- Technológiai vizsgálatok (1)

Содержание
- 2. Technológiai vizsgálatok A technológiai vizsgálatok (próbák) célja az anyag adott technológiára való alkalmasságának meghatározása. A technológiai
- 3. A technológiai vizsgálatok jellemzői A vizsgálatok bizonyos technológiákat modelleznek. Jellemző rájuk, hogy a vizsgálat során az
- 4. A technológiai vizsgálatok fajtái: - önthetőségi vizsgálatok - forgácsolhatósági vizsgálatok - hegeszthetőségi vizsgálatok - alakíthatósági vizsgálatok
- 5. 1. Önthetőségi vizsgálatok
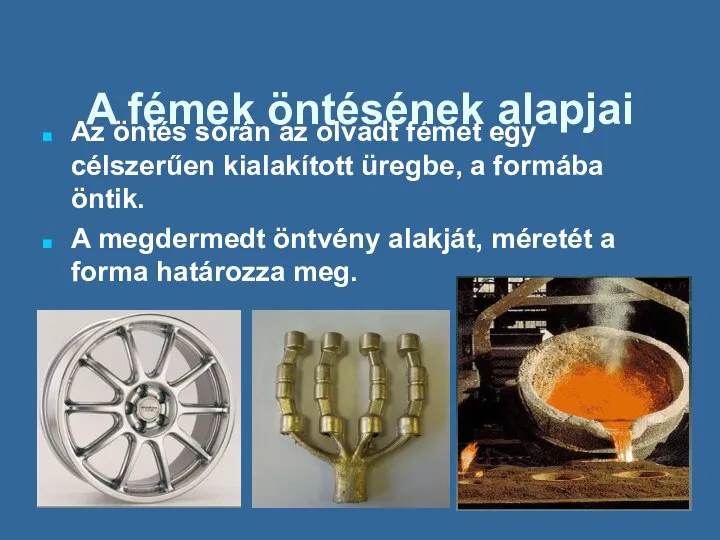
- 6. A fémek öntésének alapjai Az öntés során az olvadt fémet egy célszerűen kialakított üregbe, a formába
- 7. Önthetőség Önthetőségen a megolvadt fém formakitöltő- képességét értjük. Öntés szempontjából kedvező tulajdonságok: Alacsony öntési hőmérséklet Kis
- 8. Alacsony öntési hőmérséklet Előnyös, ha a fém teljes tömegében alacsony hőmérsékleten olvad és dermed . Az
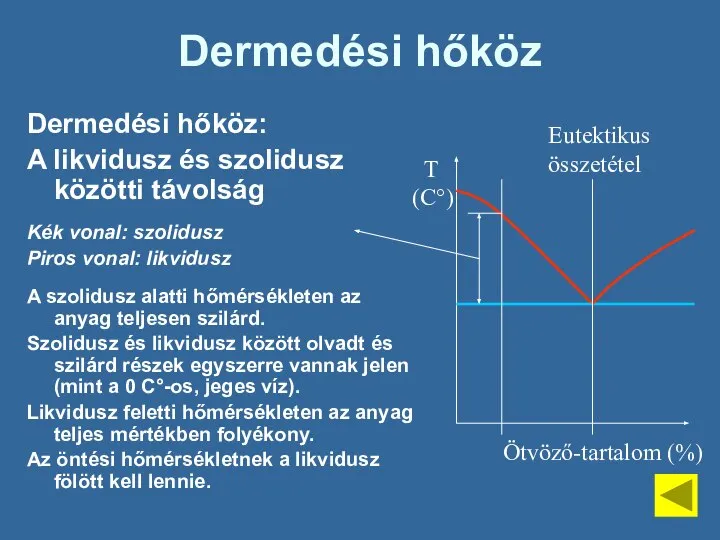
- 9. Dermedési hőköz Dermedési hőköz: A likvidusz és szolidusz közötti távolság Kék vonal: szolidusz Piros vonal: likvidusz
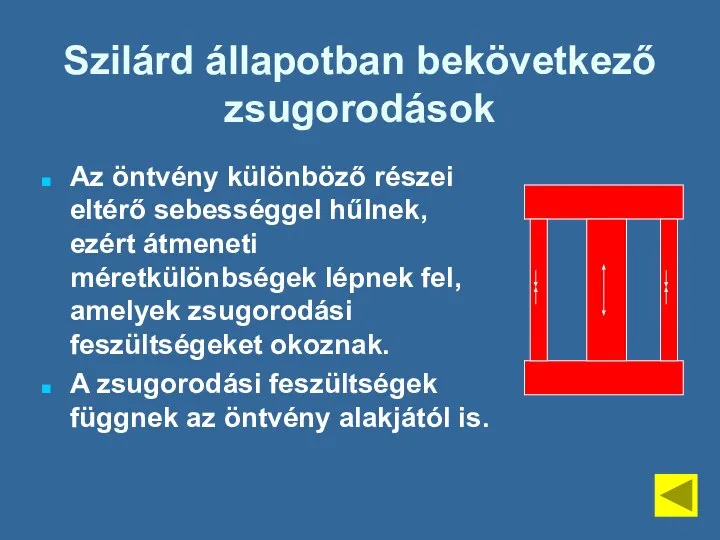
- 10. Szilárd állapotban bekövetkező zsugorodások Az öntvény különböző részei eltérő sebességgel hűlnek, ezért átmeneti méretkülönbségek lépnek fel,
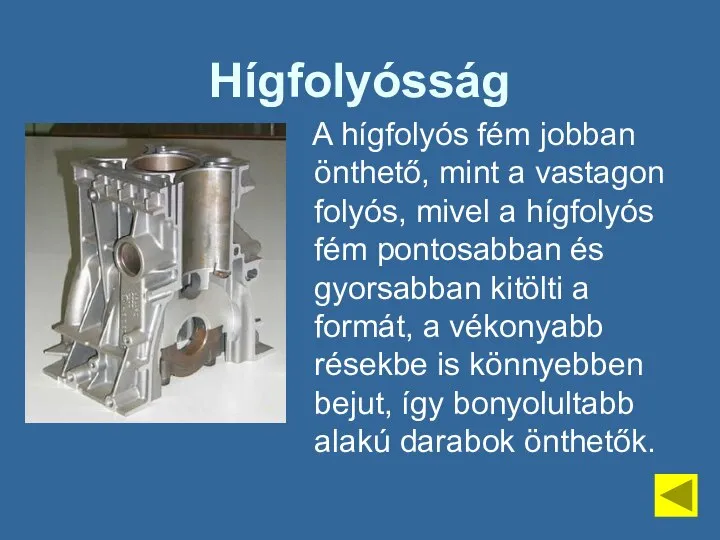
- 11. Hígfolyósság A hígfolyós fém jobban önthető, mint a vastagon folyós, mivel a hígfolyós fém pontosabban és
- 12. A fém olvadt állapotban nem nyelhet el sok gázt Az olvadt fémben oldódnak a vele érintkező
- 13. Öntés után is kedvező tulajdonságok Szívósság Szilárdság Keménység
- 14. Szövetszerkezet Dermedés során a külső rétegek gyorsabban hűlnek, mint a mag. Vastagabb falú daraboknál a kéreg
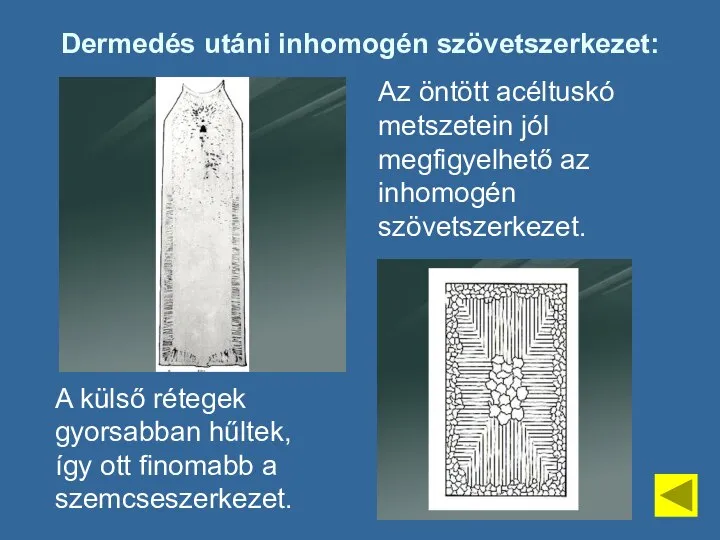
- 15. Dermedés utáni inhomogén szövetszerkezet: Az öntött acéltuskó metszetein jól megfigyelhető az inhomogén szövetszerkezet. A külső rétegek
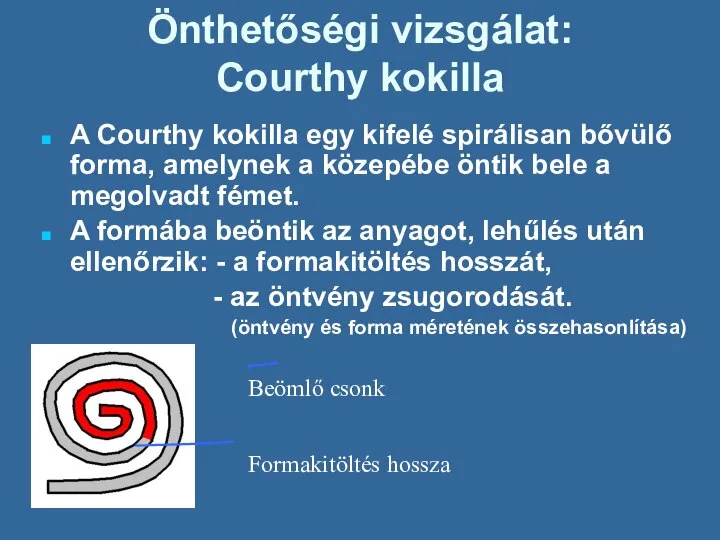
- 16. Önthetőségi vizsgálat: Courthy kokilla A Courthy kokilla egy kifelé spirálisan bővülő forma, amelynek a közepébe öntik
- 17. 2. Forgácsolhatósági vizsgálatok
- 18. Forgácsolhatóság (megmunkálhatóság) A megmunkálhatóságot az anyag jellemzőin kívül a forgácsleválasztás körülményei is meghatározzák. Az anyagok megmunkálhatóságát
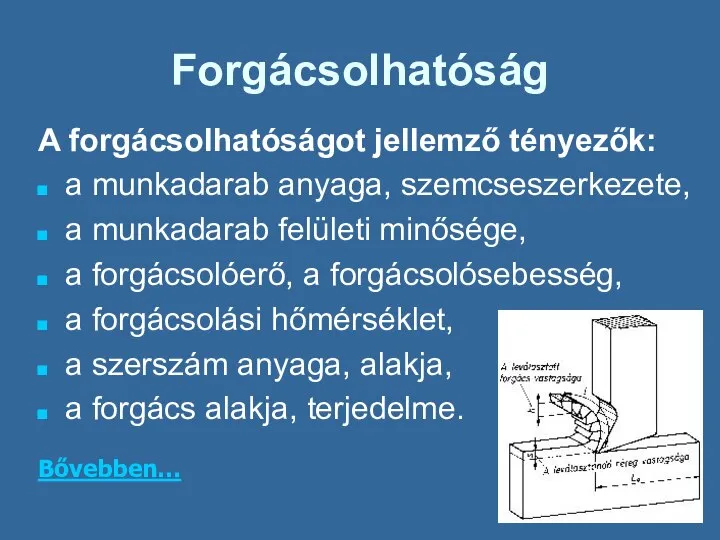
- 19. Forgácsolhatóság A forgácsolhatóságot jellemző tényezők: a munkadarab anyaga, szemcseszerkezete, a munkadarab felületi minősége, a forgácsolóerő, a
- 20. Az anyagjellemzők és a forgácsolhatóság kapcsolata A nagy szilárdság, keménység a forgácsolhatóságot rontja. Nagy fajlagos nyúlás
- 21. Az acélok forgácsolhatósága Kedvezően forgácsolható acélok: Automata acélok: Kén, foszfor, ólom és tellúr ötvözéssel javítják a
- 22. A forgácsolhatóság javítása A zárványok, illetve a szennyezők általában károsak, mivel rontják az anyag szilárdságát, (A
- 23. 3. Hegeszthetőségi vizsgálatok
- 24. Hegesztési varrat
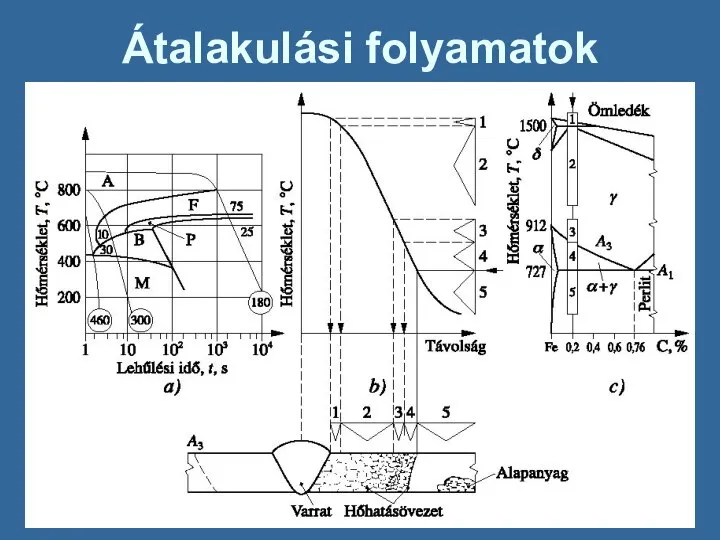
- 25. Átalakulási folyamatok
- 26. A varrat fontos tulajdonságai: szilárdság szívósság repedésérzékenység anyagfolytonosság
- 27. A hegeszthetőség fogalma A fémek hegeszthetősége a hegesztési technológiától függő alkalmasság megfelelő hegesztett kötés létrehozására. A
- 28. A hegeszthetőséget befolyásoló tényezők: az alapanyag és hegesztőanyag összetétele, a hegesztendő szerkezet kialakítása, mérete, a hegesztés
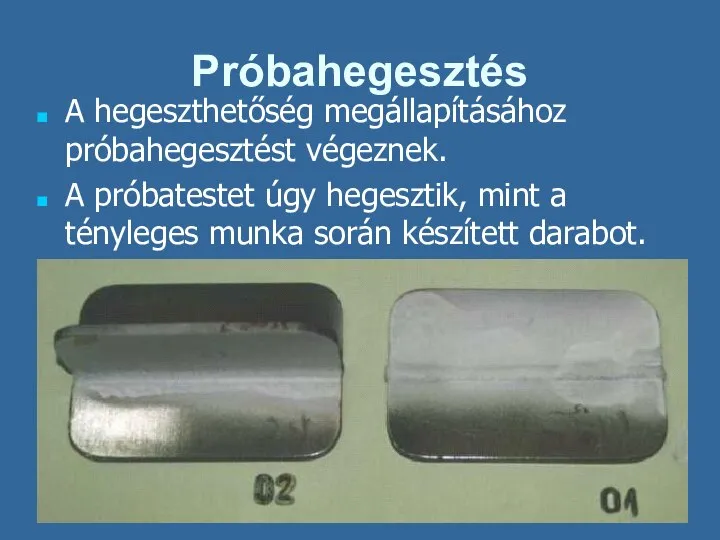
- 29. Próbahegesztés A hegeszthetőség megállapításához próbahegesztést végeznek. A próbatestet úgy hegesztik, mint a tényleges munka során készített
- 30. A hegesztett kötések minősítése Hegesztési hibák keresése: - varrat: repedések, üregek és zárványok, összeolvadási hibák és
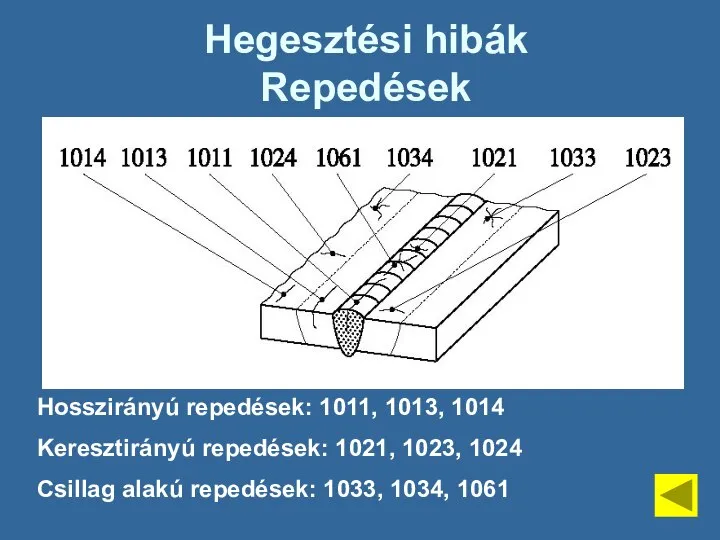
- 31. Hegesztési hibák Repedések Hosszirányú repedések: 1011, 1013, 1014 Keresztirányú repedések: 1021, 1023, 1024 Csillag alakú repedések:
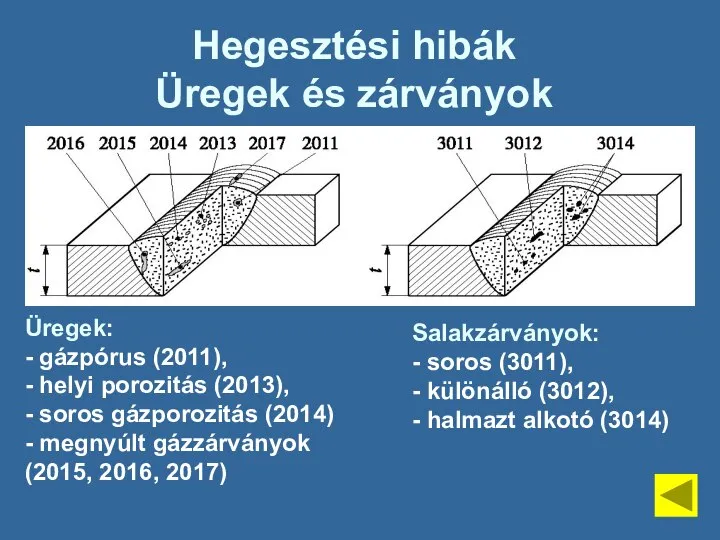
- 32. Hegesztési hibák Üregek és zárványok Üregek: - gázpórus (2011), - helyi porozitás (2013), - soros gázporozitás
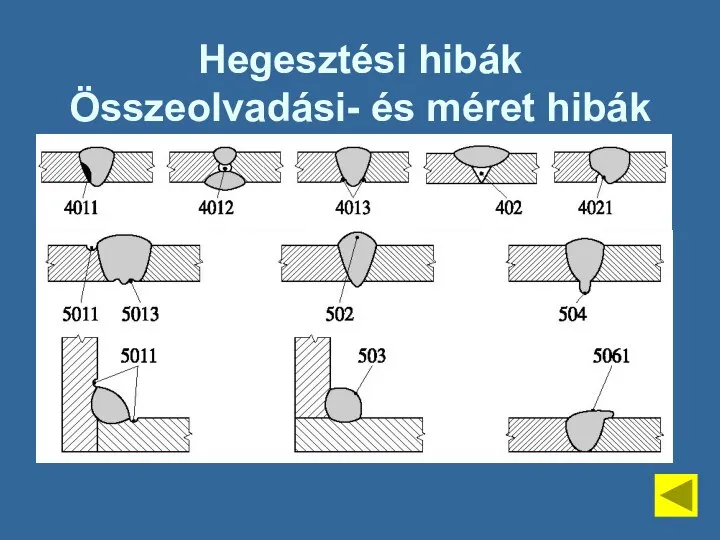
- 33. Hegesztési hibák Összeolvadási- és méret hibák
- 34. A hegeszthetőség megállapításához elvégzendő vizsgálatok: Szemrevételezés Makroszkópos és mikroszkópos vizsgálat Szakítóvizsgálat Hajlító vizsgálat Ütővizsgálat Keménységmérés Ultrahangos
- 35. Szemrevételezés
- 36. Csiszolat makroszkópos vizsgálata
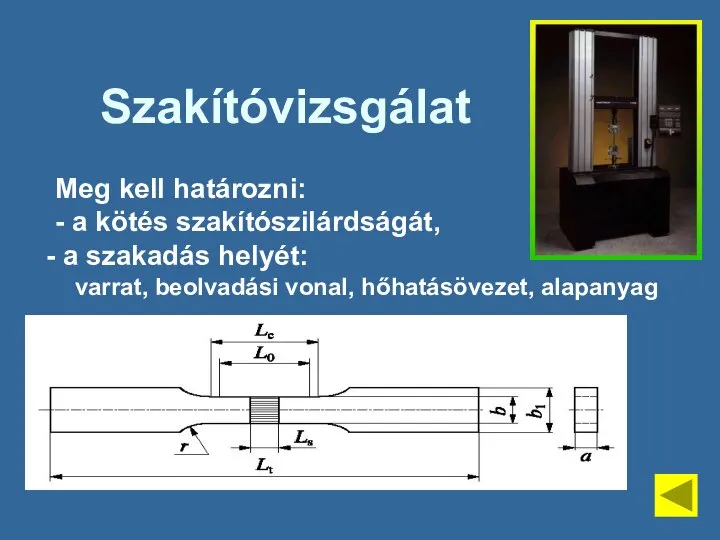
- 37. Szakítóvizsgálat Meg kell határozni: - a kötés szakítószilárdságát, a szakadás helyét: varrat, beolvadási vonal, hőhatásövezet, alapanyag
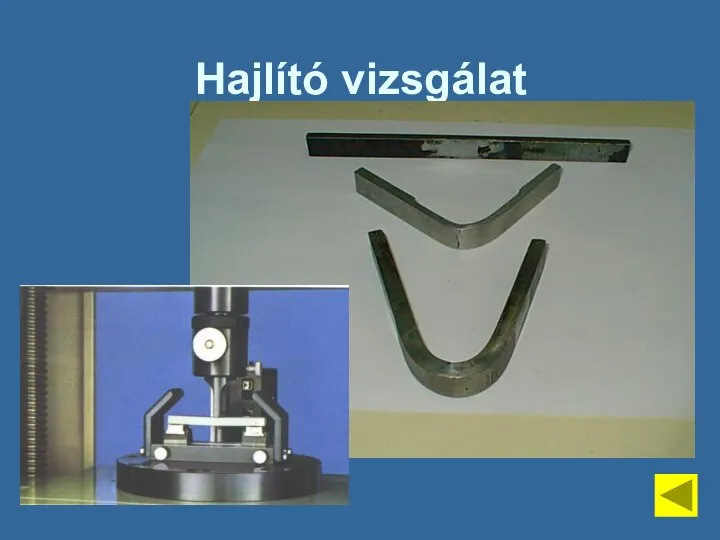
- 38. Hajlító vizsgálat
- 39. Ütővizsgálat
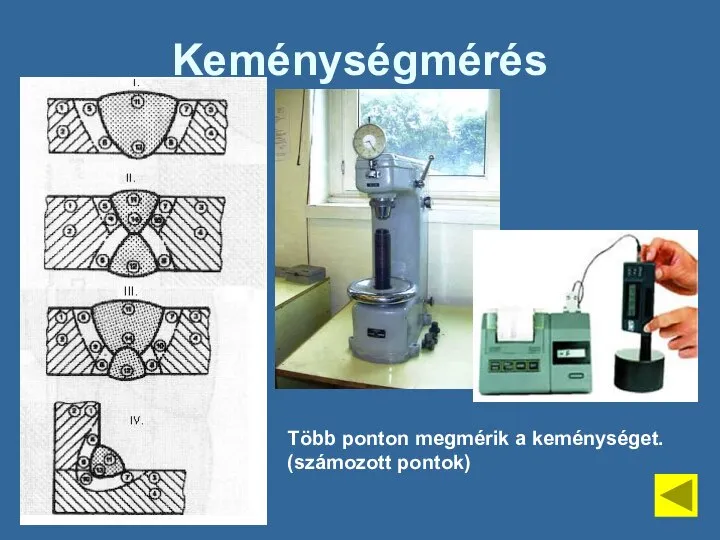
- 40. Keménységmérés Több ponton megmérik a keménységet. (számozott pontok)
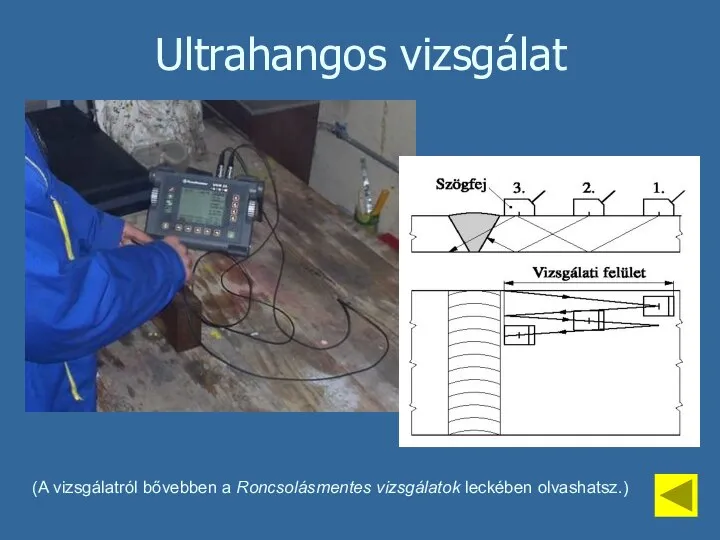
- 41. Ultrahangos vizsgálat (A vizsgálatról bővebben a Roncsolásmentes vizsgálatok leckében olvashatsz.)
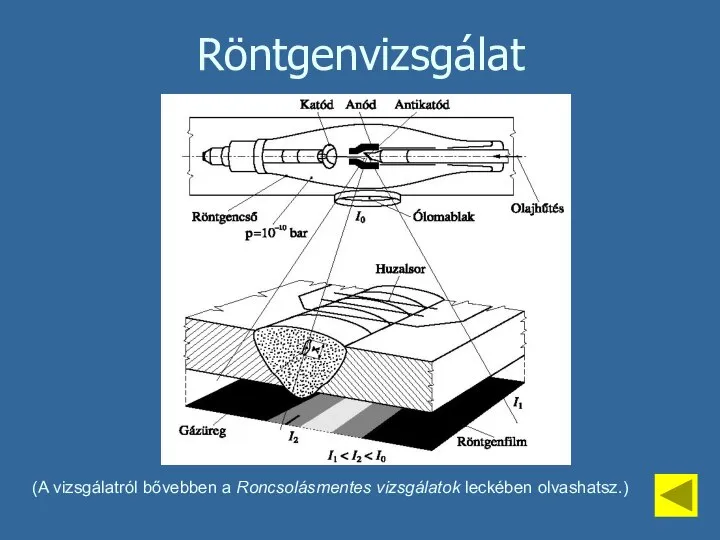
- 42. Röntgenvizsgálat (A vizsgálatról bővebben a Roncsolásmentes vizsgálatok leckében olvashatsz.)
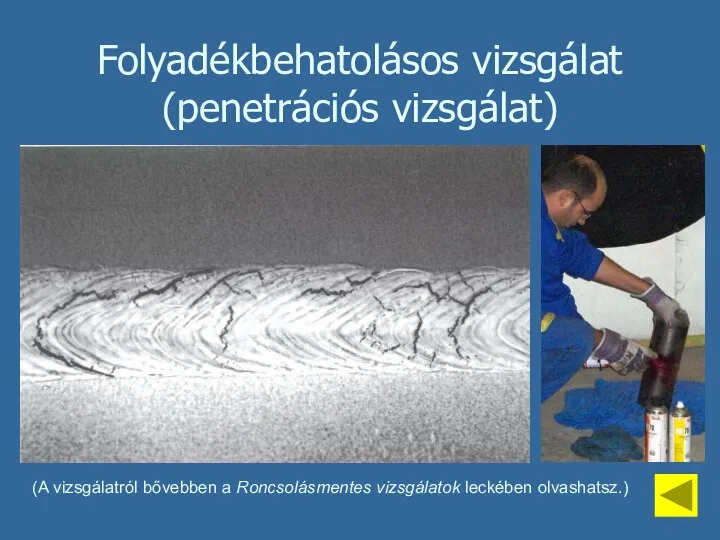
- 43. Folyadékbehatolásos vizsgálat (penetrációs vizsgálat) (A vizsgálatról bővebben a Roncsolásmentes vizsgálatok leckében olvashatsz.)
- 44. Ellenőrző kérdések A fémek mely tulajdonsága nem kedvező önthetőség szempontjából? Hígfolyósság olvadt állapotban. Lehűléskor nagy zsugorodás.
- 45. Ellenőrző kérdések Mit nem ellenőriznek a próbaöntés során? A formakitöltés hosszát. A zsugorodást. A vöröstörékenységi hajlamot.
- 46. Ellenőrző kérdések Mit nem figyelnek a forgácsolhatósági vizsgálat során? A forgácsleválasztást. Az anyag zsugorodását. A szerszámkopást.
- 47. Ellenőrző kérdések Melyik állítás igaz? A hegeszthetőséget csak a hegesztési technológia befolyásolja. A hegeszthetőséget csak a
- 48. Helyes a válasz!
- 49. Rossz válasz! Olvasd el még egyszer ezt a részt!
- 51. Скачать презентацию
Слайд 2Technológiai vizsgálatok
A technológiai vizsgálatok (próbák) célja az anyag adott technológiára való alkalmasságának
Technológiai vizsgálatok
A technológiai vizsgálatok (próbák) célja az anyag adott technológiára való alkalmasságának
Слайд 3A technológiai vizsgálatok jellemzői
A vizsgálatok bizonyos technológiákat modelleznek.
Jellemző rájuk, hogy a
A technológiai vizsgálatok jellemzői
A vizsgálatok bizonyos technológiákat modelleznek.
Jellemző rájuk, hogy a
Слайд 4A technológiai vizsgálatok fajtái:
- önthetőségi vizsgálatok
- forgácsolhatósági vizsgálatok
- hegeszthetőségi vizsgálatok
- alakíthatósági vizsgálatok
-
A technológiai vizsgálatok fajtái:
- önthetőségi vizsgálatok
- forgácsolhatósági vizsgálatok
- hegeszthetőségi vizsgálatok
- alakíthatósági vizsgálatok
-
Слайд 51. Önthetőségi vizsgálatok
1. Önthetőségi vizsgálatok

Слайд 6A fémek öntésének alapjai
Az öntés során az olvadt fémet egy célszerűen kialakított
A fémek öntésének alapjai
Az öntés során az olvadt fémet egy célszerűen kialakított
Слайд 7Önthetőség
Önthetőségen a megolvadt fém formakitöltő- képességét értjük.
Öntés szempontjából kedvező tulajdonságok:
Alacsony öntési hőmérséklet
Kis
Önthetőség
Önthetőségen a megolvadt fém formakitöltő- képességét értjük.
Öntés szempontjából kedvező tulajdonságok:
Alacsony öntési hőmérséklet
Kis
Слайд 8Alacsony öntési hőmérséklet
Előnyös, ha a fém teljes tömegében alacsony hőmérsékleten olvad és
Alacsony öntési hőmérséklet
Előnyös, ha a fém teljes tömegében alacsony hőmérsékleten olvad és
Слайд 9Dermedési hőköz
Dermedési hőköz:
A likvidusz és szolidusz közötti távolság
Kék vonal: szolidusz
Piros vonal: likvidusz
A
Dermedési hőköz
Dermedési hőköz:
A likvidusz és szolidusz közötti távolság
Kék vonal: szolidusz
Piros vonal: likvidusz
A
Слайд 10Szilárd állapotban bekövetkező zsugorodások
Az öntvény különböző részei eltérő sebességgel hűlnek, ezért átmeneti
Szilárd állapotban bekövetkező zsugorodások
Az öntvény különböző részei eltérő sebességgel hűlnek, ezért átmeneti
Слайд 11Hígfolyósság
A hígfolyós fém jobban önthető, mint a vastagon folyós, mivel a
Hígfolyósság
A hígfolyós fém jobban önthető, mint a vastagon folyós, mivel a
Слайд 12A fém olvadt állapotban nem nyelhet el sok gázt
Az olvadt fémben oldódnak
A fém olvadt állapotban nem nyelhet el sok gázt
Az olvadt fémben oldódnak
Слайд 13Öntés után is kedvező tulajdonságok
Szívósság
Szilárdság
Keménység
Öntés után is kedvező tulajdonságok
Szívósság
Szilárdság
Keménység

Слайд 14Szövetszerkezet
Dermedés során a külső rétegek gyorsabban hűlnek, mint a mag.
Vastagabb falú daraboknál
Szövetszerkezet
Dermedés során a külső rétegek gyorsabban hűlnek, mint a mag.
Vastagabb falú daraboknál
Слайд 15Dermedés utáni inhomogén szövetszerkezet:
Az öntött acéltuskó metszetein jól megfigyelhető az inhomogén szövetszerkezet.
A
Dermedés utáni inhomogén szövetszerkezet:
Az öntött acéltuskó metszetein jól megfigyelhető az inhomogén szövetszerkezet.
A
Слайд 16Önthetőségi vizsgálat:
Courthy kokilla
A Courthy kokilla egy kifelé spirálisan bővülő forma, amelynek
Önthetőségi vizsgálat:
Courthy kokilla
A Courthy kokilla egy kifelé spirálisan bővülő forma, amelynek
Слайд 172. Forgácsolhatósági vizsgálatok
2. Forgácsolhatósági vizsgálatok

Слайд 18Forgácsolhatóság (megmunkálhatóság)
A megmunkálhatóságot az anyag jellemzőin kívül a forgácsleválasztás körülményei is
Forgácsolhatóság (megmunkálhatóság)
A megmunkálhatóságot az anyag jellemzőin kívül a forgácsleválasztás körülményei is
Слайд 19Forgácsolhatóság
A forgácsolhatóságot jellemző tényezők:
a munkadarab anyaga, szemcseszerkezete,
a munkadarab felületi minősége,
a forgácsolóerő,
Forgácsolhatóság
A forgácsolhatóságot jellemző tényezők:
a munkadarab anyaga, szemcseszerkezete,
a munkadarab felületi minősége,
a forgácsolóerő,
Слайд 20Az anyagjellemzők és a forgácsolhatóság kapcsolata
A nagy szilárdság, keménység a forgácsolhatóságot rontja.
Nagy
Az anyagjellemzők és a forgácsolhatóság kapcsolata
A nagy szilárdság, keménység a forgácsolhatóságot rontja.
Nagy
Слайд 21Az acélok forgácsolhatósága
Kedvezően forgácsolható acélok:
Automata acélok:
Kén, foszfor, ólom és tellúr
Az acélok forgácsolhatósága
Kedvezően forgácsolható acélok:
Automata acélok:
Kén, foszfor, ólom és tellúr
Слайд 22A forgácsolhatóság javítása
A zárványok, illetve a szennyezők általában károsak, mivel rontják
A forgácsolhatóság javítása
A zárványok, illetve a szennyezők általában károsak, mivel rontják
Слайд 233. Hegeszthetőségi vizsgálatok
3. Hegeszthetőségi vizsgálatok

Слайд 24Hegesztési varrat
Hegesztési varrat

Слайд 25Átalakulási folyamatok
Átalakulási folyamatok
Слайд 26A varrat fontos tulajdonságai:
szilárdság
szívósság
repedésérzékenység
anyagfolytonosság
A varrat fontos tulajdonságai:
szilárdság
szívósság
repedésérzékenység
anyagfolytonosság
Слайд 27A hegeszthetőség fogalma
A fémek hegeszthetősége a hegesztési technológiától függő alkalmasság megfelelő hegesztett
A hegeszthetőség fogalma
A fémek hegeszthetősége a hegesztési technológiától függő alkalmasság megfelelő hegesztett
Слайд 28A hegeszthetőséget befolyásoló tényezők:
az alapanyag és hegesztőanyag összetétele,
a hegesztendő szerkezet kialakítása, mérete,
a
A hegeszthetőséget befolyásoló tényezők:
az alapanyag és hegesztőanyag összetétele,
a hegesztendő szerkezet kialakítása, mérete,
a
Слайд 29Próbahegesztés
A hegeszthetőség megállapításához próbahegesztést végeznek.
A próbatestet úgy hegesztik, mint a tényleges
Próbahegesztés
A hegeszthetőség megállapításához próbahegesztést végeznek.
A próbatestet úgy hegesztik, mint a tényleges
Слайд 30A hegesztett kötések minősítése
Hegesztési hibák keresése:
- varrat: repedések, üregek és zárványok, összeolvadási
A hegesztett kötések minősítése
Hegesztési hibák keresése:
- varrat: repedések, üregek és zárványok, összeolvadási
Слайд 31Hegesztési hibák
Repedések
Hosszirányú repedések: 1011, 1013, 1014
Keresztirányú repedések: 1021, 1023, 1024
Csillag alakú repedések:
Hegesztési hibák
Repedések
Hosszirányú repedések: 1011, 1013, 1014
Keresztirányú repedések: 1021, 1023, 1024
Csillag alakú repedések:
Слайд 32Hegesztési hibák
Üregek és zárványok
Üregek:
- gázpórus (2011),
- helyi porozitás (2013),
- soros
Hegesztési hibák
Üregek és zárványok
Üregek: - gázpórus (2011), - helyi porozitás (2013), - soros
Слайд 33Hegesztési hibák
Összeolvadási- és méret hibák
Hegesztési hibák
Összeolvadási- és méret hibák
Слайд 34A hegeszthetőség megállapításához elvégzendő vizsgálatok:
Szemrevételezés
Makroszkópos és mikroszkópos vizsgálat
Szakítóvizsgálat
Hajlító vizsgálat
Ütővizsgálat
Keménységmérés
Ultrahangos vizsgálat
Röntgen vizsgálat
Folyadékbehatolásos vizsgálat
A hegeszthetőség megállapításához elvégzendő vizsgálatok:
Szemrevételezés
Makroszkópos és mikroszkópos vizsgálat
Szakítóvizsgálat
Hajlító vizsgálat
Ütővizsgálat
Keménységmérés
Ultrahangos vizsgálat
Röntgen vizsgálat
Folyadékbehatolásos vizsgálat
Слайд 35Szemrevételezés
Szemrevételezés

Слайд 36Csiszolat makroszkópos vizsgálata
Csiszolat makroszkópos vizsgálata

Слайд 37Szakítóvizsgálat
Meg kell határozni:
- a kötés szakítószilárdságát,
a szakadás helyét:
varrat, beolvadási vonal,
Szakítóvizsgálat
Meg kell határozni:
- a kötés szakítószilárdságát,
a szakadás helyét:
varrat, beolvadási vonal,
Слайд 38Hajlító vizsgálat
Hajlító vizsgálat
Слайд 39Ütővizsgálat
Ütővizsgálat

Слайд 40Keménységmérés
Több ponton megmérik a keménységet.
(számozott pontok)
Keménységmérés
Több ponton megmérik a keménységet.
(számozott pontok)
Слайд 41Ultrahangos vizsgálat
(A vizsgálatról bővebben a Roncsolásmentes vizsgálatok leckében olvashatsz.)
Ultrahangos vizsgálat
(A vizsgálatról bővebben a Roncsolásmentes vizsgálatok leckében olvashatsz.)
Слайд 42Röntgenvizsgálat
(A vizsgálatról bővebben a Roncsolásmentes vizsgálatok leckében olvashatsz.)
Röntgenvizsgálat
(A vizsgálatról bővebben a Roncsolásmentes vizsgálatok leckében olvashatsz.)
Слайд 43Folyadékbehatolásos vizsgálat
(penetrációs vizsgálat)
(A vizsgálatról bővebben a Roncsolásmentes vizsgálatok leckében olvashatsz.)
Folyadékbehatolásos vizsgálat
(penetrációs vizsgálat)
(A vizsgálatról bővebben a Roncsolásmentes vizsgálatok leckében olvashatsz.)
Слайд 44Ellenőrző kérdések
A fémek mely tulajdonsága nem kedvező önthetőség szempontjából?
Hígfolyósság olvadt állapotban.
Lehűléskor nagy
Ellenőrző kérdések
A fémek mely tulajdonsága nem kedvező önthetőség szempontjából?
Hígfolyósság olvadt állapotban.
Lehűléskor nagy
Слайд 45Ellenőrző kérdések
Mit nem ellenőriznek a próbaöntés során?
A formakitöltés hosszát.
A zsugorodást.
A vöröstörékenységi hajlamot.
Ellenőrző kérdések
Mit nem ellenőriznek a próbaöntés során?
A formakitöltés hosszát.
A zsugorodást.
A vöröstörékenységi hajlamot.
Слайд 46Ellenőrző kérdések
Mit nem figyelnek a forgácsolhatósági vizsgálat során?
A forgácsleválasztást.
Az anyag zsugorodását.
A szerszámkopást.
Ellenőrző kérdések
Mit nem figyelnek a forgácsolhatósági vizsgálat során?
A forgácsleválasztást.
Az anyag zsugorodását.
A szerszámkopást.
Слайд 47Ellenőrző kérdések
Melyik állítás igaz?
A hegeszthetőséget csak a hegesztési technológia befolyásolja.
A hegeszthetőséget csak
Ellenőrző kérdések
Melyik állítás igaz?
A hegeszthetőséget csak a hegesztési technológia befolyásolja.
A hegeszthetőséget csak
Слайд 48Helyes a válasz!
Helyes a válasz!
Слайд 49Rossz válasz!
Olvasd el még egyszer ezt a részt!
Rossz válasz!
Olvasd el még egyszer ezt a részt!
 Структура экосистем
Структура экосистем Жеке қылмыс
Жеке қылмыс МОСКОВСКАЯ ШКОЛАИННОВАЦИЙ
МОСКОВСКАЯ ШКОЛАИННОВАЦИЙ Интеллектуальные технологии лидерства
Интеллектуальные технологии лидерства Убеждающая речь. Рейзвих М.В
Убеждающая речь. Рейзвих М.В З любов'ю до батьківщини в європейській спільноті
З любов'ю до батьківщини в європейській спільноті Тема лекции:«Хранение данных»
Тема лекции:«Хранение данных» КОММЕРЧЕСКОЕ ПРЕДЛОЖЕНИЕ
КОММЕРЧЕСКОЕ ПРЕДЛОЖЕНИЕ Речевая культура Полина
Речевая культура Полина Перпендикулярность плоскостей
Перпендикулярность плоскостей Презентация на тему семейство розоцветные
Презентация на тему семейство розоцветные Презентация на тему М. Ю. Лермонтов. Жизнь и судьба
Презентация на тему М. Ю. Лермонтов. Жизнь и судьба  Кофе латте
Кофе латте Частые и популярные вопросы, а также помощь новичку.
Частые и популярные вопросы, а также помощь новичку. My collection
My collection Автопортрет в зеркале самоизоляции
Автопортрет в зеркале самоизоляции Монетный брак
Монетный брак Стартовый этап реализации современной модели образования: некоторые предварительные результаты обследования
Стартовый этап реализации современной модели образования: некоторые предварительные результаты обследования Создание здоровьесберегающей среды в образовательном учреждении
Создание здоровьесберегающей среды в образовательном учреждении Духовная жизнь общества
Духовная жизнь общества Бонусная программа Приведи друга-2019
Бонусная программа Приведи друга-2019 Соединения. Разъемные соединения
Соединения. Разъемные соединения Северный Казахстан
Северный Казахстан Технологии построения локальных компьютерных сетей
Технологии построения локальных компьютерных сетей Каир - обитель Солнца.
Каир - обитель Солнца. Проект закона Республики Беларусь о разрешении неплатежеспособности
Проект закона Республики Беларусь о разрешении неплатежеспособности Рост и развитите растений
Рост и развитите растений Современные отрасли психологии и психологическая практика (Тема 2)
Современные отрасли психологии и психологическая практика (Тема 2)