- Узел бронемашины пехоты

Содержание
- 2. Основные элементы. Применение, назначение конструкции. Ящик для песка является средством первичного пожаротушения в производственных помещениях. 1.800
- 3. Последовательность сборки и сварки конструкции 1. Установить заднюю стенку ящика так, чтобы боковые рёбра дна были
- 4. Описание марки стали, химический состав Конструкционная углеродистая сталь обыкновенного качества ВСт2пс используется для изготовления неответственных повышено
- 5. Характеристика электрода Э46 Э – электрод; 46 – прочность соединения на разрыв в кг/мм² (соответствует 460
- 6. Характеристика применяемых инструментов, приспособлений и оборудования. Инструменты: металлическая щетка – служит для зачистки места нанесения шва,
- 7. Сварочный трансформатор ТДМ 405 Питает дугу, преобразуя переменное напряжение сети в переменное напряжение тока с одновременным
- 8. Технологическая карта на изготовления корпуса 1. Организация рабочего места и соблюдение техники безопасности; 2. Подготовка металла
- 10. Скачать презентацию
Слайд 2Основные элементы. Применение, назначение конструкции.
Ящик для песка является средством первичного пожаротушения в производственных
Основные элементы. Применение, назначение конструкции.
Ящик для песка является средством первичного пожаротушения в производственных
Слайд 3Последовательность сборки и сварки конструкции
1. Установить заднюю стенку ящика так, чтобы боковые
Последовательность сборки и сварки конструкции
1. Установить заднюю стенку ящика так, чтобы боковые

Слайд 4Описание марки стали, химический состав
Конструкционная углеродистая сталь обыкновенного качества ВСт2пс используется для
Описание марки стали, химический состав
Конструкционная углеродистая сталь обыкновенного качества ВСт2пс используется для
Слайд 5Характеристика электрода Э46
Э – электрод;
46 – прочность соединения на разрыв в кг/мм²
Характеристика электрода Э46
Э – электрод;
46 – прочность соединения на разрыв в кг/мм²
Слайд 6Характеристика применяемых инструментов, приспособлений и оборудования.
Инструменты: металлическая щетка – служит для зачистки
Характеристика применяемых инструментов, приспособлений и оборудования.
Инструменты: металлическая щетка – служит для зачистки
Слайд 7Сварочный трансформатор ТДМ 405
Питает дугу, преобразуя переменное напряжение сети в переменное
Сварочный трансформатор ТДМ 405
Питает дугу, преобразуя переменное напряжение сети в переменное
Слайд 8Технологическая карта на изготовления корпуса
1. Организация рабочего места и соблюдение техники безопасности;
2.
Технологическая карта на изготовления корпуса
1. Организация рабочего места и соблюдение техники безопасности;
2.
 Кадровый потенциал
Кадровый потенциал Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в
Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в Евгений Пермяк1902-1982
Евгений Пермяк1902-1982 My country legislation in the field of children health care
My country legislation in the field of children health care Цифровые продажи
Цифровые продажи Правовые отношения и их структура
Правовые отношения и их структура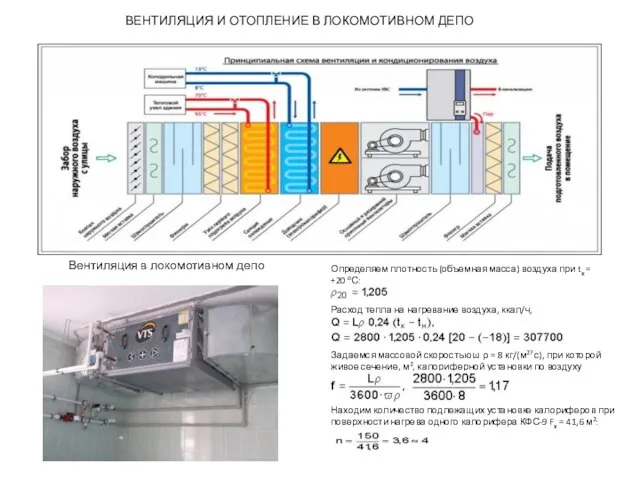 Вентиляция и отопление в локомотивном депо
Вентиляция и отопление в локомотивном депо Презентация на тему Верблюд
Презентация на тему Верблюд  История Ислама. История религии, описание, основы
История Ислама. История религии, описание, основы Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска
Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска Украшение и фантазия
Украшение и фантазия Пламенный Серафим
Пламенный Серафим Презентация на тему Потребности семьи
Презентация на тему Потребности семьи Презентация на тему Г.Г. Мясоедова "Косцы"
Презентация на тему Г.Г. Мясоедова "Косцы" Основы информационной безопасности
Основы информационной безопасности Способы убийства людей в концлагере Саласпилс
Способы убийства людей в концлагере Саласпилс Нужны ли комнатные растения зимой
Нужны ли комнатные растения зимой УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ
УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ Arvo-Tec RAS проект
Arvo-Tec RAS проект Витамины
Витамины Сравнительная статистика итогов работы компании Аэрофлот
Сравнительная статистика итогов работы компании Аэрофлот РДШ - старт в будущее
РДШ - старт в будущее Какой я
Какой я ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ
ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ Витамины
Витамины Отряды Насекомоядные и Рукокрылые
Отряды Насекомоядные и Рукокрылые snakes
snakes Сетевой проект-это интересно!
Сетевой проект-это интересно!