- Сварочные материалы для сварки

Содержание
- 2. Сварочными называют материалы, обеспечивающие сварочный процесс и получение качественных сварных соединений. К ним относят: электроды, присадочные
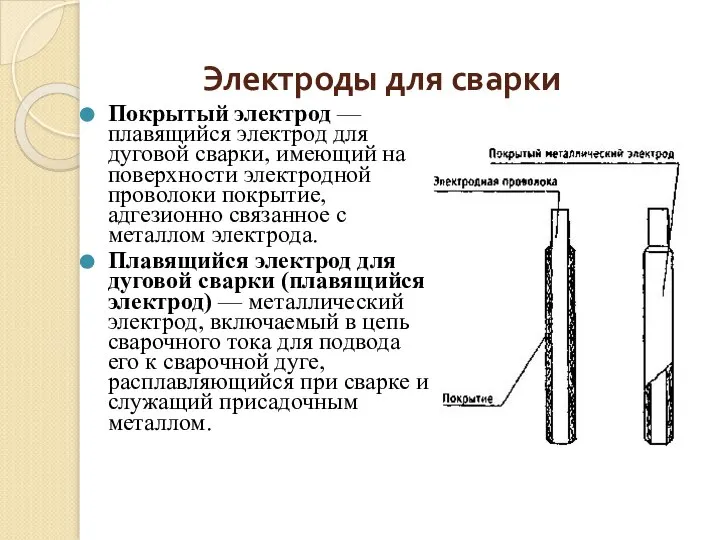
- 3. Электроды для сварки Покрытый электрод — плавящийся электрод для дуговой сварки, имеющий на поверхности электродной проволоки
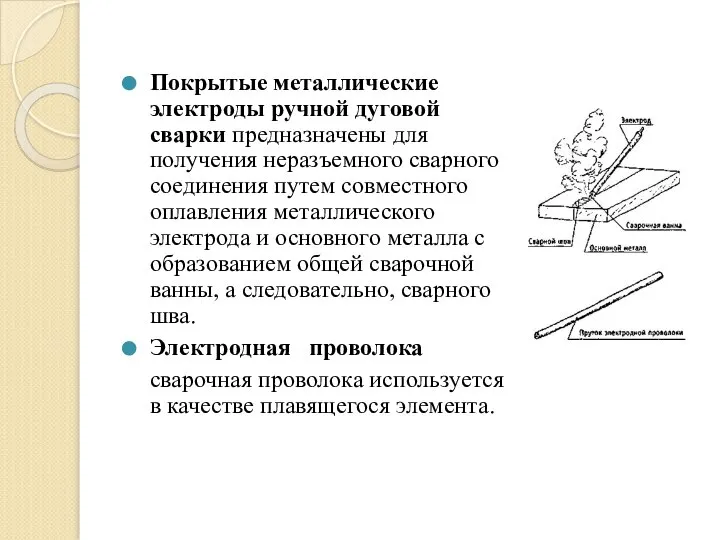
- 4. Покрытые металлические электроды ручной дуговой сварки предназначены для получения неразъемного сварного соединения путем совместного оплавления металлического
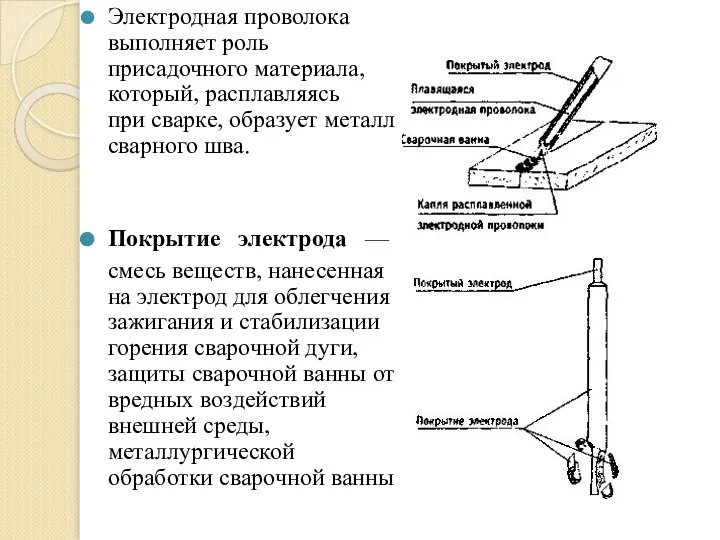
- 5. Электродная проволока выполняет роль присадочного материала, который, расплавляясь при сварке, образует металл сварного шва. Покрытие электрода
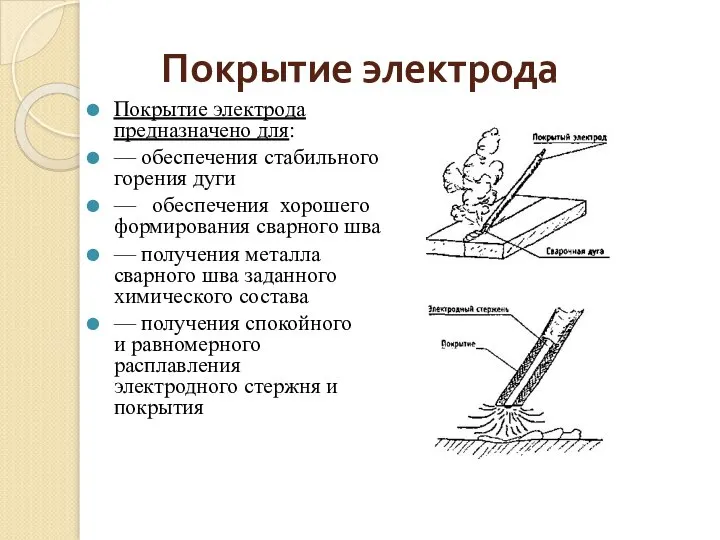
- 6. Покрытие электрода Покрытие электрода предназначено для: — обеспечения стабильного горения дуги — обеспечения хорошего формирования сварного
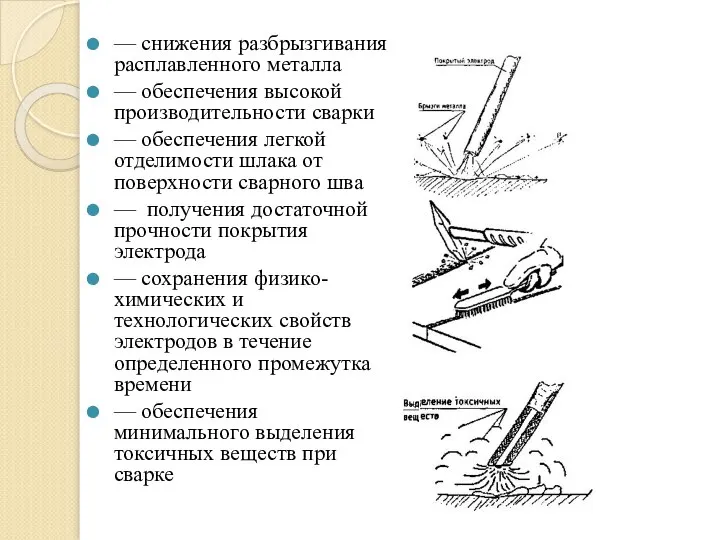
- 7. — снижения разбрызгивания расплавленного металла — обеспечения высокой производительности сварки — обеспечения легкой отделимости шлака от
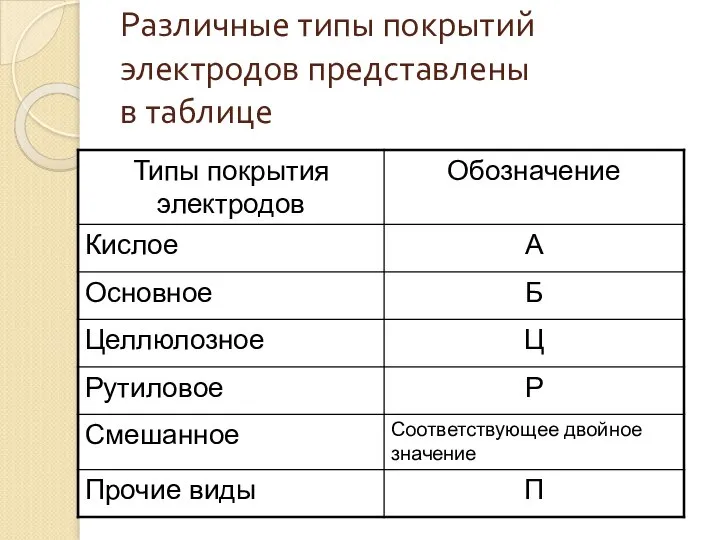
- 8. Различные типы покрытий электродов представлены в таблице
- 9. Кислое покрытие используют для сварки малоуглеродистых и низколегированных сталей, когда не требуется высокое качество соединений. Основное
- 10. Более универсальны, дешевы и менее опасны рутиловые покрытия, основа которых - рутиловый концентрат, содержащий до 92
- 11. Каждая упаковка электродов маркируется условным обозначением электродов, содержащим достаточную информацию о них : 1 - тип
- 12. Типы электродов При выборе покрытых металлических электродов всегда следует предусматривать получение механических свойств металла шва не
- 13. При выборе электрода для сварки обратите внимание на тип электрода Тип электрода обозначается буквой Э, затем
- 14. Для первых двух классов электродов требуются лишь гарантированные механические свойства наплавленного металла. Для остальных классов -
- 15. В соответствии с ГОСТ 9466-75 электроды по назначению подразделяются на классы, обозначаемые буквами: У - для
- 16. Разделяют электроды для сварки на переменном и постоянном токе прямой и обратной полярности. Покрытые электроды имеют
- 17. По толщине покрытия в зависимости от отношения диаметра электрода D к диаметру стального стержня d различают
- 18. Хранение электродов Покрытые электроды следует хранить: — в полиэтиленовых мешках; — в закрытой таре с крышкой
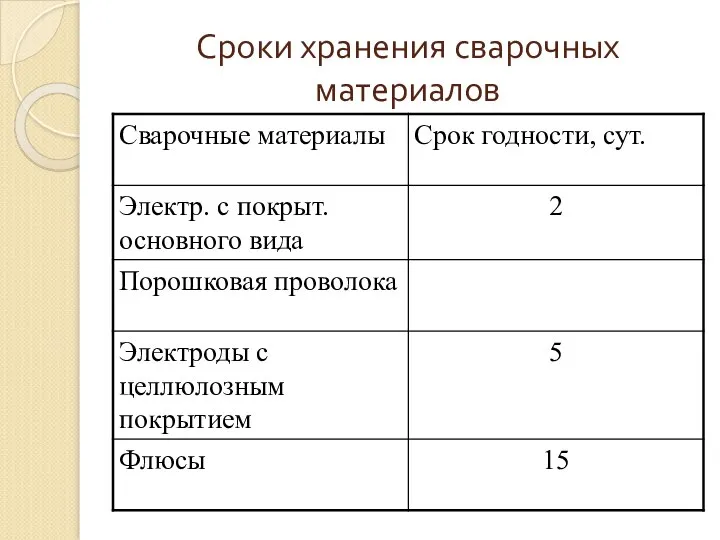
- 19. Сроки хранения сварочных материалов
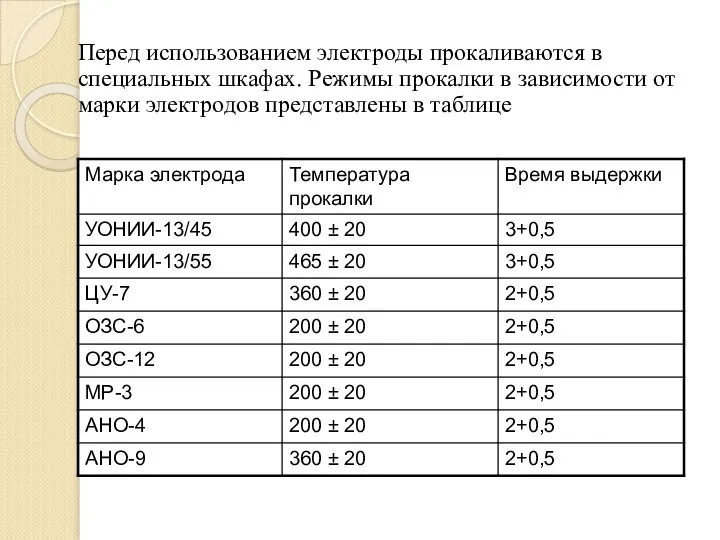
- 20. Перед использованием электроды прокаливаются в специальных шкафах. Режимы прокалки в зависимости от марки электродов представлены в
- 22. Неплавящиеся вольфрамовые электроды. Для дуговой сварки неплавящимся электродом в среде инертных газов (аргон, гелий), а также
- 23. Размеры электродов изменяются по диаметру от 0,5 до 10 мм, длина прутка от 75 до 300
- 24. Угольные электроды Электроды этого типа приготовляются из прессованного угля или кокса специального состава. Сечение электродов делается
- 25. Графитизированные электроды чище по своему химическому составу, более мягки, имеют серый с металлическим отблеском цвет, оставляют
- 26. Присадочные металлы для сварки и наплавки сталей. Стальную сварочную проволоку сплошного сечения выпускают по ГОСТ 2246—70,
- 27. Условные обозначения марок сварочной проволоки состоят из индекса Св (сварочная) и следующих за ним цифр и
- 28. Цифры после букв Г, X, Н, С указывают на среднее содержание элемента в процентах. Отсутствие цифр
- 29. В условном обозначении сварочной проволоки указывают диаметр и марку проволоки. Проволока 2,5 Св-08ХГСМФА-ВИ-Э-0 ГОСТ 2246-70. Стальную
- 30. Стальная проволока для наплавки. Для механизированной дуговой наплавки стальных деталей в основном используют горячекатаную и холоднотянутую
- 31. Проволоку применяют для наплавки под флюсом в защитных газах, при электрошлаковой наплавке. Для изготовления покрытых электродов
- 32. Сварочная проволока из алюминия и его сплавов. Для сварки плавлением изделий и конструкций из алюминия и
- 33. Их можно разделить на пять групп: из алюминия — Св-А97, Св-А85Т и др.; из сплавов системы
- 34. Сварочные проволока и прутки из меди и ее сплавов. При сварке изделий из меди и ее
- 35. Серийно промышленность выпускает проволоку диаметром 0,8...8 мм и прутки диаметром 6 и 8 мм. Изготавливают проволоку
- 36. В условном обозначении проволоки и прутков указывают наименование материала (проволока сварочная или пруток сварочный), способ изготовления,
- 37. Флюсы для сварки плавлением. Сварочные флюсы применяют при механизированной сварке под флюсом, по флюсу, с магнитным
- 38. По назначению различают флюсы для дуговой механизированной сварки и наплавки, электрошлаковой сварки и пайки, а также
- 39. По строению частиц (крупки) плавленые флюсы подразделяют: на стекловидные, пемзовидные и кристаллические. Объемная масса пемзовидных флюсов
- 40. Технологические свойства сварочных флюсов Флюсы выполняют ряд важных функций при сварке: изолируют сварочную ванну от атмосферного
- 41. Защитные газы для сварки плавлением Дуговая сварка в защитных газах — один из распространенных способов сварки
- 42. Инертные одноатомные газы Они практически полностью нейтральны по отношению ко всем свариваемым металлам. Такие газы применяют
- 43. Аргон Аргон [Аг] — химический элемент VIII группы периодической системы Д.И.Менделеева, атомный номер 18, атомная масса
- 44. Гелий Гелий [Не] — химический элемент VIII группы периодической системы Д.И.Менделеева, атомный номер 2, атомная масса
- 45. Активные защитные газы. В качестве активного защитного газа при дуговой сварке применяют углекислый газ. К активным
- 46. Углекислый газ Углекислый газ, или двуокись углерода, может находиться в газообразном, сжиженном и твердом (в виде
- 47. Поскольку для получения швов высокого качества необходим углекислый газ высокой чистоты, для сварки используют двуокись углерода
- 48. Кислород Кислород [О] — химический элемент VI группы периодической системы Д.И.Менделеева, атомный номер 8, атомная масса
- 49. Газообразный кислород трех сортов по ГОСТ 6583—78 получают из атмосферного воздуха. Кислород нетоксичен, негорючь и невзрывоопасен,
- 50. Азот Азот [N] — химический элемент V группы периодической системы Д. И. Менделеева, атомный номер 7,
- 51. Водород Водород [Н] — химический элемент, первый по порядковому номеру в периодической системе Д. И. Менделеева.
- 52. Смеси газов. В ряде случаев для расширения технологических возможностей дуговой сварки целесообразно применять смеси аргона и
- 53. Смесь Аг + 10...30 % N2. Добавка азота к аргону также способствует повышению проплавляющей способности дуги.
- 54. Смесь Аг + 10...20 %СО2. Углекислый газ при сварке малоуглеродистой и низколегированной стали способствует устранению пористости
- 55. Смесь Аг+ 10...20%Н2 применяют при микроплазменной сварке. Наличие водорода в смеси обеспечивает сжатие столба плазмы, делает
- 58. Скачать презентацию
Слайд 2Сварочными называют материалы, обеспечивающие сварочный процесс и получение качественных сварных соединений.
К
Сварочными называют материалы, обеспечивающие сварочный процесс и получение качественных сварных соединений.
К
Слайд 3
Электроды для сварки
Покрытый электрод — плавящийся электрод для дуговой сварки,
Электроды для сварки
Покрытый электрод — плавящийся электрод для дуговой сварки,
Слайд 4Покрытые металлические
электроды ручной дуговой
сварки предназначены для получения неразъемного сварного соединения путем совместного
Покрытые металлические электроды ручной дуговой сварки предназначены для получения неразъемного сварного соединения путем совместного
Слайд 5Электродная проволока выполняет роль присадочного материала, который, расплавляясь
при сварке, образует металл сварного
Электродная проволока выполняет роль присадочного материала, который, расплавляясь при сварке, образует металл сварного
Слайд 6Покрытие электрода
Покрытие электрода предназначено для:
— обеспечения стабильного
горения дуги
— обеспечения хорошего
формирования сварного шва
—
Покрытие электрода
Покрытие электрода предназначено для:
— обеспечения стабильного
горения дуги
— обеспечения хорошего
формирования сварного шва
—
Слайд 7— снижения разбрызгивания расплавленного металла
— обеспечения высокой
производительности сварки
— обеспечения легкой отделимости шлака
— снижения разбрызгивания расплавленного металла
— обеспечения высокой
производительности сварки
— обеспечения легкой отделимости шлака
Слайд 8Различные типы покрытий электродов представлены
в таблице
Различные типы покрытий электродов представлены
в таблице
Слайд 9Кислое покрытие используют для сварки малоуглеродистых и низколегированных сталей,
когда не требуется высокое
Кислое покрытие используют для сварки малоуглеродистых и низколегированных сталей, когда не требуется высокое
Слайд 10Более универсальны, дешевы и менее опасны рутиловые покрытия, основа которых - рутиловый
Более универсальны, дешевы и менее опасны рутиловые покрытия, основа которых - рутиловый
Слайд 11 Каждая упаковка электродов маркируется условным обозначением электродов, содержащим достаточную информацию о
Каждая упаковка электродов маркируется условным обозначением электродов, содержащим достаточную информацию о
Слайд 12Типы электродов
При выборе покрытых металлических электродов всегда следует предусматривать получение механических свойств
Типы электродов
При выборе покрытых металлических электродов всегда следует предусматривать получение механических свойств
Слайд 13При выборе электрода для сварки обратите внимание на тип электрода Тип электрода
При выборе электрода для сварки обратите внимание на тип электрода Тип электрода
Слайд 14Для первых двух классов электродов требуются лишь гарантированные механические свойства наплавленного металла.
Для первых двух классов электродов требуются лишь гарантированные механические свойства наплавленного металла.
Слайд 15В соответствии с ГОСТ 9466-75
электроды по назначению подразделяются на классы, обозначаемые буквами:
В соответствии с ГОСТ 9466-75
электроды по назначению подразделяются на классы, обозначаемые буквами:
Слайд 16Разделяют электроды для сварки на переменном и постоянном токе прямой и обратной
Разделяют электроды для сварки на переменном и постоянном токе прямой и обратной
Слайд 17По толщине покрытия в зависимости от отношения диаметра электрода D к диаметру
По толщине покрытия в зависимости от отношения диаметра электрода D к диаметру
Слайд 18Хранение электродов
Покрытые электроды следует хранить:
— в полиэтиленовых мешках;
— в закрытой таре с
Хранение электродов
Покрытые электроды следует хранить:
— в полиэтиленовых мешках;
— в закрытой таре с
Слайд 19Сроки хранения сварочных материалов
Сроки хранения сварочных материалов
Слайд 20 Перед использованием электроды прокаливаются в специальных шкафах. Режимы прокалки в зависимости от
Перед использованием электроды прокаливаются в специальных шкафах. Режимы прокалки в зависимости от
Слайд 22Неплавящиеся вольфрамовые электроды.
Для дуговой сварки неплавящимся электродом в среде инертных
Неплавящиеся вольфрамовые электроды.
Для дуговой сварки неплавящимся электродом в среде инертных
Слайд 23Размеры электродов изменяются по диаметру от 0,5 до 10 мм, длина прутка
Размеры электродов изменяются по диаметру от 0,5 до 10 мм, длина прутка
Слайд 24 Угольные электроды
Электроды этого типа приготовляются из прессованного угля или кокса специального
Угольные электроды
Электроды этого типа приготовляются из прессованного угля или кокса специального
Слайд 25Графитизированные электроды чище по своему химическому составу, более мягки, имеют серый с
Графитизированные электроды чище по своему химическому составу, более мягки, имеют серый с
Слайд 26Присадочные металлы для сварки и наплавки сталей.
Стальную сварочную проволоку сплошного сечения
Присадочные металлы для сварки и наплавки сталей.
Стальную сварочную проволоку сплошного сечения
Слайд 27Условные обозначения марок сварочной проволоки состоят из индекса Св (сварочная) и следующих
Условные обозначения марок сварочной проволоки состоят из индекса Св (сварочная) и следующих
Слайд 28Цифры после букв Г, X, Н, С указывают на среднее содержание элемента
Цифры после букв Г, X, Н, С указывают на среднее содержание элемента
Слайд 29В условном обозначении сварочной проволоки указывают диаметр и марку проволоки.
Проволока 2,5 Св-08ХГСМФА-ВИ-Э-0
В условном обозначении сварочной проволоки указывают диаметр и марку проволоки.
Проволока 2,5 Св-08ХГСМФА-ВИ-Э-0
Слайд 30Стальная проволока для наплавки.
Для механизированной дуговой наплавки стальных деталей в основном
Стальная проволока для наплавки.
Для механизированной дуговой наплавки стальных деталей в основном
Слайд 31Проволоку применяют для наплавки под флюсом в защитных газах, при электрошлаковой наплавке.
Проволоку применяют для наплавки под флюсом в защитных газах, при электрошлаковой наплавке.
Слайд 32Сварочная проволока из алюминия и его сплавов.
Для сварки плавлением изделий и
Сварочная проволока из алюминия и его сплавов.
Для сварки плавлением изделий и
Слайд 33Их можно разделить на пять групп:
из алюминия — Св-А97, Св-А85Т и
Их можно разделить на пять групп:
из алюминия — Св-А97, Св-А85Т и
Слайд 34Сварочные проволока и прутки из меди и ее сплавов.
При сварке изделий
Сварочные проволока и прутки из меди и ее сплавов.
При сварке изделий
Слайд 35Серийно промышленность выпускает проволоку диаметром 0,8...8 мм и прутки диаметром 6 и
Серийно промышленность выпускает проволоку диаметром 0,8...8 мм и прутки диаметром 6 и
Слайд 36В условном обозначении проволоки и прутков указывают наименование материала (проволока сварочная или
В условном обозначении проволоки и прутков указывают наименование материала (проволока сварочная или
Слайд 37Флюсы для сварки плавлением.
Сварочные флюсы применяют при механизированной сварке под флюсом, по
Флюсы для сварки плавлением.
Сварочные флюсы применяют при механизированной сварке под флюсом, по
Слайд 38По назначению различают
флюсы для дуговой механизированной сварки и наплавки, электрошлаковой сварки и
По назначению различают
флюсы для дуговой механизированной сварки и наплавки, электрошлаковой сварки и
Слайд 39По строению частиц (крупки)
плавленые флюсы подразделяют: на стекловидные, пемзовидные и кристаллические.
По строению частиц (крупки)
плавленые флюсы подразделяют: на стекловидные, пемзовидные и кристаллические.
Слайд 40Технологические свойства сварочных флюсов
Флюсы выполняют ряд важных функций при сварке:
изолируют
Технологические свойства сварочных флюсов
Флюсы выполняют ряд важных функций при сварке:
изолируют
Слайд 41Защитные газы для сварки плавлением
Дуговая сварка в защитных газах — один из
Защитные газы для сварки плавлением
Дуговая сварка в защитных газах — один из
Слайд 42Инертные одноатомные газы
Они практически полностью нейтральны по отношению ко всем свариваемым
Инертные одноатомные газы
Они практически полностью нейтральны по отношению ко всем свариваемым
Слайд 43Аргон
Аргон [Аг] — химический элемент VIII группы периодической системы Д.И.Менделеева, атомный номер
Аргон
Аргон [Аг] — химический элемент VIII группы периодической системы Д.И.Менделеева, атомный номер
![Аргон Аргон [Аг] — химический элемент VIII группы периодической системы Д.И.Менделеева, атомный](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1042357/slide-42.jpg)
Слайд 44Гелий
Гелий [Не] — химический элемент VIII группы периодической
системы Д.И.Менделеева, атомный номер 2,
Гелий
Гелий [Не] — химический элемент VIII группы периодической системы Д.И.Менделеева, атомный номер 2,
![Гелий Гелий [Не] — химический элемент VIII группы периодической системы Д.И.Менделеева, атомный](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1042357/slide-43.jpg)
Слайд 45Активные защитные газы.
В качестве активного защитного газа
при дуговой сварке применяют углекислый газ.
Активные защитные газы.
В качестве активного защитного газа при дуговой сварке применяют углекислый газ.
Слайд 46Углекислый газ
Углекислый газ, или двуокись углерода, может находиться в газообразном, сжиженном и
Углекислый газ
Углекислый газ, или двуокись углерода, может находиться в газообразном, сжиженном и
Слайд 47Поскольку для получения швов высокого качества необходим
углекислый газ высокой чистоты, для сварки
Поскольку для получения швов высокого качества необходим углекислый газ высокой чистоты, для сварки
Слайд 48Кислород
Кислород [О] — химический элемент VI группы периодической системы Д.И.Менделеева, атомный номер
Кислород
Кислород [О] — химический элемент VI группы периодической системы Д.И.Менделеева, атомный номер
![Кислород Кислород [О] — химический элемент VI группы периодической системы Д.И.Менделеева, атомный](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1042357/slide-47.jpg)
Слайд 49Газообразный кислород трех сортов по ГОСТ 6583—78 получают из атмосферного воздуха.
Кислород нетоксичен,
Газообразный кислород трех сортов по ГОСТ 6583—78 получают из атмосферного воздуха.
Кислород нетоксичен,
Слайд 50Азот
Азот [N] — химический элемент V группы периодической системы Д. И. Менделеева,
Азот
Азот [N] — химический элемент V группы периодической системы Д. И. Менделеева,
![Азот Азот [N] — химический элемент V группы периодической системы Д. И.](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1042357/slide-49.jpg)
Слайд 51Водород
Водород [Н] — химический элемент, первый по порядковому номеру в периодической системе
Водород
Водород [Н] — химический элемент, первый по порядковому номеру в периодической системе
![Водород Водород [Н] — химический элемент, первый по порядковому номеру в периодической](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1042357/slide-50.jpg)
Слайд 52Смеси газов.
В ряде случаев для расширения технологических возможностей дуговой сварки целесообразно применять
Смеси газов.
В ряде случаев для расширения технологических возможностей дуговой сварки целесообразно применять
Слайд 53Смесь Аг + 10...30 % N2.
Добавка азота к аргону также способствует
Смесь Аг + 10...30 % N2. Добавка азота к аргону также способствует
Слайд 54Смесь Аг + 10...20 %СО2.
Углекислый газ при сварке малоуглеродистой и низколегированной
Смесь Аг + 10...20 %СО2. Углекислый газ при сварке малоуглеродистой и низколегированной
Слайд 55Смесь Аг+ 10...20%Н2 применяют при микроплазменной сварке. Наличие водорода в смеси обеспечивает
Смесь Аг+ 10...20%Н2 применяют при микроплазменной сварке. Наличие водорода в смеси обеспечивает
 Indian legal system
Indian legal system Австралия – уникальный материк
Австралия – уникальный материк Древнегреческая мифология и религия
Древнегреческая мифология и религия День европейский языков
День европейский языков Анализ нагрузки и времени выполнения операций, связанных с рассмотрением дел об административных правонарушениях, в СЗППиОДФУ
Анализ нагрузки и времени выполнения операций, связанных с рассмотрением дел об административных правонарушениях, в СЗППиОДФУ Эпоха возрождения
Эпоха возрождения Количественное определение витамина «С» в зеленых листьях растений и изменение его содержания под влиянием различных факторов
Количественное определение витамина «С» в зеленых листьях растений и изменение его содержания под влиянием различных факторов Презентация на тему Мой край - Патруши
Презентация на тему Мой край - Патруши чудеса света
чудеса света Forex Bot WSB 3.2.1
Forex Bot WSB 3.2.1 Калининградская область, Зеленоградский район Население – 32,5 тыс. чел. Территория – 2 016 кв. км Глава муниципального образования –
Калининградская область, Зеленоградский район Население – 32,5 тыс. чел. Территория – 2 016 кв. км Глава муниципального образования –  Истории развития ребенка
Истории развития ребенка Морфема 5 класс
Морфема 5 класс Что такое экономика? Экономика - хозяйственная деятельность людей, связанная с производством жизненных благ.
Что такое экономика? Экономика - хозяйственная деятельность людей, связанная с производством жизненных благ. 20140510_geograficheskiy_turnir
20140510_geograficheskiy_turnir Мой любимый Омск
Мой любимый Омск НЕЗРІВНЯННА АКЦІЯ! ВІД Такого ще не було! 3 1МИ ДАРУВАТИМЕМО НАШИМ КЛІЄНТАМ …. 4 2.
НЕЗРІВНЯННА АКЦІЯ! ВІД Такого ще не було! 3 1МИ ДАРУВАТИМЕМО НАШИМ КЛІЄНТАМ …. 4 2. Управляем многоквартирным домом правильно!
Управляем многоквартирным домом правильно! Тема урока:«Момент силы»
Тема урока:«Момент силы» Рождество в храме
Рождество в храме Звук, ультразвук, инфразвук и их использование
Звук, ультразвук, инфразвук и их использование НОВЫЙ ГОД - ЛЮБИМЫЙ ПРАЗДНИК
НОВЫЙ ГОД - ЛЮБИМЫЙ ПРАЗДНИК Причины нарушения осанки школьников
Причины нарушения осанки школьников Энзимопатии
Энзимопатии Вычислительные сети
Вычислительные сети Изомерия и строение КС. Способность атомов различных элементов к комплексообразованию устойчивости КС
Изомерия и строение КС. Способность атомов различных элементов к комплексообразованию устойчивости КС Порядок выполнения действий (5 класс)
Порядок выполнения действий (5 класс) 12 месяцев
12 месяцев