- Технологическая документация для изготовления изделий на станках

Содержание
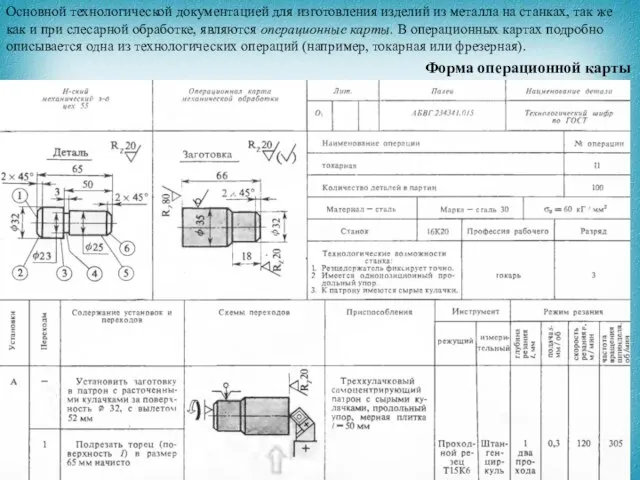
- 3. Основной технологической документацией для изготовления изделий из металла на станках, так же как и при слесарной
- 4. Чтобы установленный технологический процесс механической обработки был осуществлен на рабочем месте, на каждую операцию составляют операционную
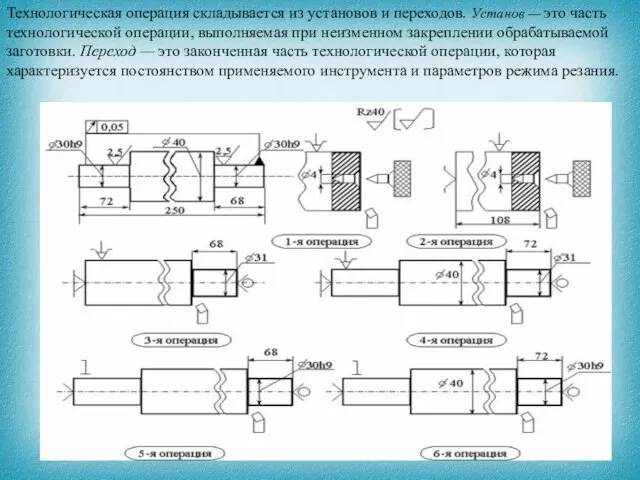
- 5. Технологическая операция складывается из установов и переходов. Установ — это часть технологической операции, выполняемая при неизменном
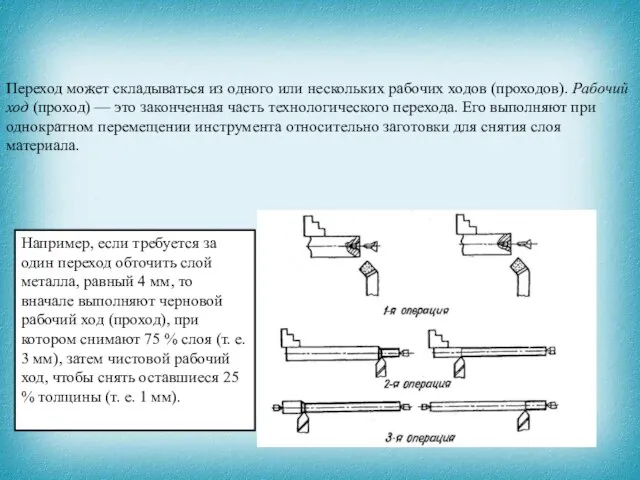
- 6. Например, если требуется за один переход обточить слой металла, равный 4 мм, то вначале выполняют черновой
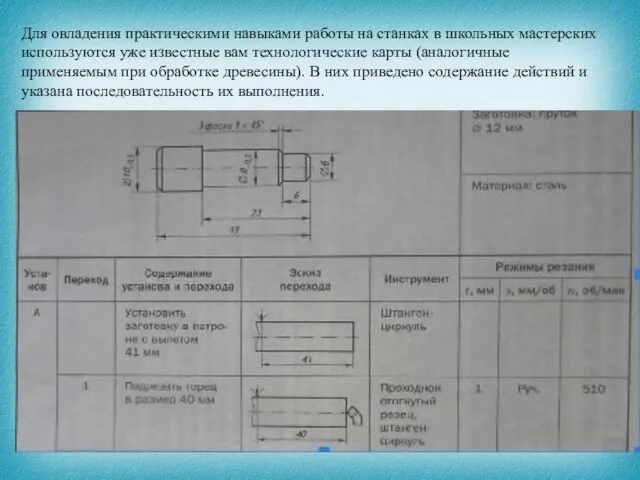
- 7. Для овладения практическими навыками работы на станках в школьных мастерских используются уже известные вам технологические карты
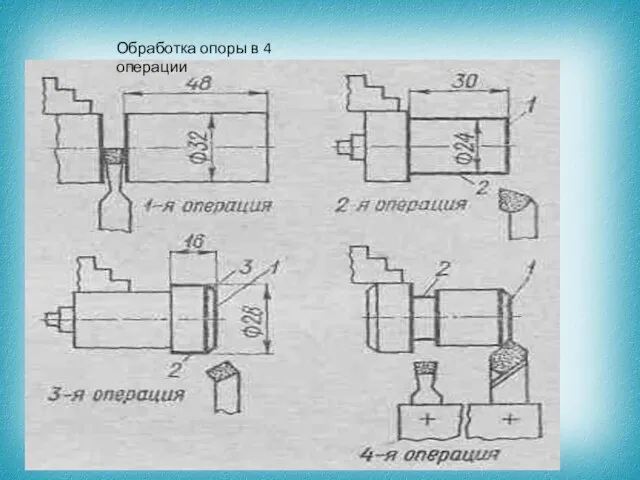
- 8. Обработка опоры в 4 операции
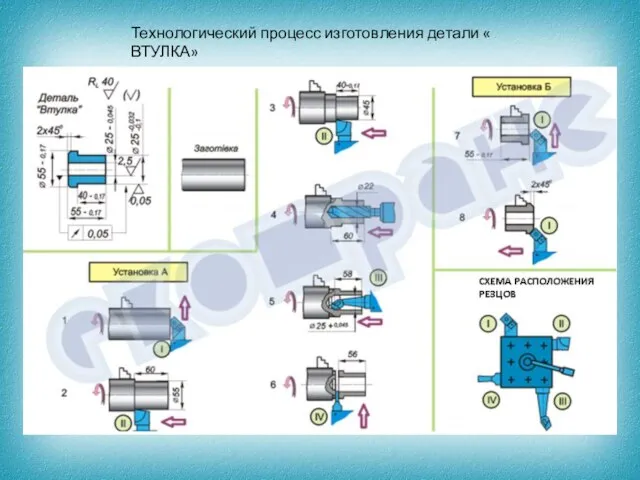
- 9. Технологический процесс изготовления детали « ВТУЛКА»
- 11. Скачать презентацию

Слайд 3Основной технологической документацией для изготовления изделий из металла на станках, так же
Основной технологической документацией для изготовления изделий из металла на станках, так же
Слайд 4Чтобы установленный технологический процесс механической обработки был осуществлен на рабочем месте, на
Чтобы установленный технологический процесс механической обработки был осуществлен на рабочем месте, на
Слайд 5Технологическая операция складывается из установов и переходов. Установ — это часть технологической
Технологическая операция складывается из установов и переходов. Установ — это часть технологической
Слайд 6Например, если требуется за один переход обточить слой металла, равный 4 мм,
Например, если требуется за один переход обточить слой металла, равный 4 мм,
Слайд 7Для овладения практическими навыками работы на станках в школьных мастерских используются уже
Для овладения практическими навыками работы на станках в школьных мастерских используются уже
Слайд 8Обработка опоры в 4 операции
Обработка опоры в 4 операции
Слайд 9Технологический процесс изготовления детали « ВТУЛКА»
Технологический процесс изготовления детали « ВТУЛКА»
 Административно-сервисный складской комплекс (АССК) в районе погранперехода «Козловичи»СЭЗ «Брест»
Административно-сервисный складской комплекс (АССК) в районе погранперехода «Козловичи»СЭЗ «Брест» ТК 122 «Стандарты финансовых операций»
ТК 122 «Стандарты финансовых операций» Ядовитые и Лекарственные растения
Ядовитые и Лекарственные растения Санта-Мария-деи-Мираколи Венеция
Санта-Мария-деи-Мираколи Венеция Портрет
Портрет Презентация на тему Никола Тесла (1856-1943)
Презентация на тему Никола Тесла (1856-1943) Multisensory approach to teaching English
Multisensory approach to teaching English Машиноведение
Машиноведение Понятие, содержание и признаки права
Понятие, содержание и признаки права Физические основы надежности
Физические основы надежности Балет
Балет Цунами
Цунами Лучше папы друга нет!
Лучше папы друга нет! Презентация на тему Первичная обработка рыбы
Презентация на тему Первичная обработка рыбы Переход общеобразовательных учреждений города Усолье-Сибирское на ФГОС нового поколения
Переход общеобразовательных учреждений города Усолье-Сибирское на ФГОС нового поколения Профессия моего папы - машинист буровой установки
Профессия моего папы - машинист буровой установки HEAT TRANSFER IN SILICON MICROHOTPLATE STRUCTURESЧисленный Анализ Теплопередачи в Кремниевых Микро-нагревательных Структурах
HEAT TRANSFER IN SILICON MICROHOTPLATE STRUCTURESЧисленный Анализ Теплопередачи в Кремниевых Микро-нагревательных Структурах День открытых дверей
День открытых дверей Здоровьесберегающие технологии учебного процесса
Здоровьесберегающие технологии учебного процесса Презентация на тему Характеристика политических центров Древнерусского государства
Презентация на тему Характеристика политических центров Древнерусского государства  Фон презентации. Изменение фона.
Фон презентации. Изменение фона. Гидросфера
Гидросфера Частичная репликация эксперимента по статье Фрейминг решений и психология выбора
Частичная репликация эксперимента по статье Фрейминг решений и психология выбора Золотые ворота в Древнюю Русь
Золотые ворота в Древнюю Русь УПРАВЛЯЮЩИЙ СОВЕТВ ОБРАЗОВАТЕЛЬНОМУЧРЕЖДЕНИИ:СОЗДАНИЕИ ФУНКЦИОНИРОВАНИЕ
УПРАВЛЯЮЩИЙ СОВЕТВ ОБРАЗОВАТЕЛЬНОМУЧРЕЖДЕНИИ:СОЗДАНИЕИ ФУНКЦИОНИРОВАНИЕ Министерство образования и науки Красноярского края Проекты классных руководителей Номинация: Со-бытие «Создание семейного порт
Министерство образования и науки Красноярского края Проекты классных руководителей Номинация: Со-бытие «Создание семейного порт Прямоугольный параллелепипед. Куб (5 класс)
Прямоугольный параллелепипед. Куб (5 класс) В стране не выученных уроков
В стране не выученных уроков