- Транспортирующие машины

Содержание
- 2. Конвейер, транспортер – машина непрерывного действия для перемещения сыпучих, кусковых или штучных грузов. Основной классификационный признак
- 3. По типу грузонесущего органа конвейеры могут быть: ленточные, пластинчатые, скребковые, подвесные грузонесущие, толкающие, тележечные, ковшовые и
- 4. По конструкции конвейеры делят на ленточные, ковшовые, винтовые и вибрационные. У ленточных и ковшовых конвейеров транспортируемый
- 5. Ленточные конвейеры. Применяют для непрерывного транспортирования различных материалов в горизонтальном или наклонном направлениях. Они обеспечивают высокую
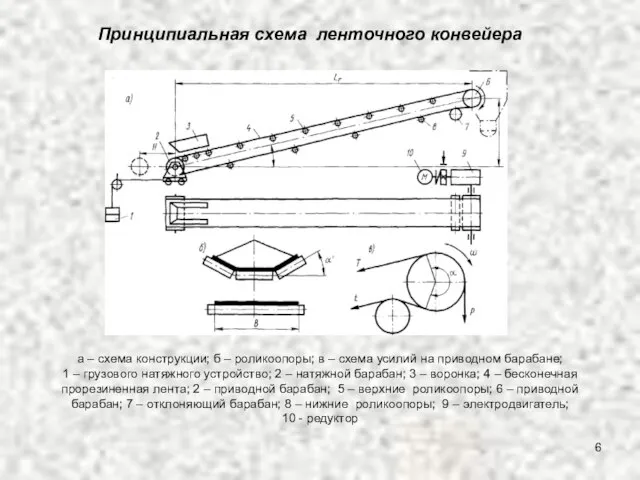
- 6. Принципиальная схема ленточного конвейера а – схема конструкции; б – роликоопоры; в – схема усилий на
- 7. Основным транспортирующим и тяговым органом ленточного конвейера является бесконечная прорезиненная лента 4, огибающая два барабана –
- 8. Производительность ленточных конвейеров (т/ч) П=3600 F v ρ, где F – площадь поперечного сечения потока материала,
- 9. Пластинчатые конвейеры
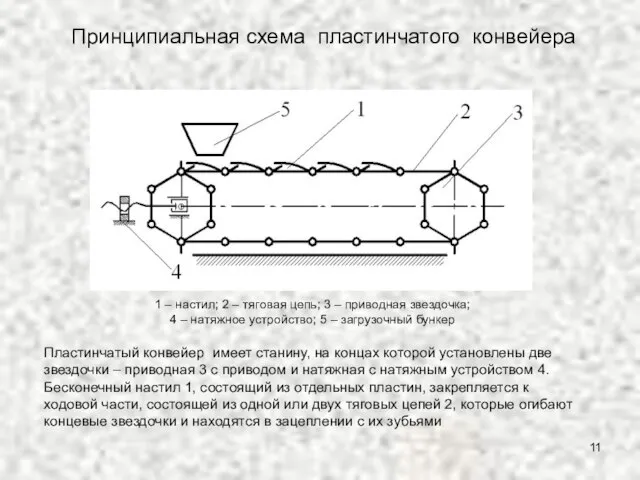
- 10. При транспортировании материалов с острыми кромками, перемещения горячих материалов, деталей и изделий применяют пластинчатые конвейеры, у
- 11. 1 – настил; 2 – тяговая цепь; 3 – приводная звездочка; 4 – натяжное устройство; 5
- 12. Скребковые конвейеры
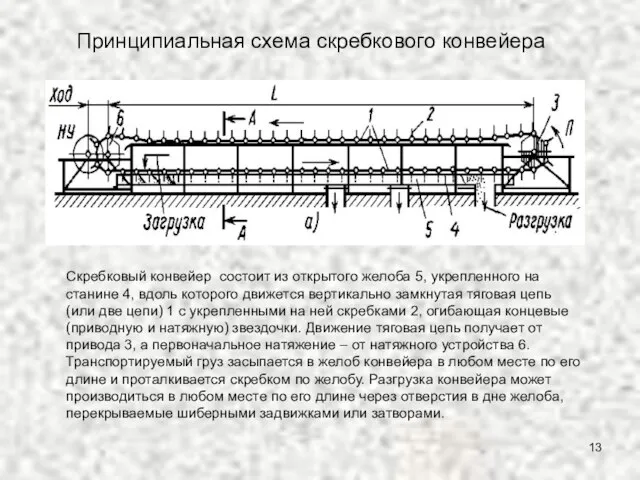
- 13. Принципиальная схема скребкового конвейера Скребковый конвейер состоит из открытого желоба 5, укрепленного на станине 4, вдоль
- 14. Преимущества Применение конвейеров скребковых позволяет: а) производить транспортировку материалов с высокими (до 500 С) температурами; б)
- 15. Ковшовые конвейеры (нория)
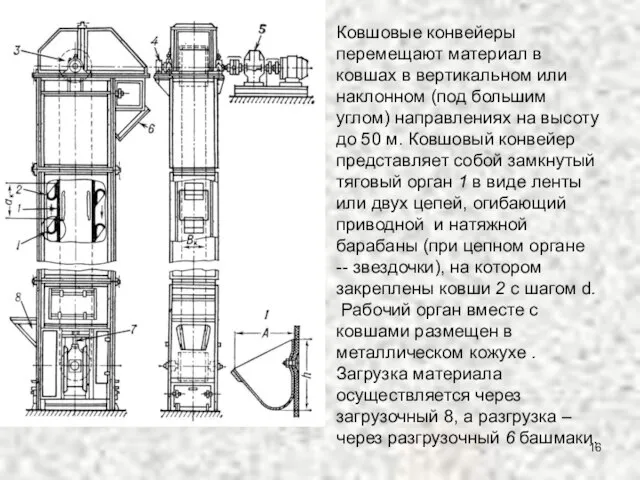
- 16. Ковшовые конвейеры перемещают материал в ковшах в вертикальном или наклонном (под большим углом) направлениях на высоту
- 17. Производительность ковшового конвейера (т/ч) П =0,6 q kн ρ n, где q – вместимость одного ковша,
- 18. Винтовые конвейеры
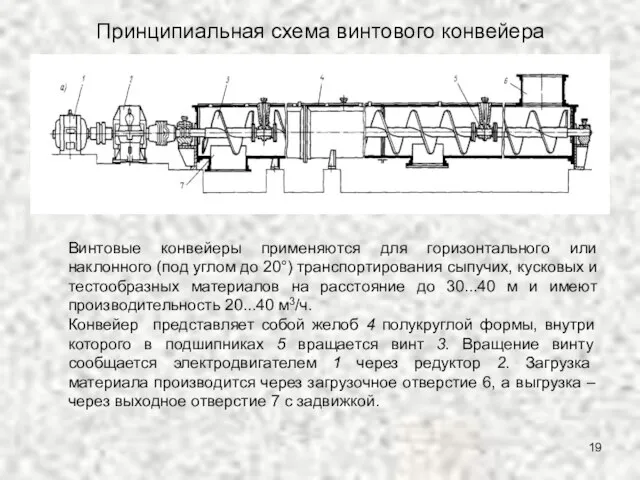
- 19. Принципиальная схема винтового конвейера Винтовые конвейеры применяются для горизонтального или наклонного (под углом до 20°) транспортирования
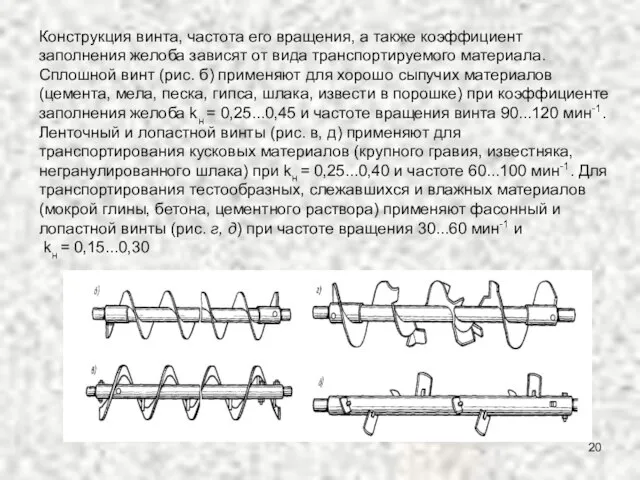
- 20. Конструкция винта, частота его вращения, а также коэффициент заполнения желоба зависят от вида транспортируемого материала. Сплошной
- 21. Производительность горизонтального винтового конвейера (м3/ч) П = 3600 3,14 D2 kн v / 4, где D
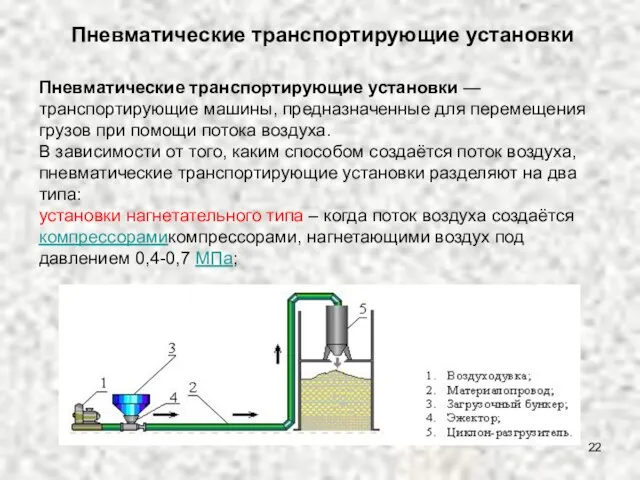
- 22. Пневматические транспортирующие установки Пневматические транспортирующие установки — транспортирующие машины, предназначенные для перемещения грузов при помощи потока
- 23. установки всасывающего типа ‒ когда поток воздуха создаётся вакуум-насосом, всасывающим воздух за счёт разрежения 0,01-0,04 МПа.
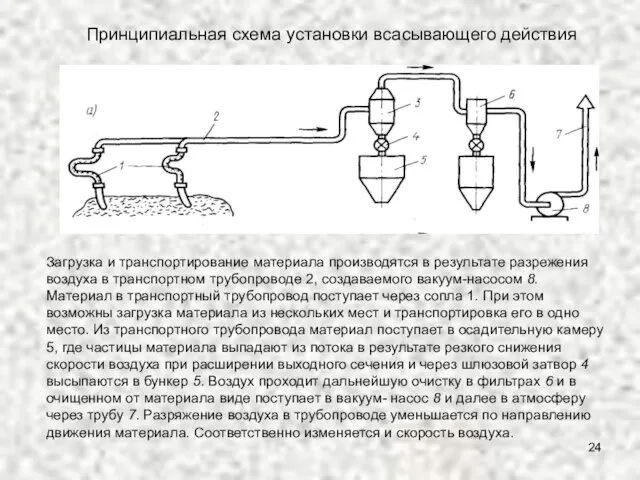
- 24. Принципиальная схема установки всасывающего действия Загрузка и транспортирование материала производятся в результате разрежения воздуха в транспортном
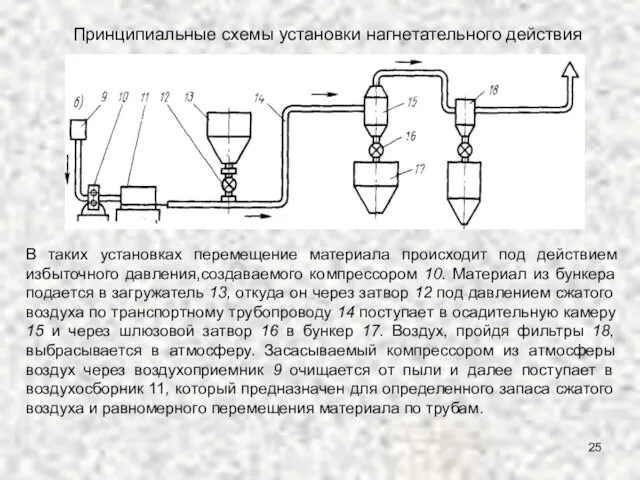
- 25. Принципиальные схемы установки нагнетательного действия В таких установках перемещение материала происходит под действием избыточного давления,создаваемого компрессором
- 26. Недостатк и пневматического транспорта: – большой удельный расход воздуха – высокая энергоемкость процесса (1...5 кВт ч/т)
- 28. Скачать презентацию
Слайд 2Конвейер, транспортер – машина непрерывного действия для перемещения сыпучих, кусковых или штучных
Конвейер, транспортер – машина непрерывного действия для перемещения сыпучих, кусковых или штучных
Слайд 3По типу грузонесущего органа конвейеры могут быть: ленточные, пластинчатые, скребковые, подвесные грузонесущие,
По типу грузонесущего органа конвейеры могут быть: ленточные, пластинчатые, скребковые, подвесные грузонесущие,
Слайд 4По конструкции конвейеры делят на ленточные, ковшовые, винтовые и вибрационные.
У ленточных
По конструкции конвейеры делят на ленточные, ковшовые, винтовые и вибрационные.
У ленточных
Слайд 5Ленточные конвейеры.
Применяют для непрерывного транспортирования различных материалов в горизонтальном или
Ленточные конвейеры.
Применяют для непрерывного транспортирования различных материалов в горизонтальном или
Слайд 6Принципиальная схема ленточного конвейера
а – схема конструкции; б – роликоопоры; в –
Принципиальная схема ленточного конвейера
а – схема конструкции; б – роликоопоры; в –
Слайд 7 Основным транспортирующим и тяговым органом ленточного конвейера является бесконечная прорезиненная лента
Основным транспортирующим и тяговым органом ленточного конвейера является бесконечная прорезиненная лента
Слайд 8Производительность ленточных конвейеров (т/ч)
П=3600 F v ρ,
где F – площадь
Производительность ленточных конвейеров (т/ч)
П=3600 F v ρ,
где F – площадь
Слайд 9Пластинчатые конвейеры
Пластинчатые конвейеры

Слайд 10При транспортировании материалов с острыми кромками, перемещения горячих материалов, деталей и изделий
При транспортировании материалов с острыми кромками, перемещения горячих материалов, деталей и изделий
Слайд 11
1 – настил; 2 – тяговая цепь; 3 – приводная
1 – настил; 2 – тяговая цепь; 3 – приводная
Слайд 12Скребковые конвейеры
Скребковые конвейеры

Слайд 13Принципиальная схема скребкового конвейера
Скребковый конвейер состоит из открытого желоба 5, укрепленного
Принципиальная схема скребкового конвейера
Скребковый конвейер состоит из открытого желоба 5, укрепленного
Слайд 14Преимущества
Применение конвейеров скребковых позволяет:
а) производить транспортировку материалов с высокими (до 500 С)
Преимущества
Применение конвейеров скребковых позволяет:
а) производить транспортировку материалов с высокими (до 500 С)
Слайд 15Ковшовые конвейеры (нория)
Ковшовые конвейеры (нория)

Слайд 16
Ковшовые конвейеры перемещают материал в ковшах в вертикальном или наклонном (под
Ковшовые конвейеры перемещают материал в ковшах в вертикальном или наклонном (под
Слайд 17Производительность ковшового конвейера (т/ч)
П =0,6 q kн ρ n,
где q –
Производительность ковшового конвейера (т/ч)
П =0,6 q kн ρ n,
где q –
Слайд 18Винтовые конвейеры
Винтовые конвейеры

Слайд 19Принципиальная схема винтового конвейера
Винтовые конвейеры применяются для горизонтального или наклонного (под
Принципиальная схема винтового конвейера
Винтовые конвейеры применяются для горизонтального или наклонного (под
Слайд 20Конструкция винта, частота его вращения, а также коэффициент заполнения желоба зависят от
Конструкция винта, частота его вращения, а также коэффициент заполнения желоба зависят от
Слайд 21Производительность горизонтального винтового конвейера (м3/ч)
П = 3600 3,14 D2 kн v /
Производительность горизонтального винтового конвейера (м3/ч)
П = 3600 3,14 D2 kн v /
Слайд 22Пневматические транспортирующие установки
Пневматические транспортирующие установки — транспортирующие машины, предназначенные для перемещения грузов
Пневматические транспортирующие установки
Пневматические транспортирующие установки — транспортирующие машины, предназначенные для перемещения грузов
Слайд 23установки всасывающего типа ‒ когда поток воздуха создаётся вакуум-насосом, всасывающим воздух за
установки всасывающего типа ‒ когда поток воздуха создаётся вакуум-насосом, всасывающим воздух за

Слайд 24Принципиальная схема установки всасывающего действия
Загрузка и транспортирование материала производятся в результате
Принципиальная схема установки всасывающего действия
Загрузка и транспортирование материала производятся в результате
Слайд 25Принципиальные схемы установки нагнетательного действия
В таких установках перемещение материала происходит под
Принципиальные схемы установки нагнетательного действия
В таких установках перемещение материала происходит под
Слайд 26
Недостатк и пневматического транспорта:
– большой удельный расход воздуха
– высокая энергоемкость
Недостатк и пневматического транспорта:
– большой удельный расход воздуха
– высокая энергоемкость
 Пересечение поверхности с плоскостью
Пересечение поверхности с плоскостью Программа поддержки технического образования Фонда Алкоа Галина ГригорьеваМенеджер по устойчивому развитию Алкоа Россия17 ма
Программа поддержки технического образования Фонда Алкоа Галина ГригорьеваМенеджер по устойчивому развитию Алкоа Россия17 ма Научи свое сердце добру
Научи свое сердце добру Презентация на тему Русские забавы
Презентация на тему Русские забавы Об утверждении порядка проведения профилактического медицинского осмотра и диспансеризации определённых групп
Об утверждении порядка проведения профилактического медицинского осмотра и диспансеризации определённых групп Презентация на тему Нуклеотиды Нуклеотиды Нуклеиновые кислоты
Презентация на тему Нуклеотиды Нуклеотиды Нуклеиновые кислоты  Назначение текстовых редакторов
Назначение текстовых редакторов 备注 红色箭头为粘胶水指示 绿色箭头为不粘胶水指示
备注 红色箭头为粘胶水指示 绿色箭头为不粘胶水指示 People. Фотоальбом
People. Фотоальбом Тяжелая атлетика в России и за рубежом
Тяжелая атлетика в России и за рубежом Майя Айзенварг. Тренер по эйдетике, развитию внимания и памяти
Майя Айзенварг. Тренер по эйдетике, развитию внимания и памяти Исторические аспекты развития института государственной службы в России: - XIX в. Требования к поведению служащих в документах:
Исторические аспекты развития института государственной службы в России: - XIX в. Требования к поведению служащих в документах: Дисциплина по выбору«Русский язык и культура речи»
Дисциплина по выбору«Русский язык и культура речи» Станция «Поморская».
Станция «Поморская». Дарья Плетнева, #Mediaшкола Железногорск
Дарья Плетнева, #Mediaшкола Железногорск Плоскости проекций и виды на чертеже
Плоскости проекций и виды на чертеже ЗНАЙ И ЛЮБИ СВОЙ КРАЙ
ЗНАЙ И ЛЮБИ СВОЙ КРАЙ Спортивные площадки
Спортивные площадки CIVIL LAW Subjects of civil
CIVIL LAW Subjects of civil Безопасность ребенка в школе
Безопасность ребенка в школе Изготовление витражной картины
Изготовление витражной картины Решение по автоматизации процессов импортных поставок и таможенного декларирования
Решение по автоматизации процессов импортных поставок и таможенного декларирования Принадлежности для повышения производительности и безопасности
Принадлежности для повышения производительности и безопасности Понятие и классификация функций государства
Понятие и классификация функций государства Скалодромы
Скалодромы Data Representation and Modeling
Data Representation and Modeling Презентация на тему Владимир Высоцкий
Презентация на тему Владимир Высоцкий  ООО «Аптечная сеть «Знахарь»
ООО «Аптечная сеть «Знахарь»