая природа Презентация на тему Животные живого уголка (1 класс)
Презентация на тему Животные живого уголка (1 класс) Крупные природные районы
Крупные природные районы Презентация школьной библиотеки
Презентация школьной библиотеки Понятие вероятности
Понятие вероятности Презентация на тему История возникновения Олимпийских игр
Презентация на тему История возникновения Олимпийских игр Управление разработкой продукта –как добиться максимальной результативности и не получить инфаркт
Управление разработкой продукта –как добиться максимальной результативности и не получить инфаркт Научный поиск. День аспиранта
Научный поиск. День аспиранта Урок презентация на тему Азбука – первая учебная книга
Урок презентация на тему Азбука – первая учебная книга  Орфограммы гласные и согласные. Повторение изученного в начальных классах
Орфограммы гласные и согласные. Повторение изученного в начальных классах Проектно-исследовательская деятельность обучающихся - основа их профессионального становления
Проектно-исследовательская деятельность обучающихся - основа их профессионального становления Клуб L&S
Клуб L&S Инклюзивное образование как один из приоритетов работы школы по реализации республиканского экспериментального проекта
Инклюзивное образование как один из приоритетов работы школы по реализации республиканского экспериментального проекта