- ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК

Содержание
- 2. ОГЛАВЛЕНИЕ УСТРОЙСТВО (чертежи) ВИДЫ ТОКАРНЫХ РЕЗЦОВ ТЕХНИКА БЕЗОПАСНОСТИ ВЫХОД Шлифовка и пропитка: Правильное рабочее положение
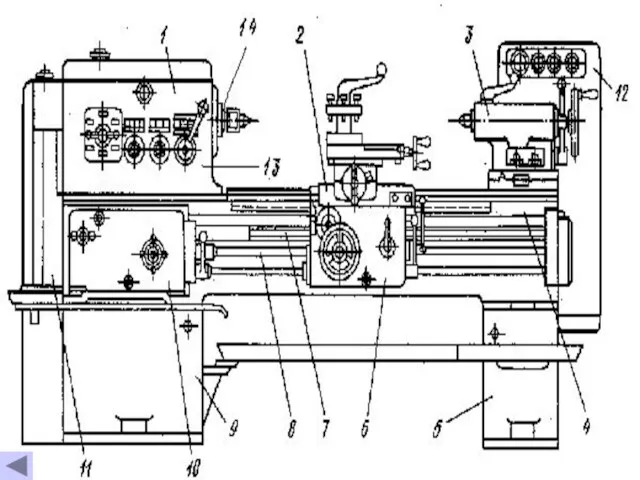
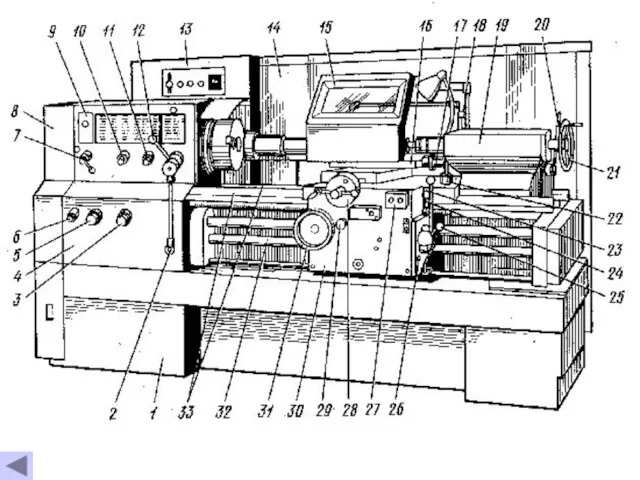
- 3. УСТРОЙСТВО Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3
- 5. Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12
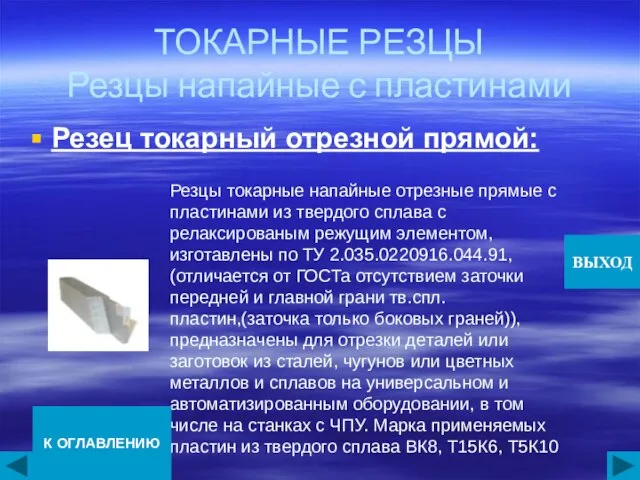
- 7. ТОКАРНЫЕ РЕЗЦЫ Резцы напайные с пластинами Резец токарный отрезной прямой: Резцы токарные напайные отрезные прямые с
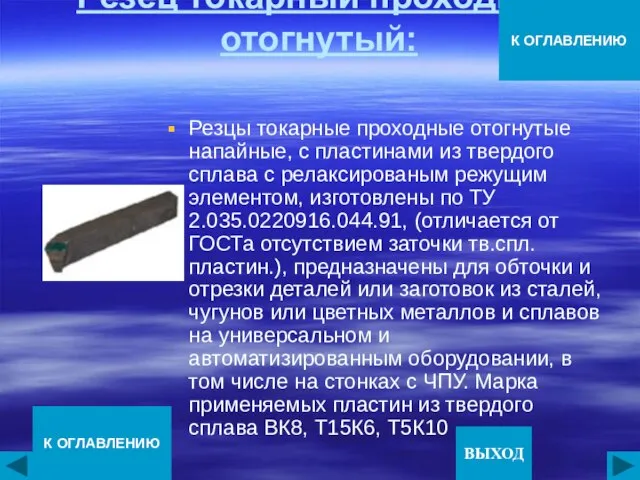
- 8. Резец токарный проходной отогнутый: Резцы токарные проходные отогнутые напайные, с пластинами из твердого сплава с релаксированым
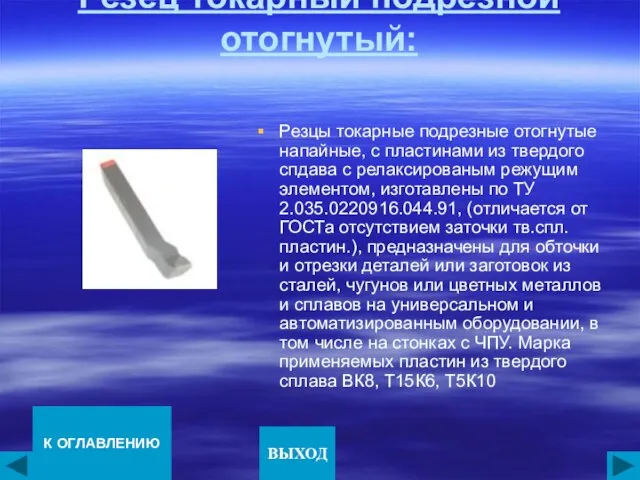
- 9. Резец токарный подрезной отогнутый: Резцы токарные подрезные отогнутые напайные, с пластинами из твердого спдава с релаксированым
- 10. Резец токарный проходной прямой: Резцы токарные проходные прямые, с пластинами из твердого спдава с релаксированым режущим
- 11. Резец токарный проходной упорный отогнутый: Резцы токарные проходные упорные отогнутые, с пластинами из твердого спдава с
- 12. Резец токарный расточной для глухих отверстий: Резцы токарные расточные для обработки глухих отверстий, с пластинами из
- 13. Резец токарный расточной для сквозных отверстий: Резцы токарные расточные для обработки глухих отверстий, с пластинами из
- 14. ТЕХНИКА БЕЗОПАСНОСТИ Деревообрабатывающие станки при неквалифицированном обращении представляют определенную опасность. Поэтому для безопасной работы необходимо соблюдение
- 15. На станке не разрешается проводить какие-либо изменения, дополнения и перестроения Ежедневно перед включением станка проверяйте безупречную
- 16. Необходимо сообщать об обнаруженных недостатках на станке или защитных приспособлениях и устранять их с привлечением уполномоченных
- 17. К ОГЛАВЛЕНИЮ Для защиты длинных волос необходимо надевать фуражку или сетку для волос. Носите плотно прилегающую
- 18. К ОГЛАВЛЕНИЮ Используйте средства индивидуальной защиты, предписанные для работы согласно инструкций. При работе на станке не
- 19. Следите за хорошим освещением. Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
- 20. К ОГЛАВЛЕНИЮ Содержите рабочее место свободным от мешающих заготовок и прочих предметов. Никогда не суйте руки
- 21. К ОГЛАВЛЕНИЮ Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики.
- 22. К ОГЛАВЛЕНИЮ Удаляйте детей и посторонних лиц из опасной зоны. Не оставляйте без присмотра работающий станок.
- 23. Используйте все возможности сообщения о пожаре и по борьбе с огнем, например с помощью расположенных на
- 24. К ОГЛАВЛЕНИЮ Постоянно обращайте внимание на то, чтобы не образовывалось слишком много пыли – всегда применяйте
- 25. Особенно тропические деревья и твердые породы деревьев, как например бук и дуб, классифицируются как возбудители раковых
- 26. К ОГЛАВЛЕНИЮ Необходимо обращать внимание на то, чтобы токарный инструмент при работе надежно удерживался двумя руками
- 27. Шлифовка и пропитка: 1) Снимите стальную опору для рук. Начинайте шлифовку с шлифовальной бумаги с зернистостью
- 28. К ОГЛАВЛЕНИЮ 2) Нанести первый слой пропитки и дать ему высохнуть. Окончательная шлифовка проводится с зернистостью
- 30. Скачать презентацию
Слайд 2ОГЛАВЛЕНИЕ
УСТРОЙСТВО (чертежи)
ВИДЫ ТОКАРНЫХ РЕЗЦОВ
ТЕХНИКА БЕЗОПАСНОСТИ
ВЫХОД
Шлифовка и пропитка:
Правильное рабочее
положение
ОГЛАВЛЕНИЕ
УСТРОЙСТВО (чертежи)
ВИДЫ ТОКАРНЫХ РЕЗЦОВ
ТЕХНИКА БЕЗОПАСНОСТИ
ВЫХОД
Шлифовка и пропитка:
Правильное рабочее
положение
Слайд 3УСТРОЙСТВО
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2
УСТРОЙСТВО
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2
Слайд 5Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага
Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага
Слайд 7ТОКАРНЫЕ РЕЗЦЫ
Резцы напайные с пластинами
Резец токарный отрезной прямой:
Резцы токарные напайные отрезные
ТОКАРНЫЕ РЕЗЦЫ
Резцы напайные с пластинами
Резец токарный отрезной прямой:
Резцы токарные напайные отрезные
Слайд 8Резец токарный проходной отогнутый:
Резцы токарные проходные отогнутые напайные, с пластинами из твердого
Резец токарный проходной отогнутый:
Резцы токарные проходные отогнутые напайные, с пластинами из твердого
Слайд 9Резец токарный подрезной отогнутый:
Резцы токарные подрезные отогнутые напайные, с пластинами из твердого
Резец токарный подрезной отогнутый:
Резцы токарные подрезные отогнутые напайные, с пластинами из твердого
Слайд 10Резец токарный проходной прямой:
Резцы токарные проходные прямые, с пластинами из твердого спдава
Резец токарный проходной прямой:
Резцы токарные проходные прямые, с пластинами из твердого спдава
Слайд 11Резец токарный проходной упорный отогнутый:
Резцы токарные проходные упорные отогнутые, с пластинами из
Резец токарный проходной упорный отогнутый:
Резцы токарные проходные упорные отогнутые, с пластинами из
Слайд 12Резец токарный расточной для глухих отверстий:
Резцы токарные расточные для обработки глухих отверстий,
Резец токарный расточной для глухих отверстий:
Резцы токарные расточные для обработки глухих отверстий,
Слайд 13Резец токарный расточной для сквозных отверстий:
Резцы токарные расточные для обработки глухих отверстий,
Резец токарный расточной для сквозных отверстий:
Резцы токарные расточные для обработки глухих отверстий,
Слайд 14ТЕХНИКА БЕЗОПАСНОСТИ
Деревообрабатывающие станки при неквалифицированном обращении представляют определенную опасность. Поэтому для безопасной
ТЕХНИКА БЕЗОПАСНОСТИ
Деревообрабатывающие станки при неквалифицированном обращении представляют определенную опасность. Поэтому для безопасной
Слайд 15На станке не разрешается проводить какие-либо изменения, дополнения и перестроения
Ежедневно перед
На станке не разрешается проводить какие-либо изменения, дополнения и перестроения
Ежедневно перед
Слайд 16Необходимо сообщать об обнаруженных недостатках на станке или защитных приспособлениях и устранять
Необходимо сообщать об обнаруженных недостатках на станке или защитных приспособлениях и устранять
Слайд 17К ОГЛАВЛЕНИЮ
Для защиты длинных волос необходимо надевать фуражку или сетку для волос.
Носите
К ОГЛАВЛЕНИЮ
Для защиты длинных волос необходимо надевать фуражку или сетку для волос.
Носите
Слайд 18К ОГЛАВЛЕНИЮ
Используйте средства индивидуальной защиты, предписанные для работы согласно инструкций.
При работе на
К ОГЛАВЛЕНИЮ
Используйте средства индивидуальной защиты, предписанные для работы согласно инструкций.
При работе на
Слайд 19Следите за хорошим освещением.
Следите за тем, чтобы станок устойчиво стоял на твердом
Следите за хорошим освещением.
Следите за тем, чтобы станок устойчиво стоял на твердом
Слайд 20К ОГЛАВЛЕНИЮ
Содержите рабочее место свободным от мешающих заготовок и прочих предметов.
Никогда не
К ОГЛАВЛЕНИЮ
Содержите рабочее место свободным от мешающих заготовок и прочих предметов.
Никогда не
Слайд 21К ОГЛАВЛЕНИЮ
Никогда не работайте на станке под воздействием психотропных средств, таких как
К ОГЛАВЛЕНИЮ
Никогда не работайте на станке под воздействием психотропных средств, таких как
Слайд 22К ОГЛАВЛЕНИЮ
Удаляйте детей и посторонних лиц из опасной зоны.
Не оставляйте без присмотра
К ОГЛАВЛЕНИЮ
Удаляйте детей и посторонних лиц из опасной зоны.
Не оставляйте без присмотра
Слайд 23Используйте все возможности сообщения о пожаре и по борьбе с огнем, например
Используйте все возможности сообщения о пожаре и по борьбе с огнем, например
Слайд 24К ОГЛАВЛЕНИЮ
Постоянно обращайте внимание на то, чтобы не образовывалось слишком много пыли
К ОГЛАВЛЕНИЮ
Постоянно обращайте внимание на то, чтобы не образовывалось слишком много пыли
Слайд 25Особенно тропические деревья и твердые породы деревьев, как например бук и дуб,
Особенно тропические деревья и твердые породы деревьев, как например бук и дуб,
Слайд 26К ОГЛАВЛЕНИЮ
Необходимо обращать внимание на то, чтобы токарный инструмент при работе надежно
К ОГЛАВЛЕНИЮ
Необходимо обращать внимание на то, чтобы токарный инструмент при работе надежно
Слайд 27Шлифовка и пропитка:
1) Снимите стальную опору для рук. Начинайте шлифовку с
Шлифовка и пропитка:
1) Снимите стальную опору для рук. Начинайте шлифовку с
Слайд 28К ОГЛАВЛЕНИЮ
2) Нанести первый слой пропитки и дать ему высохнуть. Окончательная
К ОГЛАВЛЕНИЮ
2) Нанести первый слой пропитки и дать ему высохнуть. Окончательная
 Змістовий модуль ІІ. Теорія вихованняТема 1.Суть і зміст процесу виховання. Процес виховання в національній школі
Змістовий модуль ІІ. Теорія вихованняТема 1.Суть і зміст процесу виховання. Процес виховання в національній школі Фитодизайн. Композиции
Фитодизайн. Композиции Лекция-3-русс
Лекция-3-русс Как сберечь свое здоровье?
Как сберечь свое здоровье? Объёмные открытки
Объёмные открытки Использование ЦОР в учебном процессе
Использование ЦОР в учебном процессе АНО «Молодежный театр «Light» Использование театральных методик в профилактике ВИЧ-инфекции
АНО «Молодежный театр «Light» Использование театральных методик в профилактике ВИЧ-инфекции (вычерчивание фигуры непрерывной линией)
(вычерчивание фигуры непрерывной линией) Союз как часть речи
Союз как часть речи Дети Беслана.
Дети Беслана. Юный разработчик. Занятие №9. Сборка. Динозавр
Юный разработчик. Занятие №9. Сборка. Динозавр Кондратий Фёдорович Рылеев
Кондратий Фёдорович Рылеев ЗВЕЗДООБРАЗОВАНИЕ
ЗВЕЗДООБРАЗОВАНИЕ Олимпийская символика
Олимпийская символика Государство и право
Государство и право Презентация на тему Арабы в средние века. Возникновение ислама
Презентация на тему Арабы в средние века. Возникновение ислама  Жаз айлары тақырыбындағы сабақ
Жаз айлары тақырыбындағы сабақ Употребление заглавной буквы в словах 2 класс
Употребление заглавной буквы в словах 2 класс Процессы управления проектами
Процессы управления проектами Мои первые словари
Мои первые словари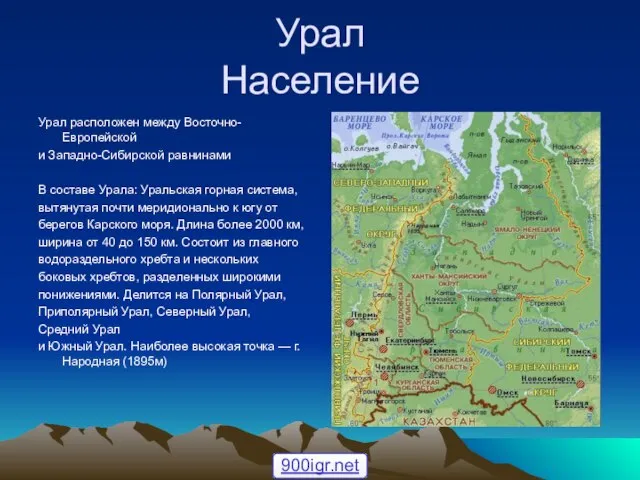 Население Урала
Население Урала Вам дали это. Это и сейчас принадлежит вам. Вы его никогда никому не передавали, но им пользуются все ваши знакомые. Что это такое?
Вам дали это. Это и сейчас принадлежит вам. Вы его никогда никому не передавали, но им пользуются все ваши знакомые. Что это такое? Информация об областном конкурсе научных работ по проблемам развития агропромышленного комплекса.
Информация об областном конкурсе научных работ по проблемам развития агропромышленного комплекса. Внешняя политика России во второй половине 19 века.
Внешняя политика России во второй половине 19 века. Toxicology 1 (4)
Toxicology 1 (4) СОВЕТСКАЯ МУЗЫКА
СОВЕТСКАЯ МУЗЫКА Магниторецепция у человека: теория и практическое применение
Магниторецепция у человека: теория и практическое применение ПИЩЕВЫЕ ДОБАВКИ
ПИЩЕВЫЕ ДОБАВКИ