- Тема 1.2 Разметка

Содержание
- 3. Общие понятия. Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или
- 4. Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении
- 5. Приспособления для плоскостной разметки. Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
- 6. Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой,
- 8. Инструменты и приспособления для разметки. Последовательность выполнения разметочных работ
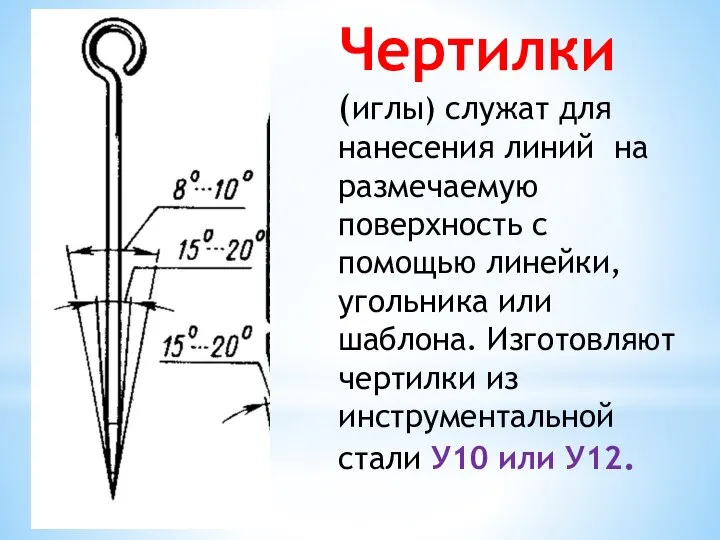
- 9. Чертилки (иглы) служат для нанесения линий на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют
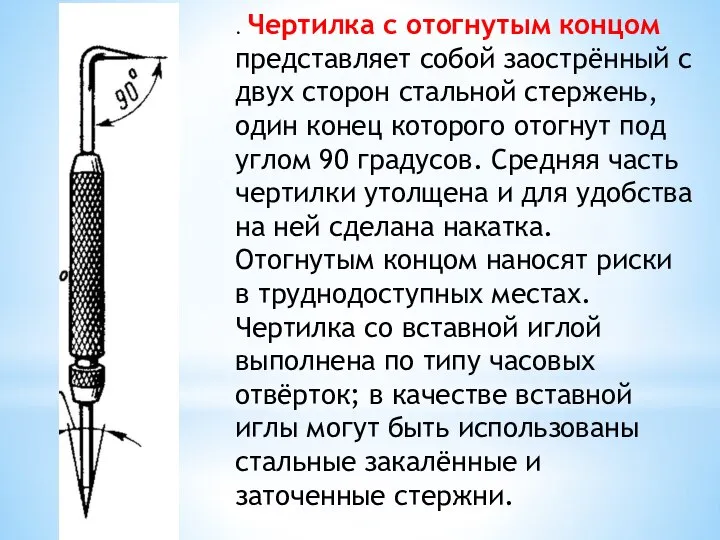
- 10. . Чертилка с отогнутым концом представляет собой заострённый с двух сторон стальной стержень, один конец которого
- 11. Кернер – слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных линиях (керны делают для
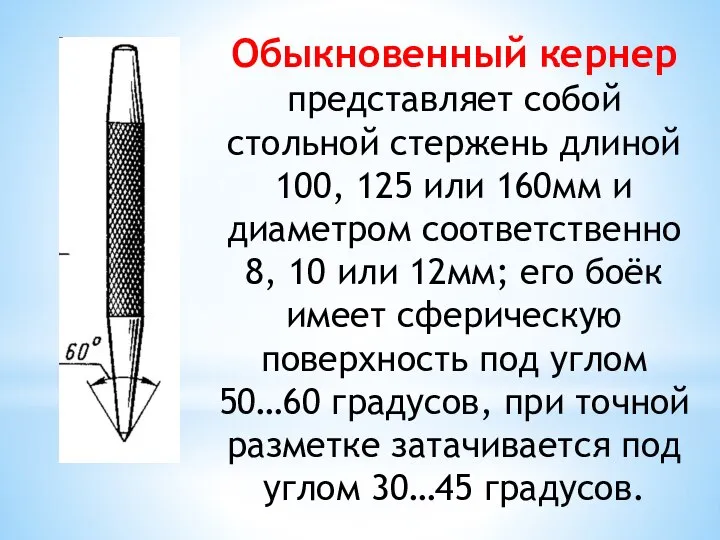
- 12. Обыкновенный кернер представляет собой стольной стержень длиной 100, 125 или 160мм и диаметром соответственно 8, 10
- 14. Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, а также для геометрических построений.
- 15. Разметочный штангенциркуль предназначен для точной разметки прямых линий и центров, а также для разметки больших диаметров.
- 16. Подготовка к разметке. Перед разметкой необходимо выполнить следующее: очистить заготовку от пыли, грязи, окалины, следов коррозии
- 17. *изучить чертеж размечаемой детали, *выяснить её особенности и назначение; *уточнить размеры; * определить базовые поверхности заготовки,
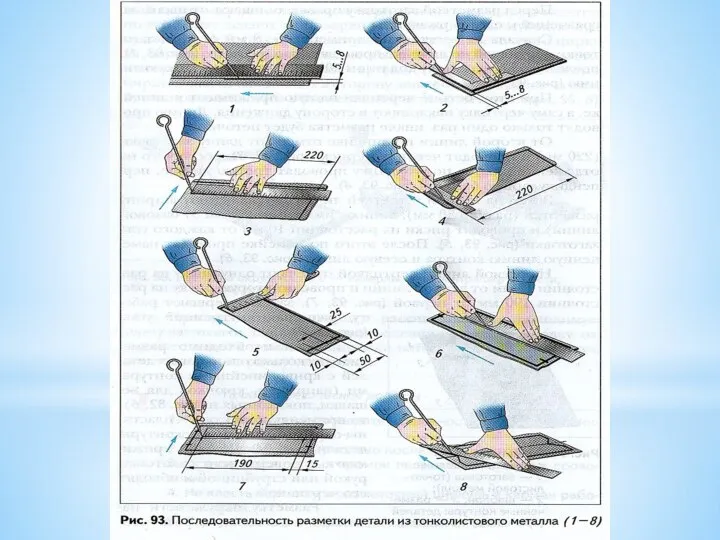
- 18. Применение плоскостной разметки. Нанесение разметочных рисок. Разметочные риски наносятся в такой последовательности: сначала проводят горизонтальные, затем
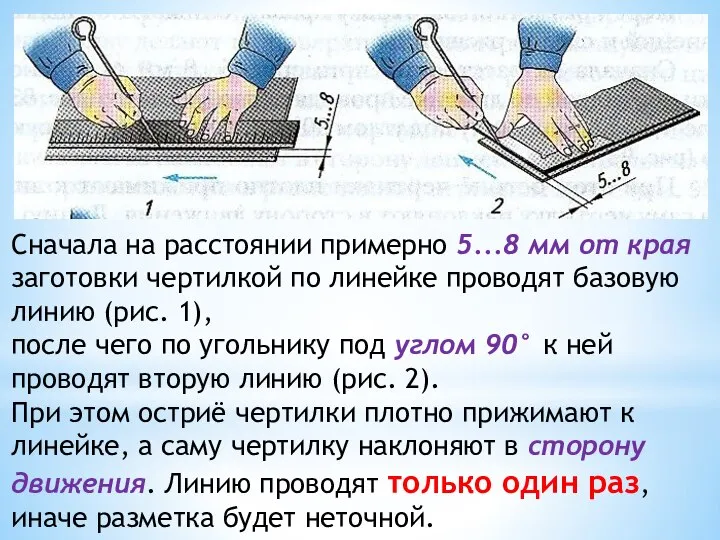
- 19. Перпендикулярные риски наносят с помощью угольника. Первую риску проводят по угольнику, полку которого прикладывают к боковой
- 20. Способы разметки. Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам
- 21. Разметка по шаблону
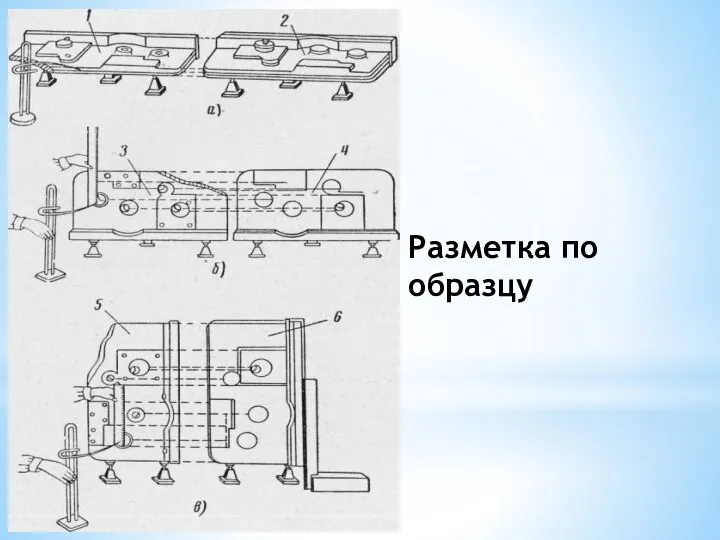
- 22. Разметка по образцу
- 23. Дефекты. Наиболее частыми дефектами при разметке являются следующие: несоответствие размеров размеченной заготовки данным чертежа вследствии невнимательности
- 24. Безопасность труда. При разметочных работах необходимо соблюдать следующие правила безопасности труда: 1.Установку заготовок (деталей) на плиту
- 25. Вопросы: 1. Что называется разметкой? 2.Какие виды разметки вы знаете? 3.Какие инструменты и приспособления применяются для
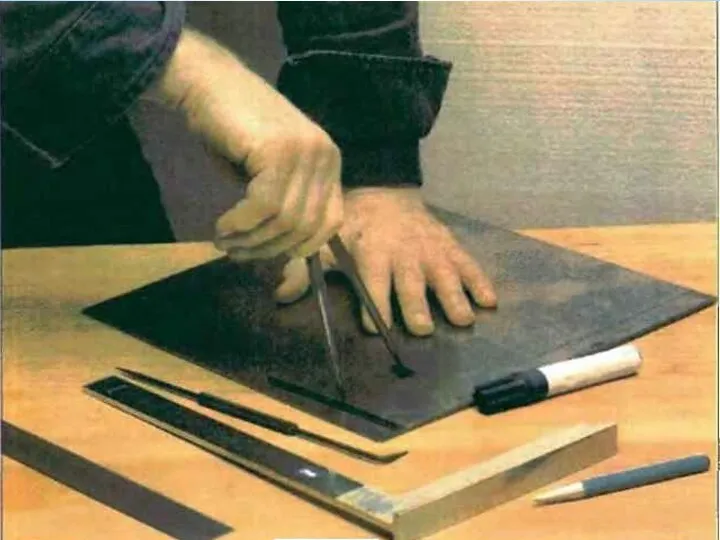
- 27. Сначала на расстоянии примерно 5...8 мм от края заготовки чертилкой по линейке проводят базовую линию (рис.
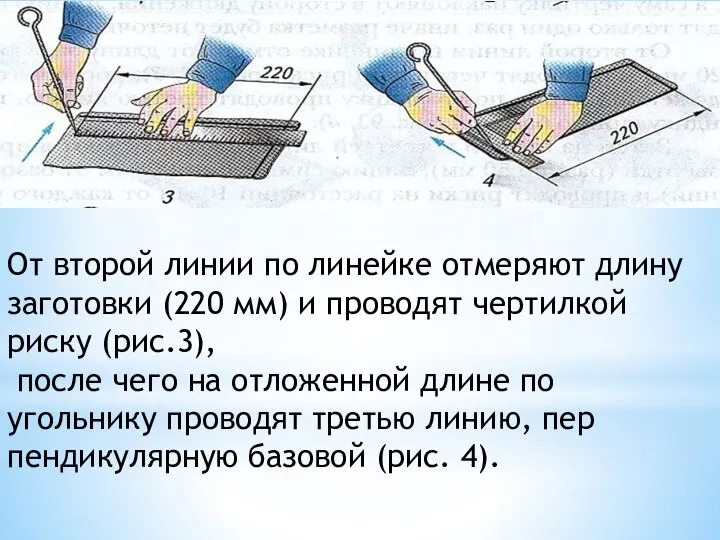
- 28. От второй линии по линейке отмеряют длину заготовки (220 мм) и проводят чертилкой риску (рис.3), после
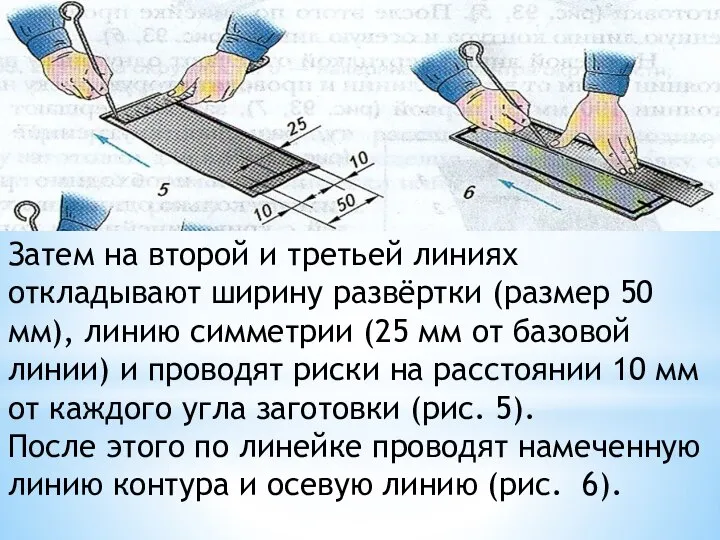
- 29. Затем на второй и третьей линиях откладывают ширину развёртки (размер 50 мм), линию симметрии (25 мм
- 31. Скачать презентацию
Слайд 3Общие понятия.
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры
Общие понятия.
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры
Слайд 4Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом
Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом
Слайд 5Приспособления для плоскостной разметки.
Для выполнения разметки используют разметочные плиты, подкладки, поворотные
Приспособления для плоскостной разметки.
Для выполнения разметки используют разметочные плиты, подкладки, поворотные
Слайд 6Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают
Слайд 8Инструменты и приспособления для разметки. Последовательность выполнения разметочных работ
Инструменты и приспособления для разметки. Последовательность выполнения разметочных работ

Слайд 9Чертилки (иглы) служат для нанесения линий на размечаемую поверхность с помощью линейки,
Чертилки (иглы) служат для нанесения линий на размечаемую поверхность с помощью линейки,
Слайд 10. Чертилка с отогнутым концом представляет собой заострённый с двух сторон стальной
. Чертилка с отогнутым концом представляет собой заострённый с двух сторон стальной
Слайд 11Кернер – слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных
Кернер – слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных
Слайд 12Обыкновенный кернер представляет собой стольной стержень длиной 100, 125 или 160мм и
Обыкновенный кернер представляет собой стольной стержень длиной 100, 125 или 160мм и
Слайд 14Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, а
Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, а

Слайд 15Разметочный штангенциркуль предназначен для точной разметки прямых линий и центров, а также
Разметочный штангенциркуль предназначен для точной разметки прямых линий и центров, а также

Слайд 16Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
очистить заготовку от пыли,
Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
очистить заготовку от пыли,
Слайд 17*изучить чертеж размечаемой детали, *выяснить её особенности и назначение;
*уточнить размеры;
* определить базовые
*изучить чертеж размечаемой детали, *выяснить её особенности и назначение;
*уточнить размеры;
* определить базовые
Слайд 18Применение плоскостной разметки.
Нанесение разметочных рисок.
Разметочные риски наносятся в такой последовательности:
Применение плоскостной разметки.
Нанесение разметочных рисок.
Разметочные риски наносятся в такой последовательности:
Слайд 19Перпендикулярные риски наносят с помощью угольника. Первую риску проводят по угольнику, полку
Перпендикулярные риски наносят с помощью угольника. Первую риску проводят по угольнику, полку
Слайд 20Способы разметки.
Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по
Способы разметки.
Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по
Слайд 21Разметка по шаблону
Разметка по шаблону

Слайд 22Разметка по образцу
Разметка по образцу
Слайд 23Дефекты.
Наиболее частыми дефектами при разметке являются следующие:
несоответствие размеров размеченной заготовки данным
Дефекты.
Наиболее частыми дефектами при разметке являются следующие:
несоответствие размеров размеченной заготовки данным
Слайд 24Безопасность труда.
При разметочных работах необходимо соблюдать следующие правила безопасности труда:
1.Установку
Безопасность труда.
При разметочных работах необходимо соблюдать следующие правила безопасности труда:
1.Установку
Слайд 25Вопросы:
1. Что называется разметкой?
2.Какие виды разметки вы знаете?
3.Какие инструменты
Вопросы:
1. Что называется разметкой?
2.Какие виды разметки вы знаете?
3.Какие инструменты
Слайд 27Сначала на расстоянии примерно 5...8 мм от края заготовки чертилкой по линейке
Сначала на расстоянии примерно 5...8 мм от края заготовки чертилкой по линейке
Слайд 28От второй линии по линейке отмеряют длину заготовки (220 мм) и проводят
От второй линии по линейке отмеряют длину заготовки (220 мм) и проводят
Слайд 29Затем на второй и третьей линиях откладывают ширину развёртки (размер 50 мм),
Затем на второй и третьей линиях откладывают ширину развёртки (размер 50 мм),
 Тандырная это – приготовление шашлыков в тандыре
Тандырная это – приготовление шашлыков в тандыре Лист. Внешнее и внутреннее строение
Лист. Внешнее и внутреннее строение Архитектура и дизайн
Архитектура и дизайн Международное гуманитарное право.
Международное гуманитарное право. Метод фундаментального проектирования Мэтчетта
Метод фундаментального проектирования Мэтчетта Контроль, согласование и утверждение КТД
Контроль, согласование и утверждение КТД Москва (2 класс)
Москва (2 класс) Подготовка дела к судебному разбирательству как обязательная стадия гражданского судопроизводства
Подготовка дела к судебному разбирательству как обязательная стадия гражданского судопроизводства Презентация на тему Вспоминаем Юрия Гагарина 55 лет со дня первого полета человека в Космос
Презентация на тему Вспоминаем Юрия Гагарина 55 лет со дня первого полета человека в Космос  История учения о личности преступника. Тема 2
История учения о личности преступника. Тема 2 Sonder для рассылки
Sonder для рассылки Сертификация
Сертификация Бизнес-партнерство с Rama Yoga
Бизнес-партнерство с Rama Yoga Презентация на тему Движущие силы антропогенеза
Презентация на тему Движущие силы антропогенеза  Геометрия вокруг нас
Геометрия вокруг нас БЮДЖЕТИРОВАНИЕ В 1С
БЮДЖЕТИРОВАНИЕ В 1С Мошенничества с инвестициями
Мошенничества с инвестициями Природное и общественное. Отличия человека от животного
Природное и общественное. Отличия человека от животного Жарқын болашаққа жол
Жарқын болашаққа жол Раскадровка. Для чего нужна раскадровка
Раскадровка. Для чего нужна раскадровка Культурное наследие регионов России
Культурное наследие регионов России Презентация на тему Дисграфия
Презентация на тему Дисграфия Профессиональные функции и умения старшего воспитателя ДОУ
Профессиональные функции и умения старшего воспитателя ДОУ Иллюзии зрения
Иллюзии зрения Презентация на тему Развитие метапредметных компетенций учащихся
Презентация на тему Развитие метапредметных компетенций учащихся Образец презентации к отчету ИР БкЮ-100
Образец презентации к отчету ИР БкЮ-100 Презентация на тему Роль права в жизни государства (9 класс)
Презентация на тему Роль права в жизни государства (9 класс) Классификация элементарных частиц
Классификация элементарных частиц