- Универсальная зажимная оснастка

Содержание
- 2. Основные понятия, определения, классификация
- 3. Приспособление Вспомогательное устройство для выполнения операций механической обработки, сборки, испытания и контроля
- 4. Классификация По целевому назначению По степени специализации По степени механизации и автоматизации
- 5. Классификация по целевому назначению Станочные Фиксации инструмента Сборочные Контрольные Манипуляции с заготовками (деталями) в процессе загрузки
- 6. Классификация по целевому назначению Станочные Столы Тиски УСП Патроны
- 7. Классификация по целевому назначению Фиксации инструмента Зажим режущего инструмента Фиксация матриц/пуансонов Цанговые зажимы инструмента Типы цанговых
- 8. Классификация по целевому назначению Сборочные Секция приспособления для сборки с ручными блоками зажима Автоматизированный комплекс зажимных
- 9. Классификация по целевому назначению Контрольные Набор установочных струбцин Вспомогательный модуль контроля геометрии инструмента
- 10. Классификация по целевому назначению Контрольные Модульная оснастка для контроля геометрии на КИМ 1 2 3 4
- 11. Классификация по целевому назначению Манипуляции с заготовками (деталями) в процессе загрузки (выгрузки) в (из) технологического оборудования
- 12. Классификация по степени специализации Универсальные Специализированные Специальные
- 13. Универсальные приспособления: Индивидуальный и мелкосерийный тип производства; Изготавливаются на специализированных предприятиях; Патроны, тиски, поворотные столы и.т.д.
- 14. Специализированные приспособления: Мелкосерийный и среднесерийный тип производства; Используются для групповой обработки Для заготовок, сходных по технологическим
- 15. Специализированные приспособления (безналадочные): 1 2 3 4
- 16. Специализированные приспособления (наладочные): Базовый модуль+сменный модуль (модули) 1 2 3 4 5 6
- 17. Специализированные приспособления (наладочные): 1 2 3 4 5
- 18. Специальные приспособления: Для выполнения только одной технологической операции; Используются для крупносерийного и массового производства. Приспособление для
- 19. Специальные приспособления: 1 2 3 4
- 20. Классификация по степени механизации и автоматизации Ручные Механизированные Автоматизированные Автоматические
- 21. Типовая структура приспособлений Установочные блоки Зажимные блоки Блоки стабилизации положения режущего инструмента Приводы зажимных элементов Корпуса
- 22. Установочные блоки: 1 2 3
- 23. Установочные блоки: Плиты Монтаж плит в плоскости стола с Т-образными пазами Прямоугольные блоки Установочный штифт Плита
- 24. Установочные блоки: Тумбы Примеры фиксации деталей типа “Корпус” и “Кронштейн”на установочных блоках вертикального типа (“Тумба”) 1
- 25. Зажимные блоки: Требования не должно нарушаться положение заготовки, достигнутое при базировании; Отсутствие деформации закрепляемых заготовок; Минимально
- 26. Зажимные блоки: Факторы, подлежащие учёту при расчёте сил зажима
- 27. Схемы зажима: Схема 1 Сила зажима W и сила резания P направлены в одном направлении; На
- 28. Схемы зажима: Схема 2 Сила зажима W и сила резания P направлены в противоположном направлении; Требуемая
- 29. Схемы зажима: Схема 3 Сила зажима W и сила резания P направлены в взаимно перпендикулярном направлении;
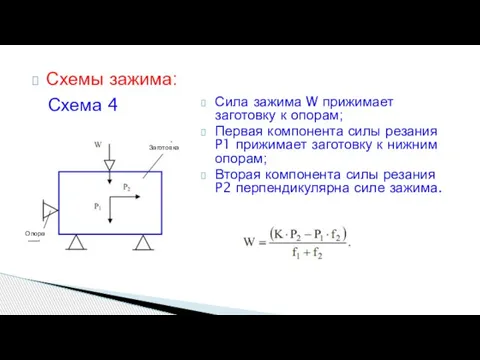
- 30. Схемы зажима: Схема 4 Сила зажима W прижимает заготовку к опорам; Первая компонента силы резания P1
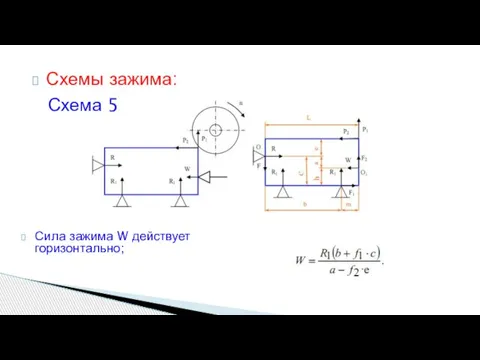
- 31. Схемы зажима: Схема 5 Сила зажима W действует горизонтально;
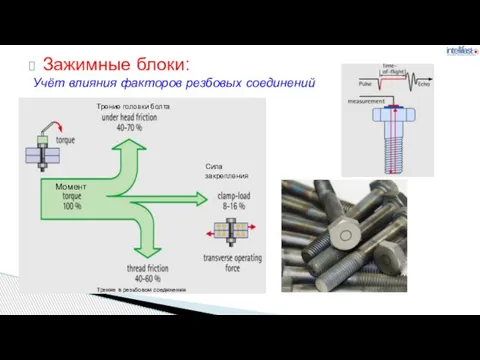
- 32. Зажимные блоки: Трение головки болта Момент Сила закрепления Трение в резьбовом соединении Учёт влияния факторов резбовых
- 33. Зажимные блоки: 1 2 3 4 5
- 34. Зажимные блоки: 1 2 3 4
- 35. Зажимные блоки: 1 2 3 4 5
- 36. Зажимные блоки: 1 2 3 A B
- 37. Зажимные блоки: 1 2 3 4
- 38. Зажимные блоки: 1 2
- 39. Зажимные блоки: Гидравлический блок с механическим замком Зажим Разжим
- 40. Зажимные блоки: 1 2 3
- 41. Зажимные блоки: 1 2 3 4 5 6 7 8
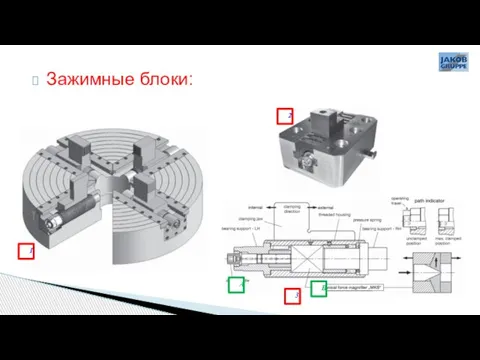
- 42. Зажимные блоки:
- 43. Комбинированные зажимные/установочные блоки: 1 2 3 4
- 44. Комбинированные зажимные/установочные блоки: 1 2 3 4
- 45. Комбинированные зажимные/установочные блоки: 1 2 3 4
- 46. Вспомогательные модули: 1 2 3
- 47. Вспомогательные модули: Автоматизированное позиционирование блока зажима вдоль паза (оборудование для обработки давлением) 3 2 1 A
- 48. Вспомогательные модули: пневмоприводы Преимущества: + Высокое быстродействие; + Простая аппаратура для управления; + Надёжность и стабильность;
- 49. Вспомогательные модули: гидроприводы Преимущества: + Меньше масса и габариты исполнительного механизма; + Смазка трущихся частей гидроаппаратуры
- 50. Вспомогательные модули: Гидроаппаратура
- 51. Базирование в приспособлениях
- 52. Степени свободы заготовки
- 53. Опоры
- 54. Опоры Рифлёные Эластичные С абразивным покрытием Угловые рифлёные Гладкие цилиндрические Плавающие Винтовые Угловые Регулируемые Исполнения угловых
- 55. Опоры Конструктивные варианты установки рабочих элементов рифлёных опор в узлы оснастки 1 2 3 4 5
- 56. Опоры Конструктивные варианты сборных плавающих опор 1 2 3
- 57. Опоры Конструктивные варианты сборных опор 1 2 3 4
- 58. Опоры Использование сборных плавающих опор Опора 1 Заготовка Опора 2
- 59. Упоры Упор с возможностью тонкой регулировки положения с испоьзованием эксцентрика Упор с функцией зажима 1 2
- 60. Методы снижения вспомогательного времени: многоместные приспособления Примеры специализированных многоместных приспособлений для повышения производительности операций фрезерования или
- 61. Методы снижения вспомогательного времени: многоместные приспособления Примеры специализированных многоместных приспособлений для повышения производительности операций фрезерования или
- 62. Методы снижения вспомогательного времени: блоки базирования в тисках 1 2 3 4 5 6
- 63. Методы снижения вспомогательного времени: блоки базирования в тисках 1 2 3
- 64. Методы снижения вспомогательного времени: автоматизация выполнения контрольных операций при настройке приспособлений в размер 1 2 Промышленные
- 65. Методы снижения вспомогательного времени: автоматизация выполнения контрольных операций при настройке приспособлений в размер 1 2 3
- 66. Методы снижения вспомогательного времени: Система фиксации Ball-lock Примеры использования системы Ball-lock 1 2
- 67. Методы снижения вспомогательного времени: Система фиксации Ball-lock Типовая структура системы Ball-lock 6 1 2 4 3
- 68. Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock Структура модуля Зажимной сухарь Поршень Штифт Предельные
- 69. Методы снижения вспомогательного времени: системы быстрого базирования Структура гидравлического модуля Полость подачи масла 1 2 3
- 70. Методы снижения вспомогательного времени: системы быстрого базирования Полость подачи масла Поршень Пружины Цанга
- 71. Методы снижения вспомогательного времени: системы быстрого базирования Поршень Пружины
- 72. Методы снижения вспомогательного времени: системы быстрого базирования 1 2 Стадия фиксации
- 73. Методы снижения вспомогательного времени: системы быстрого базирования 1 2 Стадия очистки
- 74. Методы снижения вспомогательного времени: системы быстрого базирования 1 2 Типы используемых сухарей в зависимости от числа
- 75. Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock Примеры технических решений применения модулей быстрого базирования
- 76. Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock Моно-, дуо- и квадропаллеты Способы фиксации законцовочных
- 77. Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock Внешний вид автоматического фиксатора Принцип работы автоматического
- 78. Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock Примеры применения модулей быстрого базирования с автоматическими
- 79. Методы снижения вспомогательного времени: многоместные приспособления Примеры специализированных многоместных приспособлений для повышения производительности операций фрезерования или
- 80. Методы снижения вспомогательного времени: многоместные приспособления для пятиосевой обработки Примеры специализированных многоместных приспособлений для повышения производительности
- 81. Томбстоун Методы снижения вспомогательного времени: многоместные приспособления 1 2 3 4
- 82. Томбстоун Методы снижения вспомогательного времени: многоместные приспособления Универсальный базовый модуль Установка переходных втулок для последующего монтажа
- 83. Томбстоун Методы снижения вспомогательного времени: многоместные приспособления Универсальные базовые модули (двухпозиционные) Универсальные базовые модули (четырёхпозиционные)
- 84. Томбстоун Методы снижения вспомогательного времени: многоместные приспособления Приспособление для деталей призматического типа на базе четырёх многоместных
- 85. Томбстоун Методы снижения вспомогательного времени: многоместные приспособления Снятие деталей с приспособления на базе тисочных модулей для
- 86. Томбстоун Методы снижения вспомогательного времени:
- 87. Томбстоун Методы снижения вспомогательного времени: многоместные приспособления
- 89. Скачать презентацию
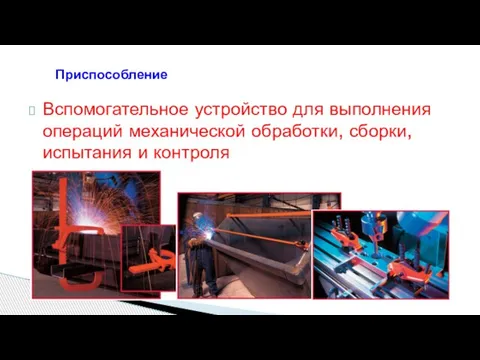
Слайд 3Приспособление
Вспомогательное устройство для выполнения операций механической обработки, сборки, испытания и контроля
Приспособление
Вспомогательное устройство для выполнения операций механической обработки, сборки, испытания и контроля
Слайд 4Классификация
По целевому назначению
По степени специализации
По степени механизации и автоматизации
Классификация
По целевому назначению
По степени специализации
По степени механизации и автоматизации
Слайд 5Классификация по целевому назначению
Станочные
Фиксации инструмента
Сборочные
Контрольные
Манипуляции с заготовками (деталями) в процессе загрузки
Классификация по целевому назначению
Станочные
Фиксации инструмента
Сборочные
Контрольные
Манипуляции с заготовками (деталями) в процессе загрузки
Слайд 6Классификация по целевому назначению
Станочные
Столы
Тиски
УСП
Патроны
Классификация по целевому назначению
Станочные
Столы
Тиски
УСП
Патроны

Слайд 7Классификация по целевому назначению
Фиксации инструмента
Зажим режущего инструмента
Фиксация матриц/пуансонов
Цанговые зажимы инструмента
Типы цанговых
Классификация по целевому назначению
Фиксации инструмента
Зажим режущего инструмента
Фиксация матриц/пуансонов
Цанговые зажимы инструмента
Типы цанговых

Слайд 8Классификация по целевому назначению
Сборочные
Секция приспособления для сборки с ручными блоками зажима
Автоматизированный
Классификация по целевому назначению
Сборочные
Секция приспособления для сборки с ручными блоками зажима
Автоматизированный

Слайд 9Классификация по целевому назначению
Контрольные
Набор установочных струбцин
Вспомогательный модуль контроля геометрии инструмента
Классификация по целевому назначению
Контрольные
Набор установочных струбцин
Вспомогательный модуль контроля геометрии инструмента

Слайд 10Классификация по целевому назначению
Контрольные
Модульная оснастка для контроля геометрии на КИМ
1
2
3
4
5
Классификация по целевому назначению
Контрольные
Модульная оснастка для контроля геометрии на КИМ
1
2
3
4
5

Слайд 11Классификация по целевому назначению
Манипуляции с заготовками (деталями) в процессе загрузки (выгрузки)
Классификация по целевому назначению
Манипуляции с заготовками (деталями) в процессе загрузки (выгрузки)

Слайд 12Классификация по степени специализации
Универсальные
Специализированные
Специальные
Классификация по степени специализации
Универсальные
Специализированные
Специальные
Слайд 13Универсальные приспособления:
Индивидуальный и мелкосерийный тип производства;
Изготавливаются на специализированных предприятиях;
Патроны, тиски, поворотные столы
Универсальные приспособления:
Индивидуальный и мелкосерийный тип производства;
Изготавливаются на специализированных предприятиях;
Патроны, тиски, поворотные столы

Слайд 14Специализированные приспособления:
Мелкосерийный и среднесерийный тип производства;
Используются для групповой обработки
Для заготовок, сходных по
Специализированные приспособления:
Мелкосерийный и среднесерийный тип производства;
Используются для групповой обработки
Для заготовок, сходных по

Слайд 15Специализированные приспособления (безналадочные):
1
2
3
4
Специализированные приспособления (безналадочные):
1
2
3
4

Слайд 16Специализированные приспособления (наладочные):
Базовый модуль+сменный модуль (модули)
1
2
3
4
5
6
Специализированные приспособления (наладочные):
Базовый модуль+сменный модуль (модули)
1
2
3
4
5
6

Слайд 17Специализированные приспособления (наладочные):
1
2
3
4
5
Специализированные приспособления (наладочные):
1
2
3
4
5

Слайд 18Специальные приспособления:
Для выполнения только одной технологической операции;
Используются для крупносерийного и массового производства.
Приспособление
Специальные приспособления:
Для выполнения только одной технологической операции;
Используются для крупносерийного и массового производства.
Приспособление

Слайд 19Специальные приспособления:
1
2
3
4
Специальные приспособления:
1
2
3
4

Слайд 20Классификация по степени механизации и автоматизации
Ручные
Механизированные
Автоматизированные
Автоматические
Классификация по степени механизации и автоматизации
Ручные
Механизированные
Автоматизированные
Автоматические
Слайд 21Типовая структура приспособлений
Установочные блоки
Зажимные блоки
Блоки стабилизации положения режущего инструмента
Приводы зажимных элементов
Корпуса (основания)
Типовая структура приспособлений
Установочные блоки
Зажимные блоки
Блоки стабилизации положения режущего инструмента
Приводы зажимных элементов
Корпуса (основания)
Слайд 22Установочные блоки:
1
2
3
Установочные блоки:
1
2
3

Слайд 23Установочные блоки:
Плиты
Монтаж плит в плоскости стола с Т-образными пазами
Прямоугольные блоки
Установочный штифт
Плита
Стол станка
1
2
3
4
5
Установочные блоки:
Плиты
Монтаж плит в плоскости стола с Т-образными пазами
Прямоугольные блоки
Установочный штифт
Плита
Стол станка
1
2
3
4
5

Слайд 24Установочные блоки:
Тумбы
Примеры фиксации деталей типа “Корпус” и “Кронштейн”на установочных блоках вертикального типа
Установочные блоки:
Тумбы
Примеры фиксации деталей типа “Корпус” и “Кронштейн”на установочных блоках вертикального типа

Слайд 25Зажимные блоки:
Требования
не должно нарушаться положение заготовки, достигнутое при базировании;
Отсутствие деформации закрепляемых заготовок;
Минимально
Зажимные блоки:
Требования
не должно нарушаться положение заготовки, достигнутое при базировании;
Отсутствие деформации закрепляемых заготовок;
Минимально
Слайд 26Зажимные блоки:
Факторы, подлежащие учёту при расчёте сил зажима
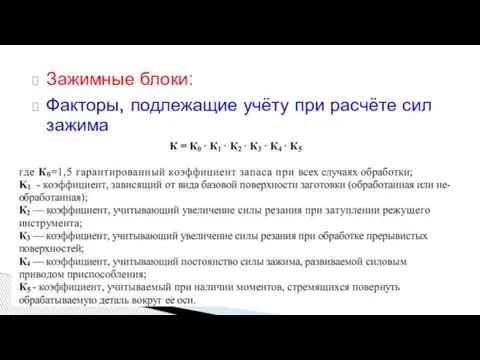
Зажимные блоки:
Факторы, подлежащие учёту при расчёте сил зажима
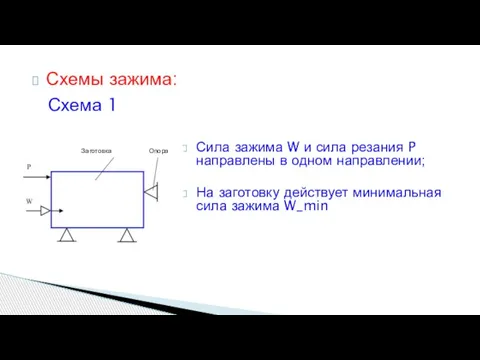
Слайд 27Схемы зажима:
Схема 1
Сила зажима W и сила резания P направлены в одном
Схемы зажима:
Схема 1
Сила зажима W и сила резания P направлены в одном
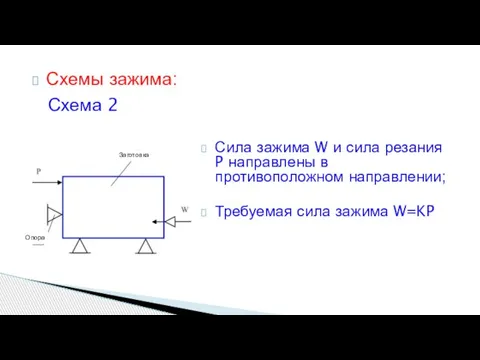
Слайд 28Схемы зажима:
Схема 2
Сила зажима W и сила резания P направлены в противоположном
Схемы зажима:
Схема 2
Сила зажима W и сила резания P направлены в противоположном
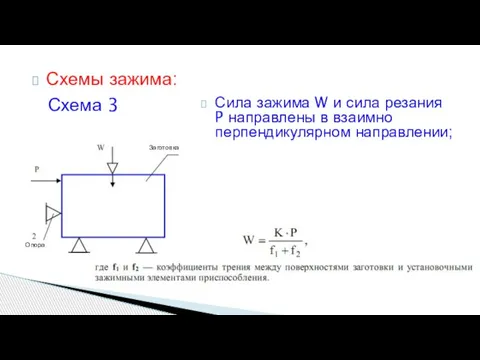
Слайд 29Схемы зажима:
Схема 3
Сила зажима W и сила резания P направлены в взаимно
Схемы зажима:
Схема 3
Сила зажима W и сила резания P направлены в взаимно
Слайд 30Схемы зажима:
Схема 4
Сила зажима W прижимает заготовку к опорам;
Первая компонента силы резания
Схемы зажима:
Схема 4
Сила зажима W прижимает заготовку к опорам;
Первая компонента силы резания
Слайд 31Схемы зажима:
Схема 5
Сила зажима W действует горизонтально;
Схемы зажима:
Схема 5
Сила зажима W действует горизонтально;
Слайд 32Зажимные блоки:
Трение головки болта
Момент
Сила
закрепления
Трение в резьбовом соединении
Учёт влияния факторов резбовых соединений
Зажимные блоки:
Трение головки болта
Момент
Сила
закрепления
Трение в резьбовом соединении
Учёт влияния факторов резбовых соединений
Слайд 33Зажимные блоки:
1
2
3
4
5
Зажимные блоки:
1
2
3
4
5

Слайд 34Зажимные блоки:
1
2
3
4
Зажимные блоки:
1
2
3
4

Слайд 35Зажимные блоки:
1
2
3
4
5
Зажимные блоки:
1
2
3
4
5

Слайд 36Зажимные блоки:
1
2
3
A
B
Зажимные блоки:
1
2
3
A
B
Слайд 37Зажимные блоки:
1
2
3
4
Зажимные блоки:
1
2
3
4

Слайд 38Зажимные блоки:
1
2
Зажимные блоки:
1
2

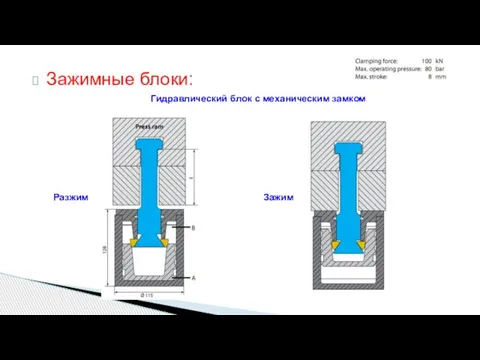
Слайд 39Зажимные блоки:
Гидравлический блок с механическим замком
Зажим
Разжим
Зажимные блоки:
Гидравлический блок с механическим замком
Зажим
Разжим
Слайд 40Зажимные блоки:
1
2
3
Зажимные блоки:
1
2
3
Слайд 41Зажимные блоки:
1
2
3
4
5
6
7
8
Зажимные блоки:
1
2
3
4
5
6
7
8

Слайд 42Зажимные блоки:
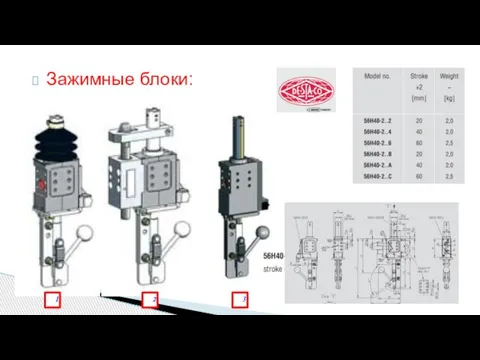
Зажимные блоки:

Слайд 43Комбинированные зажимные/установочные блоки:
1
2
3
4
Комбинированные зажимные/установочные блоки:
1
2
3
4

Слайд 44Комбинированные зажимные/установочные блоки:
1
2
3
4
Комбинированные зажимные/установочные блоки:
1
2
3
4

Слайд 45Комбинированные зажимные/установочные блоки:
1
2
3
4
Комбинированные зажимные/установочные блоки:
1
2
3
4

Слайд 46Вспомогательные модули:
1
2
3
Вспомогательные модули:
1
2
3

Слайд 47Вспомогательные модули:
Автоматизированное позиционирование блока зажима вдоль паза (оборудование для обработки давлением)
3
2
1
A
B
C
Вспомогательные модули:
Автоматизированное позиционирование блока зажима вдоль паза (оборудование для обработки давлением)
3
2
1
A
B
C

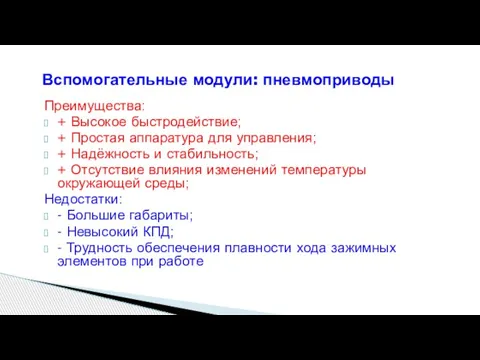
Слайд 48Вспомогательные модули: пневмоприводы
Преимущества:
+ Высокое быстродействие;
+ Простая аппаратура для управления;
+ Надёжность и
Вспомогательные модули: пневмоприводы
Преимущества:
+ Высокое быстродействие;
+ Простая аппаратура для управления;
+ Надёжность и
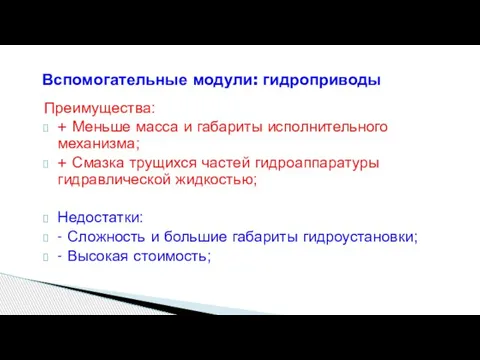
Слайд 49Вспомогательные модули: гидроприводы
Преимущества:
+ Меньше масса и габариты исполнительного механизма;
+ Смазка трущихся
Вспомогательные модули: гидроприводы
Преимущества:
+ Меньше масса и габариты исполнительного механизма;
+ Смазка трущихся
Слайд 50Вспомогательные модули:
Гидроаппаратура
Вспомогательные модули:
Гидроаппаратура

Слайд 51Базирование в приспособлениях
Базирование в приспособлениях
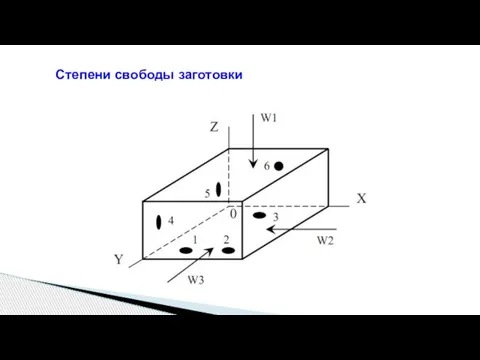
Слайд 52Степени свободы заготовки
Степени свободы заготовки
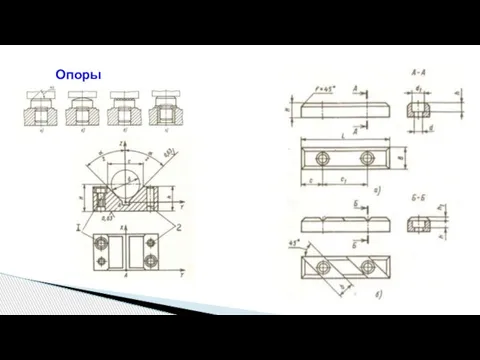
Слайд 53Опоры
Опоры
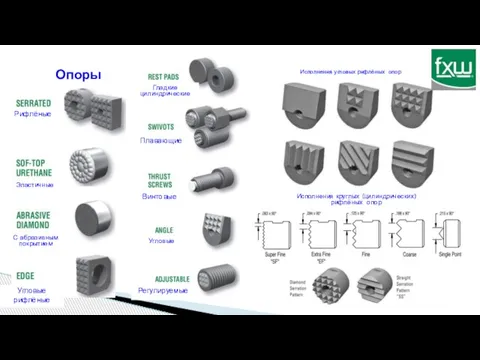
Слайд 54Опоры
Рифлёные
Эластичные
С абразивным покрытием
Угловые
рифлёные
Гладкие цилиндрические
Плавающие
Винтовые
Угловые
Регулируемые
Исполнения угловых рифлёных опор
Исполнения круглых (цилиндрических) рифлёных опор
Опоры
Рифлёные
Эластичные
С абразивным покрытием
Угловые
рифлёные
Гладкие цилиндрические
Плавающие
Винтовые
Угловые
Регулируемые
Исполнения угловых рифлёных опор
Исполнения круглых (цилиндрических) рифлёных опор
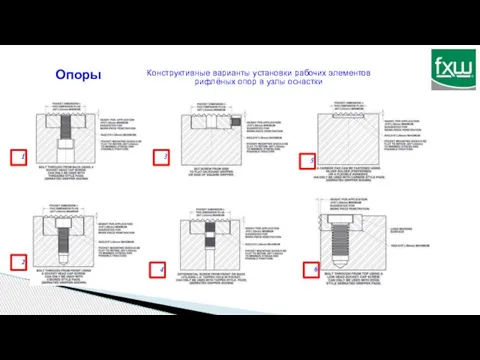
Слайд 55Опоры
Конструктивные варианты установки рабочих элементов рифлёных опор в узлы оснастки
1
2
3
4
5
6
Опоры
Конструктивные варианты установки рабочих элементов рифлёных опор в узлы оснастки
1
2
3
4
5
6
Слайд 56Опоры
Конструктивные варианты сборных плавающих опор
1
2
3
Опоры
Конструктивные варианты сборных плавающих опор
1
2
3

Слайд 57Опоры
Конструктивные варианты сборных опор
1
2
3
4
Опоры
Конструктивные варианты сборных опор
1
2
3
4

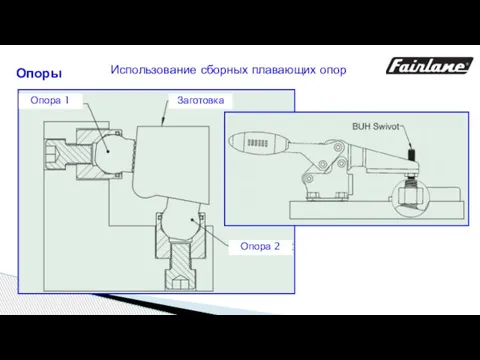
Слайд 58Опоры
Использование сборных плавающих опор
Опора 1
Заготовка
Опора 2
Опоры
Использование сборных плавающих опор
Опора 1
Заготовка
Опора 2
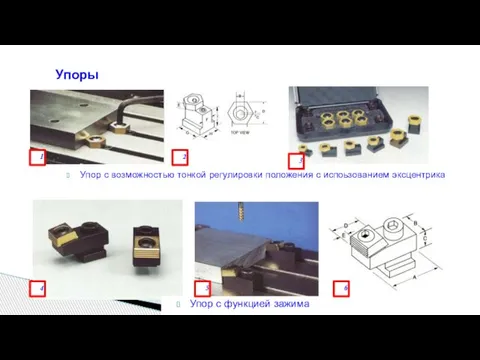
Слайд 59Упоры
Упор с возможностью тонкой регулировки положения с испоьзованием эксцентрика
Упор с функцией зажима
1
2
3
4
5
6
Упоры
Упор с возможностью тонкой регулировки положения с испоьзованием эксцентрика
Упор с функцией зажима
1
2
3
4
5
6
Слайд 60Методы снижения вспомогательного времени: многоместные приспособления
Примеры специализированных многоместных приспособлений для повышения производительности
Методы снижения вспомогательного времени: многоместные приспособления
Примеры специализированных многоместных приспособлений для повышения производительности

Слайд 61Методы снижения вспомогательного времени: многоместные приспособления
Примеры специализированных многоместных приспособлений для повышения производительности
Методы снижения вспомогательного времени: многоместные приспособления
Примеры специализированных многоместных приспособлений для повышения производительности

Слайд 62Методы снижения вспомогательного времени:
блоки базирования в тисках
1
2
3
4
5
6
Методы снижения вспомогательного времени:
блоки базирования в тисках
1
2
3
4
5
6

Слайд 63Методы снижения вспомогательного времени:
блоки базирования в тисках
1
2
3
Методы снижения вспомогательного времени:
блоки базирования в тисках
1
2
3

Слайд 64Методы снижения вспомогательного времени:
автоматизация выполнения контрольных операций при настройке приспособлений в
Методы снижения вспомогательного времени: автоматизация выполнения контрольных операций при настройке приспособлений в

Слайд 65Методы снижения вспомогательного времени:
автоматизация выполнения контрольных операций при настройке приспособлений в
Методы снижения вспомогательного времени: автоматизация выполнения контрольных операций при настройке приспособлений в

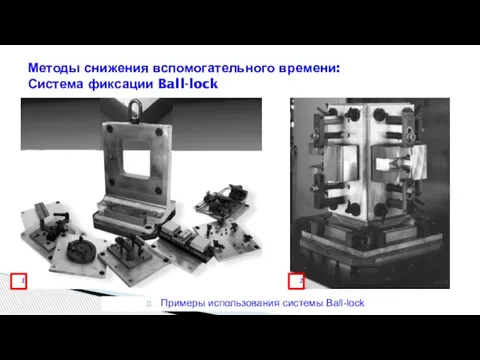
Слайд 66Методы снижения вспомогательного времени: Система фиксации Ball-lock
Примеры использования системы Ball-lock
1
2
Методы снижения вспомогательного времени: Система фиксации Ball-lock
Примеры использования системы Ball-lock
1
2
Слайд 67Методы снижения вспомогательного времени: Система фиксации Ball-lock
Типовая структура системы Ball-lock
6
1
2
4
3
5
7
8
Стол станка
Винт
Методы снижения вспомогательного времени: Система фиксации Ball-lock
Типовая структура системы Ball-lock
6
1
2
4
3
5
7
8
Стол станка
Винт

Слайд 68Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock
Структура модуля
Зажимной сухарь
Поршень
Штифт
Предельные
Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock
Структура модуля
Зажимной сухарь
Поршень
Штифт
Предельные

Слайд 69Методы снижения вспомогательного времени: системы быстрого базирования
Структура гидравлического модуля
Полость подачи масла
1
2
3
4
Поршень
Пружины
Методы снижения вспомогательного времени: системы быстрого базирования
Структура гидравлического модуля
Полость подачи масла
1
2
3
4
Поршень
Пружины

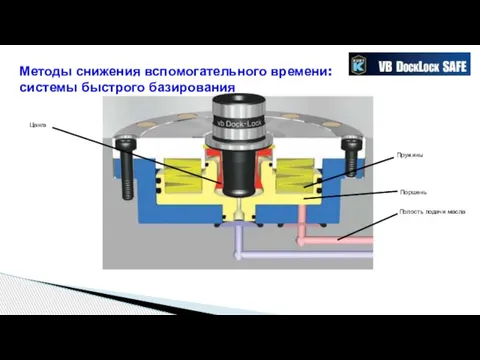
Слайд 70Методы снижения вспомогательного времени: системы быстрого базирования
Полость подачи масла
Поршень
Пружины
Цанга
Методы снижения вспомогательного времени: системы быстрого базирования
Полость подачи масла
Поршень
Пружины
Цанга
Слайд 71Методы снижения вспомогательного времени: системы быстрого базирования
Поршень
Пружины
Методы снижения вспомогательного времени: системы быстрого базирования
Поршень
Пружины
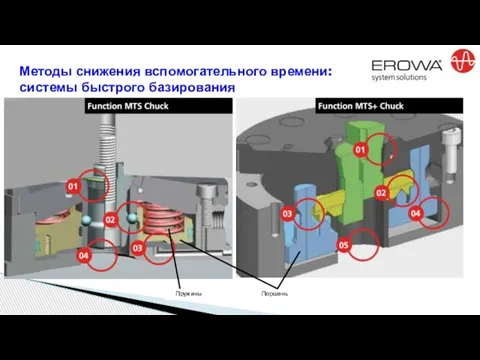
Слайд 72Методы снижения вспомогательного времени: системы быстрого базирования
1
2
Стадия фиксации
Методы снижения вспомогательного времени: системы быстрого базирования
1
2
Стадия фиксации

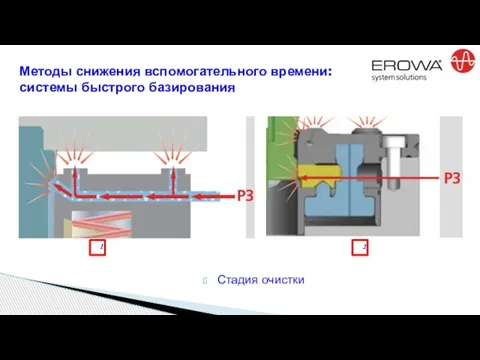
Слайд 73Методы снижения вспомогательного времени: системы быстрого базирования
1
2
Стадия очистки
Методы снижения вспомогательного времени: системы быстрого базирования
1
2
Стадия очистки
Слайд 74Методы снижения вспомогательного времени: системы быстрого базирования
1
2
Типы используемых сухарей в зависимости от
Методы снижения вспомогательного времени: системы быстрого базирования
1
2
Типы используемых сухарей в зависимости от

Слайд 75Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock
Примеры технических решений применения
Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock
Примеры технических решений применения

Слайд 76Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock
Моно-, дуо- и квадропаллеты
Способы
Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock
Моно-, дуо- и квадропаллеты
Способы

Слайд 77Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock
Внешний вид автоматического фиксатора
Принцип
Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock
Внешний вид автоматического фиксатора
Принцип

Слайд 78Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock
Примеры применения модулей быстрого
Методы снижения вспомогательного времени: системы быстрого базирования типа Unilock
Примеры применения модулей быстрого

Слайд 79Методы снижения вспомогательного времени: многоместные приспособления
Примеры специализированных многоместных приспособлений для повышения производительности
Методы снижения вспомогательного времени: многоместные приспособления
Примеры специализированных многоместных приспособлений для повышения производительности

Слайд 80Методы снижения вспомогательного времени: многоместные приспособления для пятиосевой обработки
Примеры специализированных многоместных приспособлений
Методы снижения вспомогательного времени: многоместные приспособления для пятиосевой обработки
Примеры специализированных многоместных приспособлений

Слайд 81Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
1
2
3
4
Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
1
2
3
4

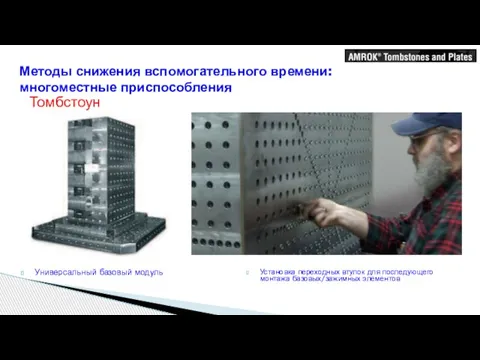
Слайд 82Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
Универсальный базовый модуль
Установка переходных втулок для последующего
Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
Универсальный базовый модуль
Установка переходных втулок для последующего
Слайд 83Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
Универсальные базовые модули
(двухпозиционные)
Универсальные базовые модули
(четырёхпозиционные)
Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
Универсальные базовые модули
(двухпозиционные)
Универсальные базовые модули
(четырёхпозиционные)

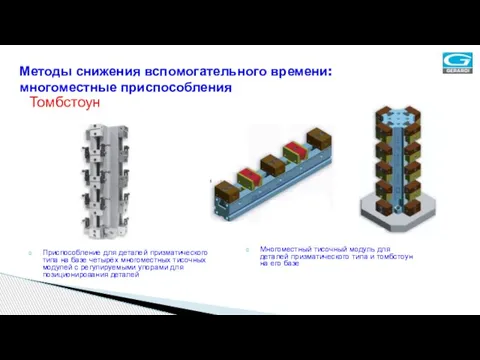
Слайд 84Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
Приспособление для деталей призматического типа на базе
Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
Приспособление для деталей призматического типа на базе
Слайд 85Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
Снятие деталей с приспособления на базе тисочных
Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
Снятие деталей с приспособления на базе тисочных

Слайд 86Томбстоун
Методы снижения вспомогательного времени:
Томбстоун
Методы снижения вспомогательного времени:

Слайд 87Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления
Томбстоун
Методы снижения вспомогательного времени: многоместные приспособления

 НОВАЯ ЛИНЕЙКА ВЗЛОМОСТОЙКИХ ДВЕРЕЙ
НОВАЯ ЛИНЕЙКА ВЗЛОМОСТОЙКИХ ДВЕРЕЙ Индивидуальная защита в баскетболе
Индивидуальная защита в баскетболе Экологические проблемы России
Экологические проблемы России  Урок – проект по пьесе М. Горького «На дне»
Урок – проект по пьесе М. Горького «На дне» Влияние эмоций на здоровье и долголетие человека
Влияние эмоций на здоровье и долголетие человека 10 способов работы с художественным фильмом на уроках английского языка
10 способов работы с художественным фильмом на уроках английского языка Елена Ашарапова Заместитель генерального директора Агентства «Социальные сети» Управление пресс-портретами: опыт, ошибки, подв
Елена Ашарапова Заместитель генерального директора Агентства «Социальные сети» Управление пресс-портретами: опыт, ошибки, подв Торговое оборудование
Торговое оборудование Презентация на тему Беглые гласные (5 класс)
Презентация на тему Беглые гласные (5 класс) The United Kingdom of Great Britain
The United Kingdom of Great Britain Экологический мониторинг
Экологический мониторинг Система и отрасли права
Система и отрасли права Тактика работы бригад при землетрясении
Тактика работы бригад при землетрясении  Жемчужины русской речи
Жемчужины русской речи Обобщающий урок по теме «Мир воздуха»
Обобщающий урок по теме «Мир воздуха» Ж. Бизе - Р. Щедрин балет Кармен-сюита
Ж. Бизе - Р. Щедрин балет Кармен-сюита Маркетинг и реклама наши главные начала
Маркетинг и реклама наши главные начала Размышление о Луне
Размышление о Луне Опасный путь преступной жизни
Опасный путь преступной жизни Моторные масла и смазочные материалы
Моторные масла и смазочные материалы Тригонометрические уравнения и неравенства
Тригонометрические уравнения и неравенства УМК Гармония
УМК Гармония Горячие напитки
Горячие напитки Вулканы (5 класс)
Вулканы (5 класс) Проведение местного референдума в муниципальном образовании
Проведение местного референдума в муниципальном образовании Новые горизонты школьных билиотек
Новые горизонты школьных билиотек Основы маркетинга
Основы маркетинга Любимые герои любимых сказок
Любимые герои любимых сказок