- Технические испытания колец LLC “NPK” “BO” - ООО “НПК” “БО”

Содержание
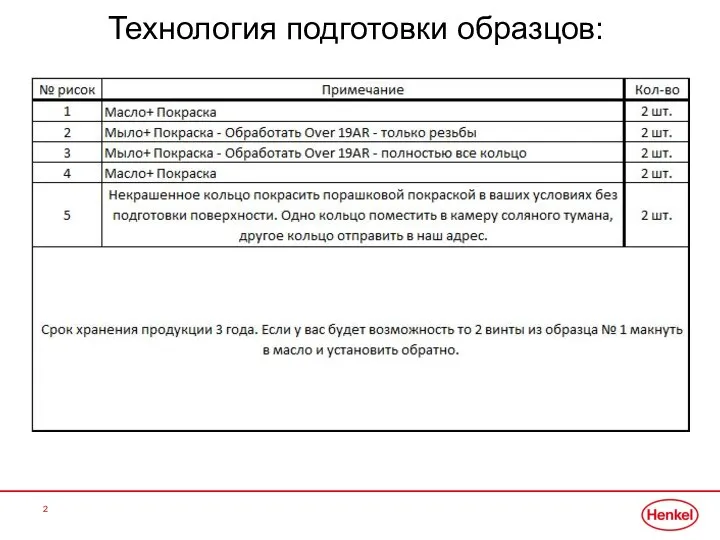
- 2. Технология подготовки образцов:
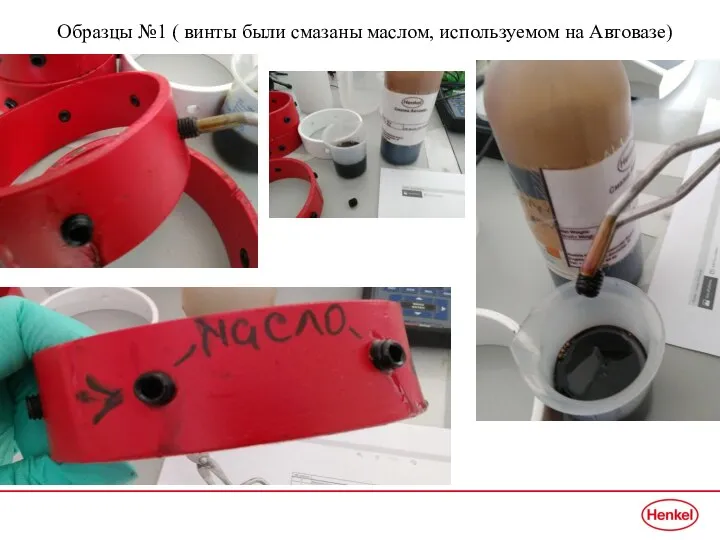
- 3. Образцы №1 ( винты были смазаны маслом, используемом на Автовазе)
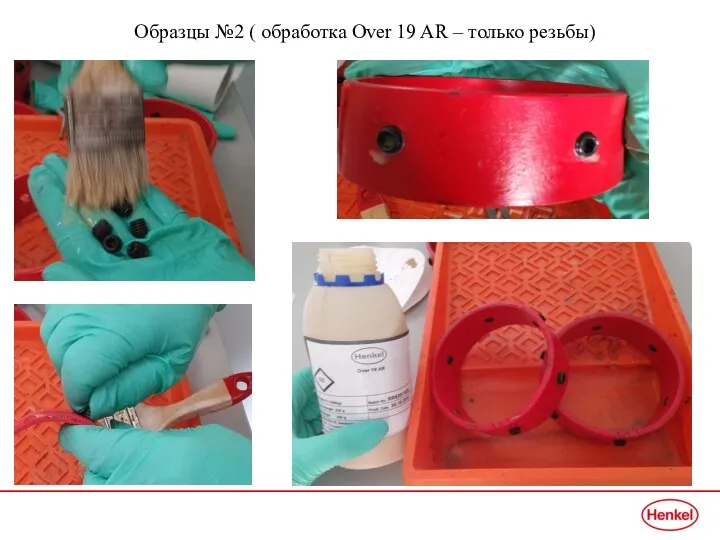
- 4. Образцы №2 ( обработка Over 19 AR – только резьбы)
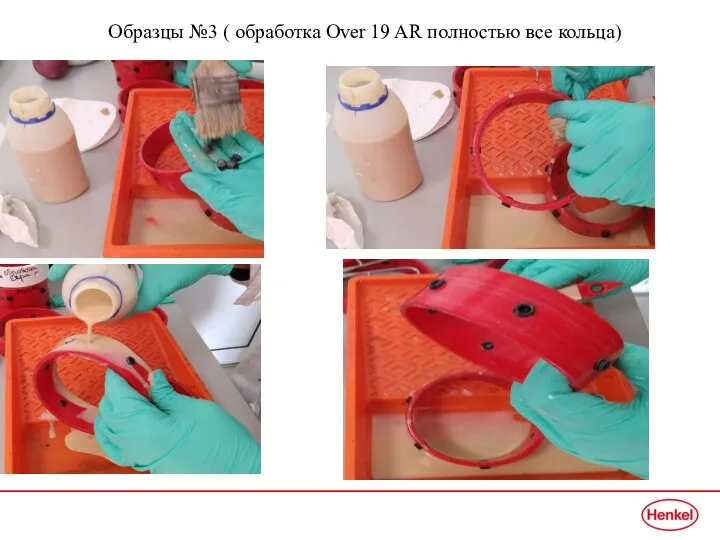
- 5. Образцы №3 ( обработка Over 19 AR полностью все кольца)
- 6. Образцы №4 ( образец дополнительно не обрабатывался) Образец № 5 – процесс окрашивания порошком проходил в
- 7. Испытания в камере солевого тумана в соотв. с DIN ISO 9227 (360 ч) Погружение в камеру
- 8. После промывки образцов – оценка поражения коррозией без обработки (масла+покраска заказчика) Ярко выраженное проявление окислов металла
- 9. После промывки образцов – оценка поражения коррозией (мыло+покраска заказчика)+обработка Over 19 AR –резьбы Отсутствие окислов окислов
- 10. После промывки образцов – оценка поражения коррозией (мыло+покраска заказчика)+обработка Over 19 AR –полностью обработка Отсутствие окислов
- 11. После промывки образцов – оценка поражения коррозией (масла+покраска заказчика) Ярко выраженные окислы металла на поверхности резьбы
- 12. После промывки образцов – оценка поражения коррозией (масла+покраска заказчика) Ярко выраженные окислы металла на поверхности резьбы
- 13. После промывки образцов – оценка поражения коррозией (кольцо без обработки, окрашенное в условиях сторонней организации) Внешняя
- 14. Выводы: Образцы с разной технологией обработки были подвержены испытаниям в камере соляного тумана в течении 360
- 16. Скачать презентацию
Слайд 3Образцы №1 ( винты были смазаны маслом, используемом на Автовазе)
Образцы №1 ( винты были смазаны маслом, используемом на Автовазе)
Слайд 4Образцы №2 ( обработка Over 19 AR – только резьбы)
Образцы №2 ( обработка Over 19 AR – только резьбы)
Слайд 5Образцы №3 ( обработка Over 19 AR полностью все кольца)
Образцы №3 ( обработка Over 19 AR полностью все кольца)
Слайд 6Образцы №4
( образец дополнительно
не обрабатывался)
Образец № 5 – процесс окрашивания
Образцы №4
( образец дополнительно
не обрабатывался)
Образец № 5 – процесс окрашивания

Слайд 7Испытания в камере солевого тумана
в соотв. с DIN ISO 9227 (360
Испытания в камере солевого тумана в соотв. с DIN ISO 9227 (360

Слайд 8После промывки образцов – оценка поражения коррозией
без обработки (масла+покраска заказчика)
Ярко
После промывки образцов – оценка поражения коррозией
без обработки (масла+покраска заказчика)
Ярко

Слайд 9После промывки образцов – оценка поражения коррозией
(мыло+покраска заказчика)+обработка Over 19 AR
После промывки образцов – оценка поражения коррозией
(мыло+покраска заказчика)+обработка Over 19 AR

Слайд 10После промывки образцов – оценка поражения коррозией
(мыло+покраска заказчика)+обработка Over 19 AR
После промывки образцов – оценка поражения коррозией
(мыло+покраска заказчика)+обработка Over 19 AR

Слайд 11После промывки образцов – оценка поражения коррозией
(масла+покраска заказчика)
Ярко выраженные окислы металла
После промывки образцов – оценка поражения коррозией
(масла+покраска заказчика)
Ярко выраженные окислы металла

Слайд 12После промывки образцов – оценка поражения коррозией
(масла+покраска заказчика)
Ярко выраженные окислы металла
После промывки образцов – оценка поражения коррозией
(масла+покраска заказчика)
Ярко выраженные окислы металла

Слайд 13После промывки образцов – оценка поражения коррозией
(кольцо без обработки, окрашенное в
После промывки образцов – оценка поражения коррозией
(кольцо без обработки, окрашенное в

Слайд 14Выводы:
Образцы с разной технологией обработки были подвержены испытаниям
в камере соляного тумана
Выводы:
Образцы с разной технологией обработки были подвержены испытаниям
в камере соляного тумана
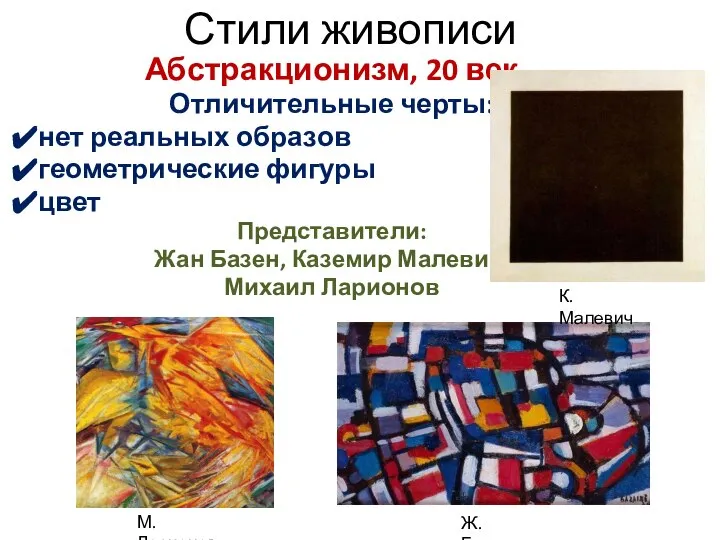 Стили живописи
Стили живописи Проблема человека в Философии
Проблема человека в Философии  Present Perfect
Present Perfect  Построение чертежа ночной сорочки
Построение чертежа ночной сорочки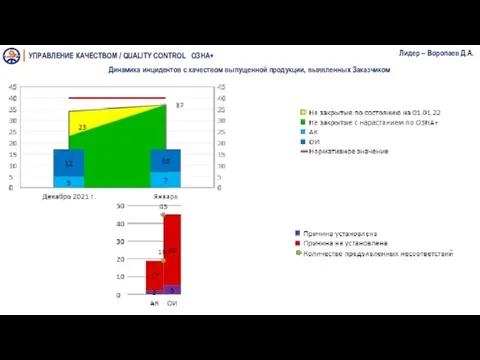 Управление качеством / quality control
Управление качеством / quality control Биология. Вводный урок
Биология. Вводный урок Гражданские правоотношения. 9 класс
Гражданские правоотношения. 9 класс Результативность усвоения общеобразовательнойпрограммы ДОУ
Результативность усвоения общеобразовательнойпрограммы ДОУ Гастрономические фестивали как региональные бренды
Гастрономические фестивали как региональные бренды Трудоустройство несовершеннолетних
Трудоустройство несовершеннолетних Ледовая фантазия
Ледовая фантазия Образовательная технология Ситуация
Образовательная технология Ситуация От новичка до владельца собственной студии. Центр перманентного макияжа SECRET PM
От новичка до владельца собственной студии. Центр перманентного макияжа SECRET PM Жуковский «Светлана»
Жуковский «Светлана» НАШ ГОРОД
НАШ ГОРОД Презентация на тему Функция y=k/x
Презентация на тему Функция y=k/x Назад в средневековье 6 класс
Назад в средневековье 6 класс 20180102_do_m_zhalsabonlv_konspekt
20180102_do_m_zhalsabonlv_konspekt Презентация на тему Что значит быть моральным
Презентация на тему Что значит быть моральным Разработка системы мониторинга посещаемости УИПК
Разработка системы мониторинга посещаемости УИПК Берегите здоровье
Берегите здоровье Условия и механизмы функционирования рынка информационных услуг и продуктов
Условия и механизмы функционирования рынка информационных услуг и продуктов Американо-российская двусторонняя президентская комиссия: Рабочая группа по противодействию незаконному обороту наркотиков
Американо-российская двусторонняя президентская комиссия: Рабочая группа по противодействию незаконному обороту наркотиков Электроэнергетика России
Электроэнергетика России Новые технологии в строительстве
Новые технологии в строительстве Качество подготовки выпускников МОУ Досатуйской СОШ
Качество подготовки выпускников МОУ Досатуйской СОШ Круглое королевство
Круглое королевство Презентация на тему Число и цифра 2 (1 класс)
Презентация на тему Число и цифра 2 (1 класс)