- Сварные соединения элементов металлических конструкций

Содержание
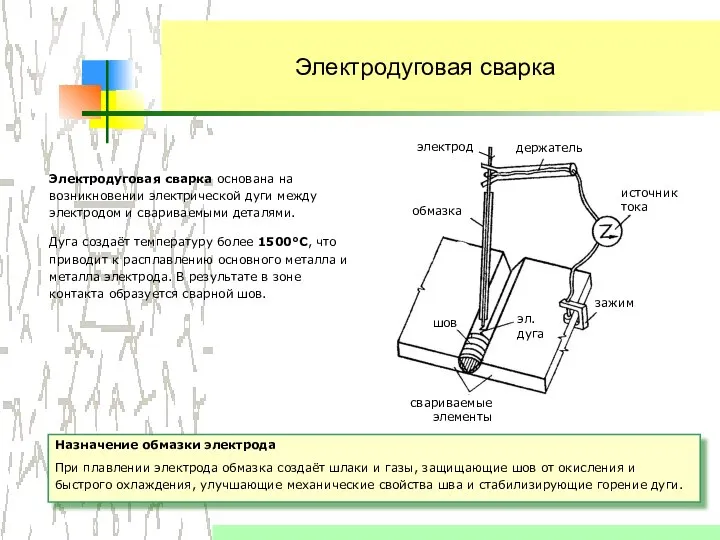
- 2. Электродуговая сварка Электродуговая сварка основана на возникновении электрической дуги между электродом и свариваемыми деталями. Дуга создаёт
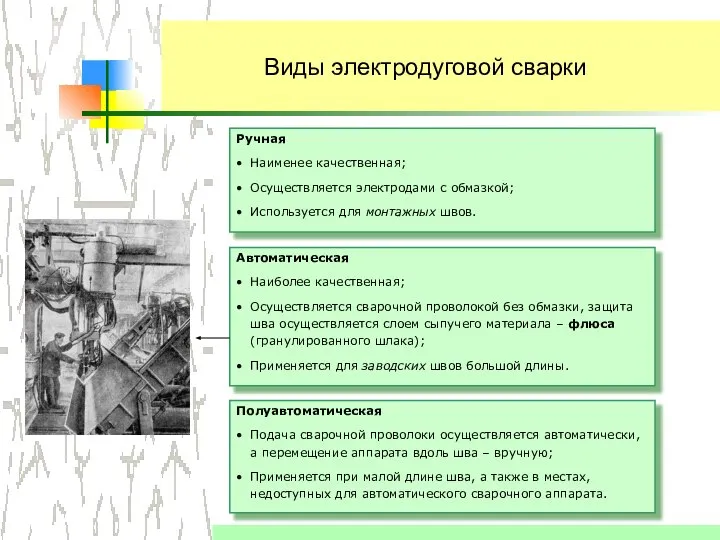
- 3. Виды электродуговой сварки Ручная Наименее качественная; Осуществляется электродами с обмазкой; Используется для монтажных швов. Автоматическая Наиболее
- 4. Виды сварных швов Торцы деталей приставляют один к другому встык и сваривают Условные обозначения Выполняются на
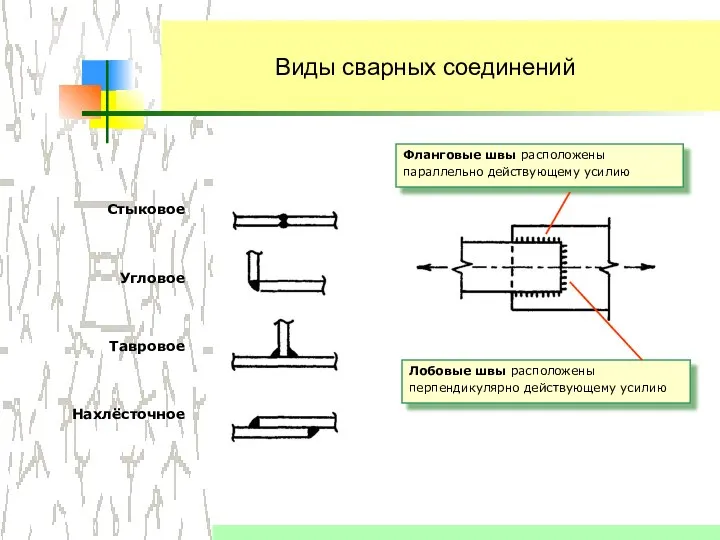
- 5. Виды сварных соединений Фланговые швы расположены параллельно действующему усилию Лобовые швы расположены перпендикулярно действующему усилию Стыковое
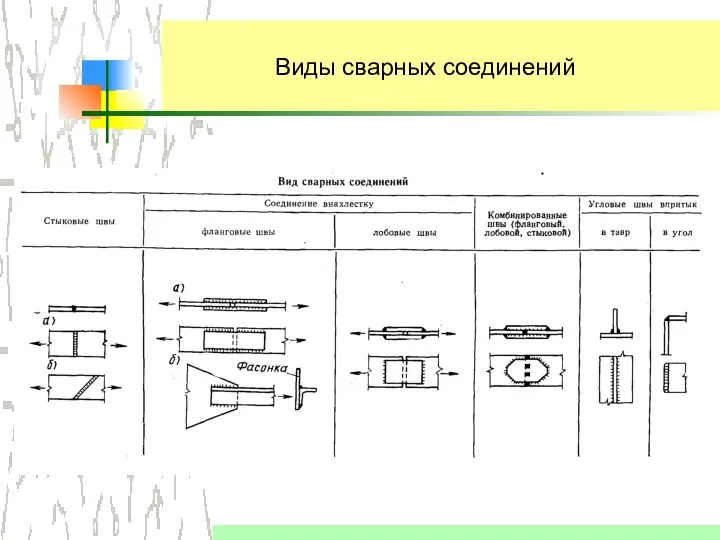
- 6. Виды сварных соединений
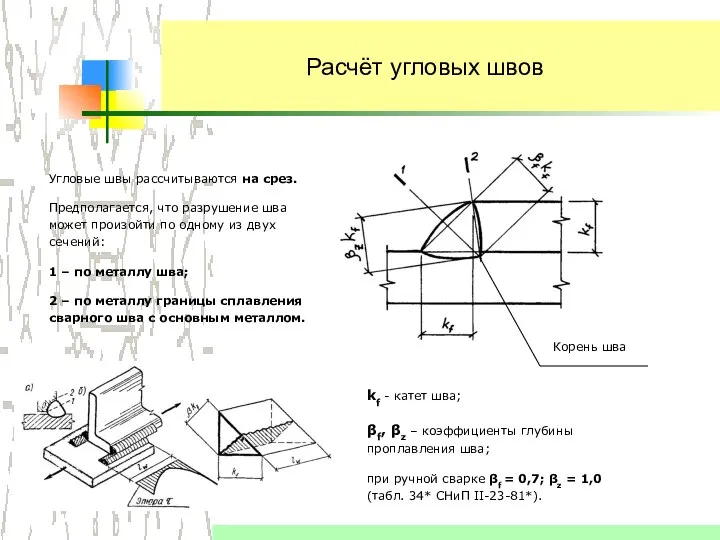
- 7. Расчёт угловых швов Корень шва Угловые швы рассчитываются на срез. Предполагается, что разрушение шва может произойти
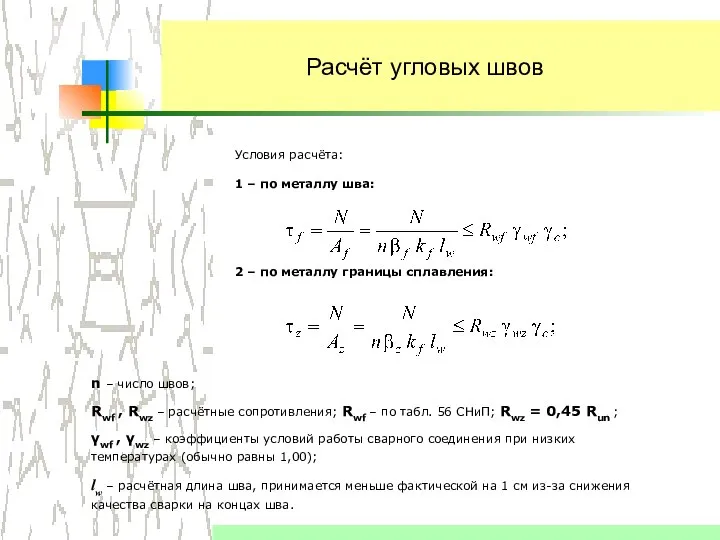
- 8. Расчёт угловых швов Условия расчёта: 1 – по металлу шва: 2 – по металлу границы сплавления:
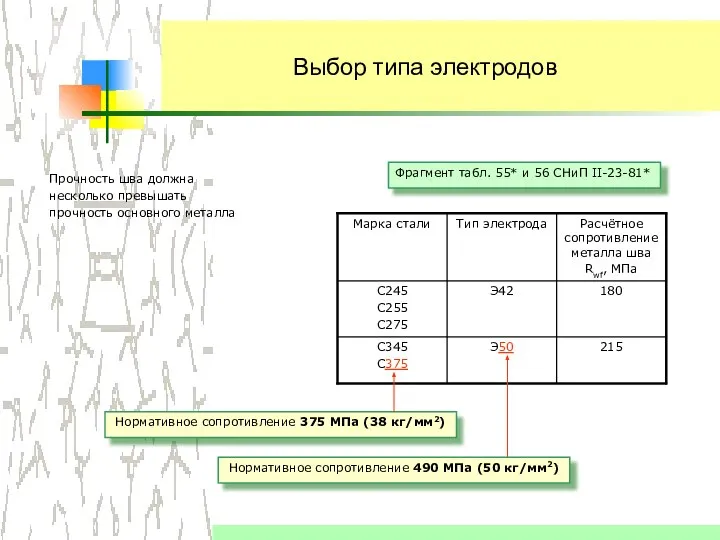
- 9. Выбор типа электродов Прочность шва должна несколько превышать прочность основного металла Нормативное сопротивление 375 МПа (38
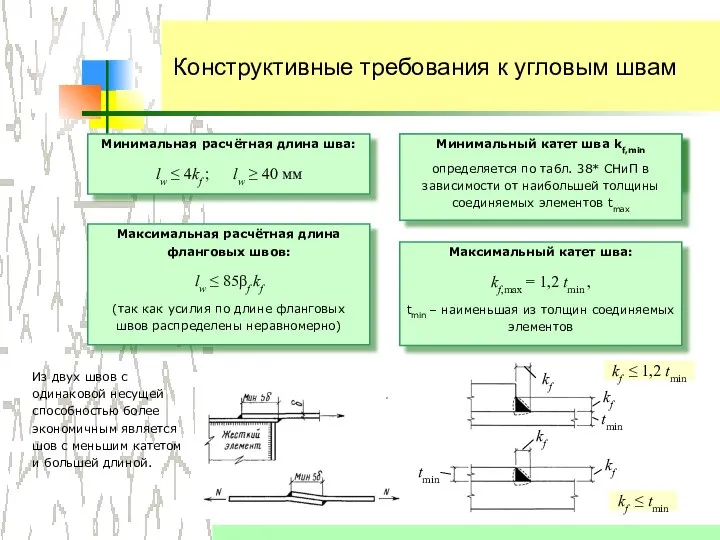
- 10. Конструктивные требования к угловым швам Из двух швов с одинаковой несущей способностью более экономичным является шов
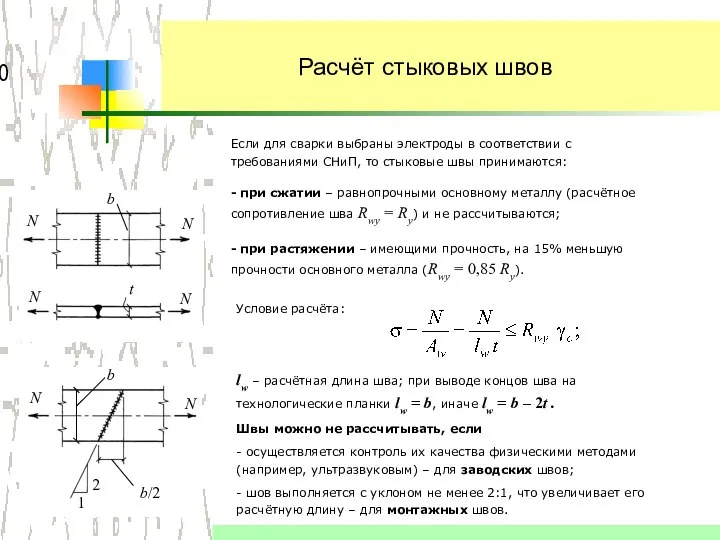
- 11. Если для сварки выбраны электроды в соответствии с требованиями СНиП, то стыковые швы принимаются: - при
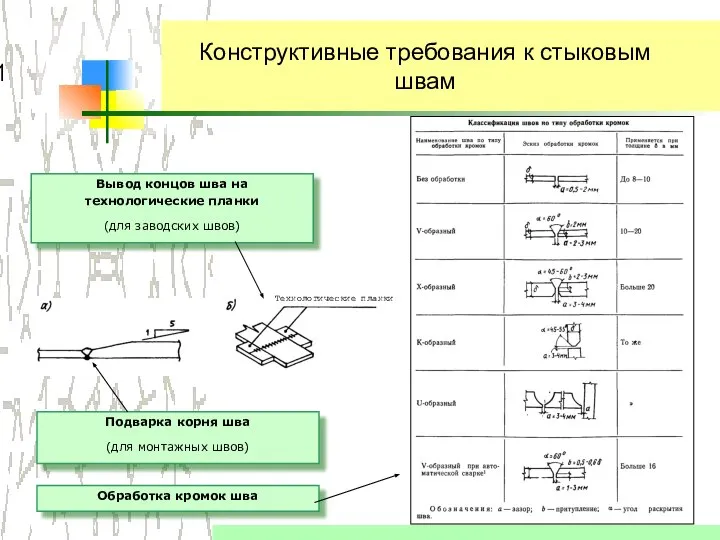
- 12. Конструктивные требования к стыковым швам Подварка корня шва (для монтажных швов) Вывод концов шва на технологические
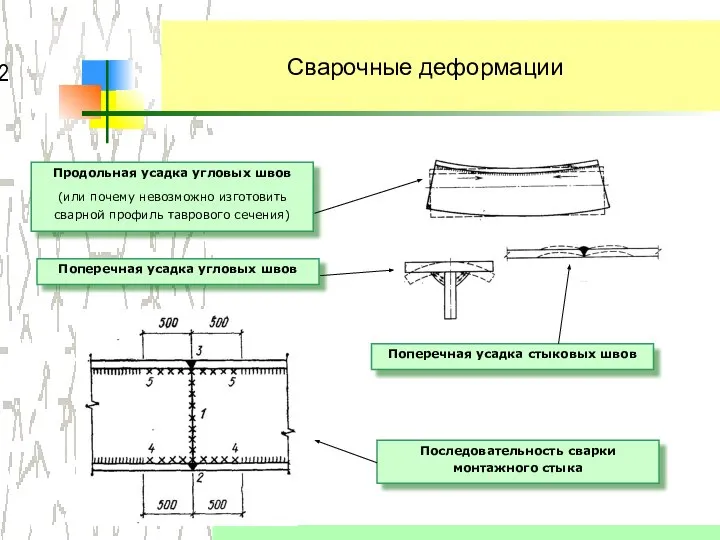
- 13. Сварочные деформации Последовательность сварки монтажного стыка Продольная усадка угловых швов (или почему невозможно изготовить сварной профиль
- 15. Скачать презентацию
Слайд 2Электродуговая сварка
Электродуговая сварка основана на возникновении электрической дуги между электродом и свариваемыми
Электродуговая сварка
Электродуговая сварка основана на возникновении электрической дуги между электродом и свариваемыми
Слайд 3Виды электродуговой сварки
Ручная
Наименее качественная;
Осуществляется электродами с обмазкой;
Используется для монтажных швов.
Автоматическая
Наиболее качественная;
Осуществляется сварочной
Виды электродуговой сварки
Ручная
Наименее качественная;
Осуществляется электродами с обмазкой;
Используется для монтажных швов.
Автоматическая
Наиболее качественная;
Осуществляется сварочной
Слайд 4Виды сварных швов
Торцы деталей приставляют один к другому встык и сваривают
Условные обозначения
Выполняются
Виды сварных швов
Торцы деталей приставляют один к другому встык и сваривают
Условные обозначения
Выполняются

Слайд 5Виды сварных соединений
Фланговые швы расположены параллельно действующему усилию
Лобовые швы расположены перпендикулярно действующему
Виды сварных соединений
Фланговые швы расположены параллельно действующему усилию
Лобовые швы расположены перпендикулярно действующему
Слайд 6Виды сварных соединений
Виды сварных соединений
Слайд 7Расчёт угловых швов
Корень шва
Угловые швы рассчитываются на срез.
Предполагается, что разрушение шва может
Расчёт угловых швов
Корень шва
Угловые швы рассчитываются на срез.
Предполагается, что разрушение шва может
Слайд 8Расчёт угловых швов
Условия расчёта:
1 – по металлу шва:
2 – по металлу границы
Расчёт угловых швов
Условия расчёта:
1 – по металлу шва:
2 – по металлу границы
Слайд 9Выбор типа электродов
Прочность шва должна несколько превышать прочность основного металла
Нормативное сопротивление 375
Выбор типа электродов
Прочность шва должна несколько превышать прочность основного металла
Нормативное сопротивление 375
Слайд 10Конструктивные требования к угловым швам
Из двух швов с одинаковой несущей способностью более
Конструктивные требования к угловым швам
Из двух швов с одинаковой несущей способностью более
Слайд 11Если для сварки выбраны электроды в соответствии с требованиями СНиП, то стыковые
Если для сварки выбраны электроды в соответствии с требованиями СНиП, то стыковые
Слайд 12Конструктивные требования к стыковым швам
Подварка корня шва
(для монтажных швов)
Вывод концов шва на
Конструктивные требования к стыковым швам
Подварка корня шва
(для монтажных швов)
Вывод концов шва на
Слайд 13Сварочные деформации
Последовательность сварки монтажного стыка
Продольная усадка угловых швов
(или почему невозможно изготовить сварной
Сварочные деформации
Последовательность сварки монтажного стыка
Продольная усадка угловых швов
(или почему невозможно изготовить сварной
 Примеры на чтение
Примеры на чтение Насекомые
Насекомые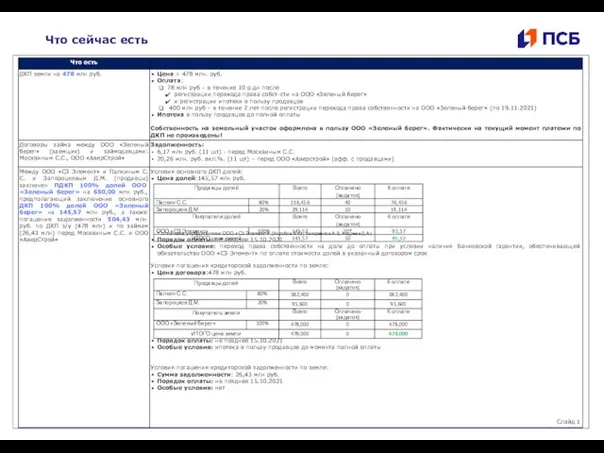 ООО Зеленый берег
ООО Зеленый берег Мобильный ID. Мировые технологии цифровой идентификации. МегаФон
Мобильный ID. Мировые технологии цифровой идентификации. МегаФон Целевые денежные фонды
Целевые денежные фонды Взаимодействие атомов элементов-неметаллов между собой
Взаимодействие атомов элементов-неметаллов между собой Российский фондовый рынок.Правило наилучшего исполнения.
Российский фондовый рынок.Правило наилучшего исполнения. Звериный стиль в искусстве дороманского периода
Звериный стиль в искусстве дороманского периода Столбчатый ростверковый фундамент
Столбчатый ростверковый фундамент “Картинка – новий рекламний інструмент для Інтернет-магазинів. Реклама на фотографіях”
“Картинка – новий рекламний інструмент для Інтернет-магазинів. Реклама на фотографіях” Принцип Гюйгенса
Принцип Гюйгенса Литературно-музыкальная композиция: «Подвиг народа бессмертен»
Литературно-музыкальная композиция: «Подвиг народа бессмертен» Международная и отечественная традиции тьюторства. Лекция 2
Международная и отечественная традиции тьюторства. Лекция 2 Презентация на тему Специфика изображений в полиграфии по искусству 9 класс
Презентация на тему Специфика изображений в полиграфии по искусству 9 класс Tолерантность
Tолерантность Презентация на тему Генетика пола
Презентация на тему Генетика пола Граф, который построил
Граф, который построил Искусство Гжели
Искусство Гжели Применение ИКТ на уроках в начальной школе
Применение ИКТ на уроках в начальной школе Любить! Кто ж постиг это слово святое? Кто ж вник в его смысл и значенье? Любить - это значит на счастье чужое Смотреть со слезой уми
Любить! Кто ж постиг это слово святое? Кто ж вник в его смысл и значенье? Любить - это значит на счастье чужое Смотреть со слезой уми Отработка прохождения трасс. Страховочное устройство
Отработка прохождения трасс. Страховочное устройство Презентация на тему Многообразие одноклеточных организмов
Презентация на тему Многообразие одноклеточных организмов  Подготовка к написанию сочинения- рассуждения по данному тексту
Подготовка к написанию сочинения- рассуждения по данному тексту Первый этап заточки. Формирование (фаски) угла на наждаке
Первый этап заточки. Формирование (фаски) угла на наждаке Устройство Чарли для работы с людьми с нарушениями слуха
Устройство Чарли для работы с людьми с нарушениями слуха «Толковый словарь живого великорусского языка» Даль Владимир Иванович
«Толковый словарь живого великорусского языка» Даль Владимир Иванович НЕВИДИМЫЕ СОБЫТИЯ ОРГАНИЗАЦИЯ ПРЕСС-ЦЕНТРА Алексей Берлов, PREMO & Partyzanka
НЕВИДИМЫЕ СОБЫТИЯ ОРГАНИЗАЦИЯ ПРЕСС-ЦЕНТРА Алексей Берлов, PREMO & Partyzanka Тема 1. Предмет. Основные положения. История развития науки.
Тема 1. Предмет. Основные положения. История развития науки.